1.本技术涉及汽车内饰板加工设备的领域,尤其是涉及一种汽车内饰件生产用防堵熔胶装置。
背景技术:
2.汽车内饰件具有质量轻、强度高的优点,因此被用作汽车的各个部件,比如车面板、车门嵌入版以及遮阳板。汽车内饰件通常由基板和表皮复合而成,且表皮通常通过热熔胶粘接于基板,因此在汽车内饰件的过程中需要采用溶胶装置对热熔胶块进行热熔处理。
3.参照图1,现有的熔胶装置包括储物桶2、连接于储物桶2顶部的顶盖22、连接于储物桶2底部的锥底3和设置于储物桶2内的加热棒21,锥底3的底部开设有排料口。在需要熔化热熔胶块时,先开启顶盖22,并于储物桶2内放置较多的热熔胶块,再通过加热棒21对热熔胶块持续加热,熔化的热熔胶通过锥底3的排料口排出。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在溶胶过程时,由于未完全熔接的热熔胶块通过重力会沉积于锥底处,使得熔融状态的热熔胶无法排出,且加热棒会持续对热熔胶加热,导致部分热熔胶容易过热并碳化,严重时碳化的杂物会堵塞锥底。
技术实现要素:
5.为了改善部分热熔胶容易过热碳化的问题,本技术提供一种汽车内饰件生产用防堵熔胶装置。
6.本技术提供的一种汽车内饰件生产用防堵熔胶装置采用如下的技术方案:
7.一种汽车内饰件生产用防堵熔胶装置,包括储物桶和设置于所述储物桶底部的锥底,所述锥底的底部开设有排料口,所述锥底于所述排料口处设置有下筛板,且所述锥底内设置有加热组件。
8.通过采用上述技术方案,在对热熔胶块进行热熔时,热熔胶块直接落于锥底,锥底的加热组件对热熔胶块进行加热,且熔融的热熔胶直接由锥底的排料口直接排出,使得加热组件不会对熔融状态下的热熔胶持续加热,以此实现降低热熔胶过热碳化的风险的效果,有利于降低锥底发生堵塞的风险。
9.可选的,所述加热组件包括多个嵌入锥底内部的加热线圈,多个所述加热线圈首尾相连。
10.通过采用上述技术方案,多个加热线圈可以对锥底内壁附近的热熔胶块进行加热,使得熔融的热熔胶可以沿锥底内壁流至排料口,从而降低热熔胶发生过热碳化的风险。
11.可选的,相连两个所述加热线圈之间的间距尺寸由所述锥底的顶端至底端逐渐减小。
12.通过采用上述技术方案,上述布设方式的加热线圈可以使得位于排料口附近的热熔胶块快速熔化,进一步降低排料口堵塞的风险。
13.可选的,所述储物桶的底端内壁设置有上筛板,所述下筛板的筛孔孔径尺寸小于
所述上筛板的筛孔孔径尺寸。
14.通过采用上述技术方案,在热熔胶块进入储物桶后,先落于上筛板上,较小的热熔胶块和熔融的热熔胶可以穿过上筛板进入锥底,从而可以避免热熔胶块直接落于锥底内,并阻挡于排料口处,有益于保持热熔胶的排出速率。
15.可选的,所述储物桶与所述上筛板之间设置有连接结构;所述连接结构包括连接于所述上筛板上的连接杆和连接于所述连接杆端部上的搭接环,所述搭接环搭设于所述储物桶的顶部。
16.通过采用上述技术方案,在需要取出上筛板时,通过搭接环直接拔出上筛板即可,在需要安装上筛板时,将搭接环搭设于储物桶的顶部即可,上筛板的拆装简单,便于定期清理或更换上筛板。
17.可选的,所述连接结构还包括锁紧组件;所述锁紧组件包括固接于所述储物桶顶部的固定柱和转动连接于所述固定柱端部的卡接板,所述搭接环开设有供所述固定柱与所述卡接板穿过的通孔,所述卡接板与所述搭接环抵接适配。
18.通过采用上述技术方案,在安装上筛板时,先驱使卡接板绕固定柱的轴线旋转,直至卡接板可穿过通孔,再驱使固定柱与卡接板穿过通孔,直至搭接环搭设于储物桶的顶部,再驱使卡接板转动,直至卡接板无法穿过通孔,即可限制上筛板自由的活动。
19.可选的,所述锥底内壁环绕设置有引导环,所述引导环的内圈位于所述引导环的外圈靠近所述上筛板的一侧,所述引导环的外圈边缘开设有多个引导孔。
20.通过采用上述技术方案,在较小的热熔胶块和熔融的热熔胶穿过上筛板后,大部分先落于引导环上,引导环引导较小的热熔胶块朝向锥底的内壁移动,进而可以更好地加热熔化较小的热熔胶块。
21.可选的,所述下筛板与所述锥底可拆式连接。
22.通过采用上述技术方案,锥底可以定期进行清理或更换,从而降低排料口发生堵塞的风险。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.热熔胶块直接落于锥底,锥底内的加热线圈对热熔胶块进行均匀地加热,且熔融的热熔胶直接由锥底的排料口直接排出,使得加热线圈不会对熔融状态下的热熔胶持续加热,以此实现降低热熔胶过热碳化的风险的效果;
25.2.上筛板使得较小的热熔胶块和熔融的热熔胶可以顺利地进入锥底,同时限制大块的热熔胶块进入锥底,有利于保持排料口的顺畅,并保持热熔胶的排出效率;
26.3.引导环可以引导较小的热熔胶块朝向锥底的内壁移动,进而可以更好地加热熔化较小的热熔胶块,既可以减少堵塞于下筛板的热熔胶块,也可以减少热熔胶内的颗粒。
附图说明
27.图1是相关技术中熔胶装置的结构示意图。
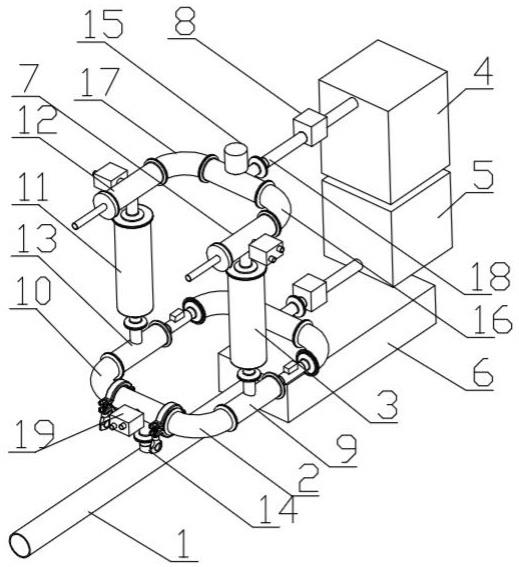
28.图2是本技术实施例一的整体结构示意图。
29.图3是沿图2中a-a线的剖视结构示意图。
30.图4是本技术实施例二的剖视结构示意图。
31.图5是图4中b部分的局部放大示意图。
32.图6是本技术实施例二锥底的结构示意图。
33.附图标记:1、支架;2、储物桶;21、加热棒;22、顶盖;23、上筛板;24、环形凹槽;3、锥底;31、下筛板;32、环形空腔;33、加热线圈;34、引导环;341、引导孔;342、穿孔;4、连接结构;41、连接杆;42、搭接环;421、通孔;43、锁紧组件;431、固定柱;432、卡接板。
具体实施方式
34.以下结合附图2-6对本技术作进一步详细说明。
35.实施例一:
36.本技术实施例公开一种汽车内饰件生产用防堵熔胶装置。参照图2与图3,汽车内饰件生产用防堵熔胶装置包括支架1、焊接于支架1顶部的储物桶2和设置于储物桶2底部的锥底3,储物桶2的顶部扣合有顶盖22。锥底3的底部开设有排料口,锥底3于排料口处设置有下筛板31,在本技术实施例中下筛板31与锥底3通过螺钉连接,以此实现下筛板31与锥底3的可拆式连接。锥底3内设有环形空腔32,且于环形空腔32内设置有加热组件。
37.在对热熔胶块进行热熔时,热熔胶块直接落于锥底3,锥底3的加热组件对热熔胶块进行加热,且熔融的热熔胶直接由锥底3的排料口直接排出,使得加热组件不会对熔融状态下的热熔胶持续加热,以此实现降低热熔胶过热碳化的风险的效果,有利于降低锥底3发生堵塞的风险。
38.参照图2与图3,加热组件包括多个嵌入环形空腔32内的加热线圈33,多个加热线圈33通过电热丝首尾相连且共同形成螺旋状。相连两个加热线圈33之间的竖直间距尺寸由锥底3的顶端至底端逐渐减小。储物桶2设置有用于调节加热温度的控温元件,且控温元件与加热线圈33通过电线连接。
39.多个加热线圈33可以对锥底3内壁附近的热熔胶块进行加热,使得熔融的热熔胶可以沿锥底3内壁流至排料口,从而降低热熔胶发生过热碳化的风险。且述布设方式的加热线圈33可以使得位于排料口附近的热熔胶块快速熔化,进一步降低排料口堵塞的风险。
40.本技术实施例一种汽车内饰件生产用防堵熔胶装置的实施原理为:在对热熔胶块进行热熔时,热熔胶块直接落于锥底3,锥底3的加热线圈33对热熔胶块进行均匀地加热,且熔融的热熔胶直接由锥底3的排料口直接排出,使得加热线圈33不会对熔融状态下的热熔胶持续加热,以此实现降低热熔胶过热碳化的风险的效果,有利于降低锥底3发生堵塞的风险。
41.实施例二:
42.参照图4,本技术实施例二与实施例一的区别在于:储物桶2的底端内壁还设置有上筛板23,下筛板31的筛孔孔径尺寸小于上筛板23的孔径尺寸,且下筛板31的外周壁与储物桶2的内壁贴合。为加快热熔胶块的熔化速率,上筛板23内也可嵌设电热丝。
43.在热熔胶块进入储物桶2后,先落于上筛板23上,较小的热熔胶块和熔融的热熔胶可以穿过上筛板23进入锥底3,从而可以避免热熔胶块直接落于锥底3内,并阻挡于排料口处,有益于保持热熔胶的排出速率。
44.参照图4与图5,储物桶2与上筛板23之间设置有便于拆分的连接结构4,连接结构4包括通过焊接方式连接于上筛板23顶面上的连接杆41、通过焊接方式连接于连接杆41端部上的搭接环42和用于限制上筛板23自由活动的锁紧组件43。连接杆41设置有两根,两根连
接杆41分别位于上筛板23的两端。储物桶2的顶部端面开设有环形凹槽24,搭接环42搭设于环形凹槽24的底壁。
45.参照图4与图5,锁紧组件43包括通过焊接方式固接于储物桶2顶部的固定柱431和转动连接于固定柱431端部的卡接板432,固定柱431为圆柱且轴向为竖直方向,卡接板432为长方体形状且绕固定柱431的轴线转动。搭接环42开设有供固定柱431与卡接板432穿过的通孔421,卡接板432的下表面与搭接环42的上表面抵接适配。通孔421为方形孔,卡接板432的宽边尺寸小于通孔421的宽边尺寸,卡接板432的长边尺寸小于通孔421的长边尺寸,且大于通孔421的宽边尺寸。
46.在安装上筛板23时,先驱使卡接板432绕固定柱431的轴线旋转,直至卡接板432的长边平行于通孔421的长边时,再驱使固定柱431与卡接板432穿过通孔421,直至卡接板432的长边垂直于通孔421的长边时,再驱使卡接板432转动,直至卡接板432无法穿过通孔421,即可限制上筛板23自由的活动;在拆除上筛板23时,先驱使卡接板432绕固定柱431的轴线旋转,直至卡接板432的长边平行于通孔421的长边时,通过搭接环42直接拔出上筛板23即可,上筛板23的拆装简单,便于定期清理或更换上筛板23。
47.参照图4与图6,为充分地融化热熔胶块,锥底3内壁通过焊接方式环绕设置有引导环34,引导环34的内圈位于引导环34的外圈靠近上筛板23的一侧,引导环34的外圈边缘开设有多个引导孔341,多个引导孔341沿引导环34的外圈轮廓间隔布置。且引导环34的中部开设有多个供熔融状态的热熔胶直接穿过的穿孔342。
48.在较小的热熔胶块和熔融的热熔胶穿过上筛板23后,大部分先落于引导环34上,引导环34引导较小的热熔胶块朝向锥底3的内壁移动,进而可以更好地加热熔化较小的热熔胶块,同时穿孔342可以使得供熔融状态的热熔胶直接穿过上筛板23,保持热熔胶的排出速率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。