1.本实用新型涉及整流稳压器领域,具体涉及用于整流稳压器双层电路板自动装配的连接件及连接结构。
背景技术:
2.整流稳压器是摩托车电路系统中的重要组成部分。通过整流稳压器将摩托发电机产生的电进行整流及稳压,以供摩托车用电部件使用。整流稳压器内部电路板与电路板之间采用直杆连接件进行电路连接,目前采用连接件与电路板之间连接方式如说明书附图7所示,为了便于安装,在电路板的加工过程中,一般在下层电路板上设有定位孔等定位结构,组装时,上层电路板或连接件通过定位结构定位后,将连接件的底部组装到下层电路板上并焊接固定,再将连接件的顶部穿过上层电路板的孔配合后焊接。
3.由于现有的连接件为直立方式,因此,连接件的底部和顶部在焊接后热应力无法释放。而且,目前连接件与下层电路板之间为手工组装,手工组装的精度较差,装配效率低。当连接件的底部与下层电路板焊接后再与上层电路板的孔配合时,容易出现错位。由于连接件的底部已经与电路板固定了,只能通过强行将错位的端子扶正后再与连接件的引脚配合,导致机械应力施加,焊接质量受到影响,使得焊接一致性和稳定性差,并且手工组装存在漏装的情况。连接件无支撑结构,与上层电路板组装时高低不平,组装平整度一致性差,对整体构造尺寸链带来影响。
技术实现要素:
4.针对现有技术的上述不足,本实用新型所要解决的技术问题是:如何提供一种便于实现了连接件与其它电子元件采用smt设备一次自动化组装,组装精度和效率高,整流器使用寿命长的用于整流稳压器双层电路板自动装配的连接件及连接结构。
5.为了解决上述技术问题,本实用新型采用了如下的技术方案:
6.一种用于整流稳压器双层电路板自动装配的连接件,包括水平设置的基座,在所述基座上设有若干金属连接件,所述连接件竖向设置,其下端贯穿基座后水平弯折并从基座的一侧伸出;在所述基座两侧设有定位结构,该定位结构凸出于基座的下侧面;在基座上还设有支撑结构,该支撑结构的上侧面为平面,并位于连接件上端的下方。
7.进一步的,所述基座由绝缘材料制成,其上侧面和下侧面为相互平行的平面。
8.进一步的,所述连接件的弯折段的下侧面与基座的下侧面平齐。
9.进一步的,所述连接件的断面为矩形。
10.进一步的,所述连接件由铜制成。
11.进一步的,所述定位结构包括定位柱,并沿基座的长度方向交替设置。
12.进一步的,所述定位柱的断面为圆形。
13.进一步的,所述支撑结构包括多个设置在基座上侧面上的支撑凸台,该支撑凸台沿基座的长度方向设置,并多个支撑凸台的上侧面位于同一平面。
14.基于此,还提供了一种用于整流稳压器双层电路板自动装配的连接结构,包括上层电路板、下层电路板以及如上述的用于整流稳压器双层电路板自动装配的连接件,所述连接件通过基座安装于下层电路板上,其中,基座上的定位柱穿过下层电路板上对应位置的定位孔,该连接件的弯折段与下层电路板的导电端子焊接,所述上层电路板位于连接件的上方,其下侧面与连接件的支撑凸台的上侧面贴合;所述连接件的上端穿过上层电路板后与上层电路板的导电端子焊接。
15.相对于现有技术,本实用新型的有益效果:
16.1、通过在上层电路板和下层电路板之间设置基座,并将连接件预先与基座组装,然后在与上层电路板和下层电路板焊接,并通过基座上的定位结构对基座的位置进行定位,通过支撑结构对上层电路板与下层电路板之间的平行度进行限制,有效的降低了焊接时热应力对安装精度的影响,同时便于采用smt自动化设备进行批量组装,提高了安装的精度和效率。
17.2、通过采用l形的金属铜连接件,增大焊接面,能够提高焊接连接强度,并能够对焊接热应力进行释放,降低焊点因长期高低温工作而导致的疲劳失效,延长整流稳压器的使用寿命。
18.3、通过在基座上设置定位柱和支撑凸台,便于定位,能够有效的对电路板进行支撑,降低连接件与电路板的在焊接时产生的机械应力,进一步的提高组装精度。
附图说明
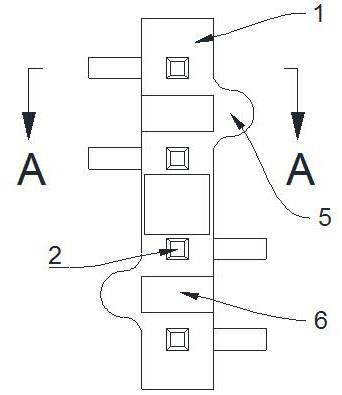
19.图1为本实用新型的主视图;
20.图2为图1的左视图;
21.图3为图1的后视图;
22.图4为图1中的a-a剖视图;
23.图5为本实用新型组装后的主视结构示意图;
24.图6为图5的俯视图;
25.图7为现有技术的组装结构示意图;
26.图中,1基座,2连接件,3上层电路板,4下层电路板,5定位柱,6支撑凸台。
具体实施方式
27.下面结合附图和实施例对本实用新型进一步说明。
28.实施例:
29.如图1-6所示,一种用于整流稳压器双层电路板自动装配的连接件,包括水平设置的基座1,所述基座1为矩形板状结构,并由绝缘材料制成,具体的,该基座1由适应回流焊接的耐高温塑料制成,推荐采用pa46或同等耐热性能的塑料。
30.在所述基座1的上镶嵌有若干铜制杆状结构的连接件2,金属铜是良导体,铜金属制成的连接件2能够更好的导电和导热,满足连接件2的使用条件。所述连接件2大于等于2个,推荐采用2的倍数设计,更利于自动化组装。该连接件2竖向设置,其下端贯穿基座1后水平弯折并从基座1的一侧伸出,其两端分别用于与设置在基座1上下两侧的上层电路板3和下层电路板4连接。
31.所述基座1的下侧面设计为平面便于与下层电路板4表面贴合,基座1的上侧面中部具有一平面,为适应smt自动贴片机吸取区域,保证smt自动贴片机吸取贴装时重心平衡。
32.所述连接件2整体为l形,其竖直段贯穿基座1的上侧面,水平的弯折段贯穿基座1的一侧侧面,并水平段的下侧与基座1的下侧面平齐,竖直段的延伸长度根据金属件宽度尺寸、结合通过的电流大小、焊接后的强度要求和工程保证能力设定,水平段的延伸长度根据上层电路板3厚度、表面与金属件焊接工艺要求设定。所述连接件2的断面为矩形。这样,以提高连接件2与下层电路板4之间的焊接面,提高焊接后的连接强度。
33.在所述基座1上设有定位结构,对应的在下层电路板4上设有与该定位结构相配合的定位孔,所述定位结构插入该定位孔后,基座1能够与下层电路板4贴合;在基座1上还设有支撑结构,该支撑结构能够与上层电路板3贴合,使上层电路板3与下层电路板4平行。所述定位结构包括若干呈圆柱形状的定位柱5,该定位柱5分设于基座1的相对两侧,并沿基座1的长度方向交替设置。所述定位柱5与基座1一体制成。定位柱5的高度、直径根据所选下层电路板4厚度及其布局配合设计合理尺寸。
34.所述定位柱5和连接件2的水平段交替设置,便于通过振动设备能够将连接件2排列整齐,这样,方便通过smt自动化设备实现连接件2的贴装,进而实现了连接件2的自动化组装,提高连接件2的安装精度和效率。
35.所述支撑结构包括设置在基座1上侧面上的支撑凸台6,该支撑凸台6高度大于等于0.5mm,保证支撑凸台6之间连接件2与上层电路板3在焊接时排气,焊锡有效浸润。支撑凸台6的宽度根据两金属连接件2之间距离合理设计。该支撑凸台6沿基座1的长度方向设置多个,并多个支撑凸台6的上侧面处于同一平面,且该平面与基座1的下端面平行。支撑凸台6上侧面支撑上层电路板3,使上层电路板3组装后保证平整度。所述支撑凸台6与定位柱5的位置相对应,该支撑凸台6的一侧与基座1的一侧平齐,另一侧向对侧的定位柱5延伸,并若干支撑凸台6沿基座1的长度方向交替分布。
36.本实用新型还提供了一种用于整流稳压器双层电路板自动装配的连接结构,包括上层电路板3、下层电路板4以及上述的用于整流稳压器双层电路板自动装配的连接件,所述连接件2通过基座1安装于下层电路板4上,其中,基座1上的定位柱5穿过下层电路板4上对应位置的定位孔,该连接件2的弯折段与下层电路板4的导电端子焊接,所述上层电路板3位于连接件2的上方,其下侧面与连接件2的支撑凸台6的上侧面贴合;所述连接件2的上端穿过上层电路板3后与上层电路板3的导电端子焊接。
37.本实用新型相对于现有的连接结构(如附图7所示),通过在上层电路板和下层电路板之间设置基座,并将连接件预先与基座组装,然后在与上层电路板和下层电路板焊接,并通过基座上的定位结构对基座的位置进行定位,通过支撑结构对上层电路板与下层电路板之间的平行度进行限制,有效的降低了焊接时热应力对安装精度的影响,同时便于采用smt自动化设备进行批量组装,提高了安装的精度和效率。通过采用l形的金属铜连接件,增大焊接面,能够提高焊接连接强度,并能够对焊接热应力进行释放,降低焊点因长期高低温工作而导致的疲劳失效,延长整流稳压器的使用寿命。通过在基座上设置定位柱和支撑凸台,便于定位,和能够有效的对电路板进行支撑,降低连接件与电路板的在焊接时产生的机械应力,进一步的提高组装精度。本实用新型在应用实施后组装效率提升75%以上,组装精度提升80%以上,此结构产品焊接质量在应用时验证无异常,可进行批量应用。
38.最后需要说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制技术方案,尽管申请人参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,那些对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
