1.本发明属于汽车行业技术领域,具体的说,涉及一种球头销总成设计验证及耐久性测试平台及其使用方法。
背景技术:
2.目前国内外汽车上使用的球头销,无论德系、美系还是日系,随着长时间的使用,会造成球头销松旷、磨损、脱落,致使汽车出现偏行、摆振问题,并且影响汽车操纵的稳定性和可靠性。
3.而对球头销的设计在现有技术中,均是由设计人员凭借以往设计经验和多次设计改进,初步确定设计状态,设计完成后再由专用试验平台验证,这种传统的研发方式研发周期长、费用高。
4.现有技术中,也出现了很多种球头销装配在线检测装置,如专利申请号为:cn202021083366.7,公开了一种球头销装配在线检测装置,其包括机台以及固接在机台上的立架,所述机台上安装有回转盘机构与扭矩传感器,回转盘机构上安装有球头夹具,扭矩传感器的前端通过轴联器与回转盘机构连接,扭矩传感器的后端通过轴联器与伺服电机连接;所述立架上安装有控制柜及滑接有滑架并通过升降机构驱动滑移,滑架上安装有主轴电机与离合器变速箱,主轴电机通过轴联器与离合器变速箱连接,离合器变速箱的输出轴上安装有旋铆轴,旋铆轴上安装有旋铆头;所述控制柜上设有扭力显示器。
5.上述该类现有的球头销装配在线检测装置,适用于在装配球头销时对球头销装配时的旋转扭矩进行采集和检测,以达到预设扭矩值为装配标准,确保产品达到质量标准要求,但是该类现有的球头销装配在线检测装置,只能对设计好且需要进行批量装配的球头销进行检测,却不能对球头销初步设计时进行检验,从而费时、耗材降低使用效果。
技术实现要素:
6.本发明要解决的主要技术问题是提供一种结构简单,使用方便,能够进行研发球头销总成,并且能够初步验证球头销整体性能的球头销总成设计验证及耐久性测试平台及其使用方法。
7.为解决上述技术问题,本发明提供如下技术方案:一种球头销总成设计验证及耐久性测试平台,包括固定平台,固定平台上由左至右依次安装有调速电机组件、动态扭矩传感器组件和球头销调试箱,调速电机组件与动态扭矩传感器组件之间安装有联轴器,球头销调试箱内安装有球头销总成,动态扭矩传感器组件和球头销调试箱之间安装有伸缩联轴器。
8.以下是本发明对上述技术方案的进一步优化:调速电机组件包括调速电机,调速电机的下方安装有电机支架,电机支架固定安装在固定平台上,调速电机的一侧设置有电机数显调速器,电机数显调速器与调速电机电性连接。
9.进一步优化:动态扭矩传感器组件包括扭矩传感器,扭矩传感器的下方固定安装有传感器固定座,传感器固定座固定安装在固定平台上,扭矩传感器上设置有显示区和传感器串口。
10.进一步优化:球头销调试箱包括固定安装在固定平台上的箱体,箱体上靠近扭矩传感器的一侧开设有箱体侧孔,箱体内靠近箱体侧孔的位置处设置有用于安装球头销总成的安装位。
11.进一步优化:所述箱体上与箱体侧孔相对应的位置处开设有第一螺纹孔,第一螺纹孔内螺纹连接有螺栓顶杆,螺栓顶杆靠近箱体侧孔的一端转动连接有顶盖。
12.进一步优化:箱体上靠近箱体侧孔的位置处开设有第二螺纹孔,第二螺纹孔与箱体侧孔相连通,第二螺纹孔内螺纹连接有紧定螺钉,紧定螺钉的轴线与箱体侧孔的轴线为垂直布设。
13.进一步优化:球头销总成包括球头销接头,球头销接头内安装有球头销座,球头销座内安装有球头销,球头销接头内安装有球头销压盖,球头销压盖与球头销座顶接,球头销接头内设置有限位台阶。
14.本发明还提供一种球头销总成设计验证及耐久性测试平台的使用方法,具体如下:1、尺寸定义:lz:限位台阶距离球头销接头的设计理论高度;l:球头销压盖至球头销接头球心的距离;δ:限位台阶与球头销接头球心之间的实际距离;
△
s:是预留压缩尺寸;l1:顶盖的后端面与箱体前端面之间的距离;l2:顶盖的后端面与球头销压盖的前端面之间的距离;l3:限位台阶与箱体前端面之间的距离;该使用方法包括验证设计理论高度lz和球头销总成的耐久性测试;验证设计理论高度lz包括如下步骤:s1、对球头销总成的整体结构尺寸进行设计,设计完成后,尺寸δ、l2和l3均是设计后已知尺寸;s2、加工验证样件,按照设计完成的球头销总成的整体尺寸进加工验证样件,其验证样件的尺寸δ小于设计理论高度lz;尺寸l大于设计理论高度lz;s3、最终设计理论高度lz的确定:将加工好的验证样件安装在箱体侧孔内,先旋转螺栓顶杆使顶盖顶动球头销压盖向靠近限位台阶的一侧移动一段距离,然后再使验证样件的球头销与伸缩联轴器传动连接;s4、启动扭矩传感器、调速电机和电机数显调速器,依据扭矩传感器上显示的扭矩,微调螺栓顶杆增大球头销的旋转扭矩至预设扭矩,等待1-2天扭矩衰减,然后再微调螺栓顶杆直至球头销的旋转扭矩稳定在预设扭矩;s5、计算出设计理论高度lz:采用游标卡尺测量尺寸l1,通过l1可计算出最终设计理论高度lz,其计算公式为:
△
s=l1-l3-l2,lz=δ
△
s。
15.以下是本发明对上述技术方案的进一步优化:球头销总成的耐久性测试包括铆压前耐久性测试:
q1、将铆压前的球头销总成安装在该球头销总成设计验证及耐久性测试平台上;q2、启动扭矩传感器、调速电机和电机数显调速器,使调速电机以一定转速进行旋转,再微调螺栓顶杆增大球头销旋转扭矩至预设扭矩,等待1-2天扭矩衰减,然后再微调螺栓顶杆直至球头销旋转扭矩稳定在预设扭矩;q3、最后使调速电机以一定转速恒定长时间旋转,实时监测扭矩值,判定球头销总成铆压前的耐久性。
16.进一步优化:球头销总成的耐久性测试还包括铆压后耐久性测试:h1、将铆压后的球头销总成安装在该球头销总成设计验证及耐久性测试平台上;h2、再微调螺栓顶杆,使顶盖顶紧球头销压盖;h3、然后启动调速电机以一定转速恒定长时间旋转,实时监测扭矩值,判定球头销总成铆压后的耐久性。
17.本发明采用上述技术方案,构思巧妙,结构合理,通过该平台即可帮助相关研发人员实现低成本、高效率、短时间开发球头销总成产品,并能初步验证球头销总成长时间运行对球头销总成扭矩的影响关系。
18.并且本发明整体结构结构简单,使用方便,能够减小使用成本,提高使用效果,能够高效率的帮助相关研发人员开发球头销总成产品。
19.下面结合附图和实施例对本发明进一步说明。
附图说明
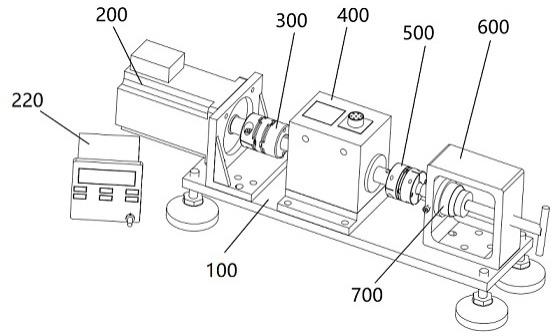
20.图1为本发明实施例的总体结构示意图;图2为本发明实施例的总体结构爆炸图;图3为本发明实施例中球头销调试箱的局部剖视图;图4为本发明实施例中验证样件的剖视图;图5为本发明实施例中球头销接头的剖视图;图6为本发明实施例中铆压后球头销总成的剖视图。
21.图中:100-固定平台;200-调速电机组件;210-调速电机;220-电机数显调速器;230-电机支架;300-联轴器;400-动态扭矩传感器组件;410-扭矩传感器;411-显示区;412-传感器串口;420-传感器固定座;500-伸缩联轴器;600-球头销调试箱;610-箱体;611-箱体侧孔;630-螺栓顶杆;620-顶盖;640-紧定螺钉;700-球头销总成;740-球头销;730-球头销接头;731-销座安装腔;732-压盖安装腔;733-圆锥腔;734-限位台阶;720-球头销座;710-球头销压盖。
具体实施方式
22.请参阅图1-6,一种球头销总成设计验证及耐久性测试平台,包括固定平台100,固定平台100上由左至右依次安装有调速电机组件200、动态扭矩传感器组件400和球头销调试箱600,调速电机组件200与动态扭矩传感器组件400之间安装有联轴器300,球头销调试箱600内安装有球头销总成700,动态扭矩传感器组件400和球头销调试箱600之间安装有伸缩联轴器500。
23.调速电机组件200包括调速电机210,调速电机210的下方安装有电机支架230,电
机支架230固定安装在固定平台100上。
24.调速电机210的一侧设置有配套使用的电机数显调速器220,电机数显调速器220与调速电机210电性连接。
25.这样设计,可通过电机支架230能够将调速电机210固定安装在固定平台100上,方便组装和安装,通过电机数显调速器220能够用于调节调速电机210的转速以及显示调速电机210的实时转速。
26.调速电机210输出动力可用于驱动球头销总成700进行转动,用于检测球头销总成700的性能。
27.动态扭矩传感器组件400包括扭矩传感器410,扭矩传感器410的下方固定安装有传感器固定座420,传感器固定座420固定安装在固定平台100上。
28.扭矩传感器410上设置有显示区411,扭矩传感器410检测得到的扭矩大小在显示区411上显示。
29.扭矩传感器410上设置有传感器串口412,扭矩传感器410检测得到的扭矩大小可通过传感器串口412进行采集并保存。
30.联轴器300安装在调速电机210和扭矩传感器410之间,联轴器300的一端与调速电机210的动力输出端传动连接,联轴器300的另一端与扭矩传感器410的动力输入端传动连接。
31.调速电机210输出动力通过联轴器300将该旋转动力传递至扭矩传感器410上。
32.球头销总成700包括球头销接头730,球头销接头730内同轴开设有销座安装腔731和压盖安装腔732,压盖安装腔732远离销座安装腔731的一端贯穿球头销接头730的后端面。
33.球头销接头730上靠近销座安装腔731的位置处同轴开设有圆锥腔733,圆锥腔733与销座安装腔731相连通。
34.球头销接头730的销座安装腔731内安装有球头销座720,球头销座720内安装有球头销740,球头销740远离球头销座720的一端穿过圆锥腔733并延伸至球头销接头730的外部。
35.通过圆锥腔733,能够使球头销740实现大幅度摆动和轴向转动。
36.球头销接头730的压盖安装腔732内安装有球头销压盖710,球头销压盖710与球头销座720顶接。
37.销座安装腔731的内表面直径小于压盖安装腔732的内表面直径,销座安装腔731与压盖安装腔732的连接处设置有限位台阶734。
38.在本实施例中,球头销座720是塑料件,且球头销座720内设有润滑脂。
39.伸缩联轴器500设置在扭矩传感器410和球头销740之间,伸缩联轴器500的一端与扭矩传感器410的动力输出端传动连接,伸缩联轴器500的另一端与球头销740传动连接。
40.球头销调试箱600包括固定安装在固定平台100上的箱体610,箱体610上靠近扭矩传感器410的一侧开设有箱体侧孔611,箱体610内靠近箱体侧孔611的位置处设置有用于安装球头销总成700的安装位。
41.箱体610上与箱体侧孔611相对应的位置处开设有第一螺纹孔,第一螺纹孔内螺纹连接有螺栓顶杆630,螺栓顶杆630与箱体侧孔611同轴线设置。
42.螺栓顶杆630靠近箱体侧孔611的一端转动连接有顶盖620,顶盖620用于压紧球头销压盖710。
43.箱体610上靠近箱体侧孔611的位置处开设有第二螺纹孔,第二螺纹孔与箱体侧孔611相连通,第二螺纹孔内螺纹连接有紧定螺钉640,紧定螺钉640的轴线与箱体侧孔611的轴线为垂直布设。
44.这样设计,可将球头销总成700安装在箱体610内的安装位处,此时球头销接头730安装在箱体侧孔611内。
45.然后通过旋转螺栓顶杆630,此时螺栓顶杆630可带动顶盖620向靠近或远离球头销压盖710的两侧移动,当顶盖620向靠近球头销压盖710的一侧移动时,顶盖620与球头销压盖710相顶接,此时通过螺栓顶杆630和顶盖620可用于压紧球头销压盖710。
46.本发明还提供一种球头销总成设计验证及耐久性测试平台的使用方法,具体如下:1、尺寸定义:lz:限位台阶734距离球头销接头730球心的设计理论高度;l:球头销压盖710至球头销接头730球心的距离;δ:限位台阶734与球头销接头730球心之间的实际距离;
△
s:是预留压缩尺寸;l1:顶盖620的后端面与箱体610前端面之间的距离;l2:顶盖620的后端面与球头销压盖710的前端面之间的距离;l3:限位台阶734与箱体610前端面之间的距离;lz、l、δ、
△
s、l1、l2和l3的单位均为毫米(mm)。
47.该使用方法包括验证设计理论高度lz和球头销总成的耐久性测试;其中lz尺寸是球头销总成700设计中非常关键的一个尺寸,也就是限位台阶734距离球头销接头730球心的设计理论高度,lz尺寸直接影响球头销座720对球头销740的抱紧程度,决定球头销总成700装配完成后球头销740的摆动力矩和转动力矩是否符合行业标准要求。
48.验证设计理论高度lz包括如下步骤:s1、对球头销总成700的整体结构尺寸进行设计,设计完成后,尺寸δ、l2和l3均是设计后已知尺寸。
49.s2、加工验证样件,按照设计完成的球头销总成700的整体尺寸进加工验证样件,其验证样件的尺寸δ小于设计理论高度lz;尺寸l大于设计理论高度lz。
50.其中球头销压盖710与限位台阶734之间的距离
△
s是预留压缩尺寸,作用是留出球头销压盖710对球头销座720的压缩空间,便于通过螺栓顶杆630和顶盖620调整球头销座720对球头销740的抱紧程度,进而确定合适的设计理论高度“lz”;s3、最终设计理论高度lz的确定:将加工好的验证样件安装在箱体侧孔611内,再放置顶盖620,使顶盖620与球头销压盖710顶接,此时先旋转螺栓顶杆630,螺栓顶杆630带动顶盖620向靠近球头销压盖710的一侧移动时,此时顶盖620顶动球头销压盖710向靠近限位台阶734的一侧移动一段距离,然后再使验证样件的球头销740与伸缩联轴器500传动连接,并锁紧伸缩联轴器500的右端。
51.s4、启动扭矩传感器410、调速电机210和电机数显调速器220,依据扭矩传感器410上侧面显示区411显示的扭矩,微调螺栓顶杆630,使球头销座720抱紧球头销740,增大球头销740的旋转扭矩至合适预设扭矩,等待1-2天扭矩衰减,然后再微调螺栓顶杆630直至球头销740的旋转扭矩稳定在预设扭矩。
52.步骤s4中,若球头销接头730相对箱体610发生转动时,则通过旋动紧定螺钉640实现锁紧球头销接头730。
53.s5、计算出设计理论高度lz:最后采用游标卡尺测量尺寸l1,通过l1可计算出最终设计理论高度lz,其计算公式为:
△
s=l1-l3-l2,lz=δ
△
s。
54.球头销总成的耐久性测试包括铆压前耐久性测试和铆压后耐久性测试,其中铆压前耐久性测试包括如下步骤:q1、将铆压前的球头销总成700安装在该球头销总成设计验证及耐久性测试平台上。
55.q2、启动扭矩传感器410、调速电机210和电机数显调速器220,使调速电机210以一定转速进行旋转,再微调螺栓顶杆630,使球头销座720抱紧球头销740增大球头销740旋转扭矩至合适位置,等待1-2天扭矩衰减,然后再微调螺栓顶杆630直至球头销740旋转扭矩稳定在合适位置。
56.q3、最后使调速电机210以一定转速恒定长时间旋转,实时监测扭矩值,判定球头销总成700铆压前的耐久性。
57.铆压后耐久性测试包括如下步骤:h1、将铆压后的球头销总成700(如图6所示)安装在该球头销总成设计验证及耐久性测试平台上,安装完成后,如图1所示。
58.h2、再微调螺栓顶杆630,使顶盖620顶紧球头销压盖710。
59.h3、然后启动调速电机210以一定转速恒定长时间旋转,此时扭矩传感器410实时监测扭矩值,判定球头销总成700铆压后的耐久性。
60.步骤h3中,若球头销接头730相对箱体610发生转动时,则通过旋动紧定螺钉640实现锁紧球头销接头730。
61.对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理与精神的情况下,直接或间接运用于其他相关领域,且对实施方式所进行的改变、修改、替换和变型仍落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。