:
1.本发明属于光学视觉技术领域,特别涉及到一种微型立体模型制作模板及制作方法。
背景技术:
2.实用新型专利“一种光学魔术杯”(专利号:zl202022397077.0)由杯身、透镜、画片组成。凸透镜放置于杯身中部,凸透镜到杯身底部画片的距离等于凸透镜焦距。由透镜成像的光学原理,平时看不到画片上的图案,向杯内注入酒水等透明液体,图案则显现出来,具有趣味性与新颖性,在作为杯子使用的同时还能普及科学知识。
3.其缺陷是杯中画片是平面画,没有立体感,不够真实和生动。由于这种杯子一般用作酒杯或茶杯,体积较小,画片直径一般在十几个毫米。如果做成立体模型,体积类似黄豆粒或花生米大小。目前的3d打印技术和立体雕刻等技术均不能做出细节,只能做出大致形状,且难以上色,不能批量生产。
4.民间艺人有一种用多层树脂画工艺制作的工艺品,是把一个要制作出立体模型的素材,动物和花卉等,按照深浅不同分解成多个水平方向的剖面图,制作工艺是把树脂滴胶浇灌在碟盘等容器中,自动流淌形成一个平面层,干燥之后在上面绘画,画一层图案浇一层树脂滴胶。由于树脂滴胶是透明的,绘画时能够很好地对应各层之间的关系,作品立体感强、色彩鲜艳,酷似真实物体。但如果尺寸做得很小将画不出细节,且工艺复杂、耗时长,不适合批量制作。
技术实现要素:
:
5.本发明提出一种微型立体模型制作模板及制作方法,可以实现微型立体模型快速大规模生产,且制成的立体模型细节丰富、色彩艳丽、尺寸任意设定,即可作为装饰品独立使用,也可作为光学魔术杯等工艺品的重要部件。
6.为实现上述效果,本发明所采用的技术方案如下:本发明一种微型立体模型制作模板包括底座、定位柱、垫层板、菲林片;
7.底座上四周设置定位柱;
8.垫层板和菲林片长宽尺寸相同,垫层板和菲林片均在四周同一位置上设有定位孔;
9.底座上依次循环放置垫层板、菲林片,使得垫层板和菲林片定位孔穿过定位柱。
10.作为一种改进,制作模板中,垫层板采用具有一定厚度的硬质透明材料;
11.菲林片采用全透明的打印胶片,表明绘制一层模型图案;
12.底座上刻有圆形虚线,为绘图区域标识。
13.一种微型立体模型制作方法,利用上述微型立体模型制作模板,包括以下步骤:
14.步骤一,确定微型立体模型参数:半径r、厚度h、层数n;
15.步骤二,将定位柱固定到底座上,穿过定位柱依次放置垫层板、菲林片,在菲林片
表面、绘图区域内绘制第一层模型图案,再次放置垫层板、菲林片,在菲林片表面绘制第二层模型图案,重复上述步骤n次直至所有模型图案绘制完毕;
16.步骤三,将制作模板内的菲林片取下,利用彩色扫描仪将每层菲林片上的图案扫描复制到计算机里;利用绘图软件将每层的图案半径缩小到立体模型的实际尺寸,并复制缩小图案使其铺满整个版面,保证每一个版面只包含同一层缩小图案;保持相同的缩小比例下,重复上述排版工作,直至n张菲林片上图案都完成重新排版;
17.步骤四,利用uv打印机将n个版面分别打印到n张亚克力薄板上,确保每个亚克力薄板上的缩小图案位置相同;
18.步骤五,把印有缩小图案的n张亚克力薄板按照绘画时的上下顺序,用胶水粘贴起来,使各层的缩小图案上下完全对其,粘接后形成一片具有一定厚度、包含了n层缩小图案的半成品板;
19.步骤六,使用激光切割机把半成品板上每一个立体模型切割下来,立体模型就制作完成了。
20.作为一种改进,微型立体模型制作方法步骤一中微型立体模型厚度h与半径r的限制关系为
[0021][0022]
作为一种改进,微型立体模型制作方法骤一中微型立体模型半径r小于10mm时,层数n为4或5。
[0023]
作为一种改进,微型立体模型制作方法步骤二中菲林片上绘图区域半径r1的限制范围为
[0024]
40mm≤r1≤50mm
[0025]
作为一种改进,微型立体模型制作方法步骤二中垫层板厚度h1为
[0026][0027]
其中,h2为菲林片厚度。
[0028]
本发明有益效果:利用微型立体模型制作模板可将动物、花卉等图案分层绘制到菲林片上,形成具有立体效果、细节丰富的立体模型。通过微型立体模型制作方法,能够把菲林片上分层图案提取出来,采集到电脑上进行缩小与排版,再利用uv打印机将分层图案打印到亚克力薄板上,按顺序将亚克力薄板粘接在一起,最后利用激光切割机将模型切割下来。此方法制作出的立体模型与制作模板效果一致,细节清晰、色彩鲜艳、立体感强。不仅解决了微型立体模型的制作问题,还可用于大规模批量生产。
附图说明:
[0029]
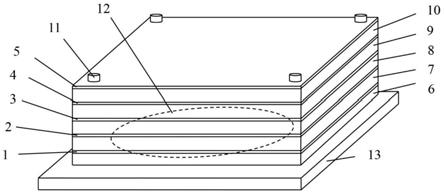
图1为一种微型立体模型制作模板示意图。
[0030]
图2为模型图案示意图,其中图(a)为第一层模型图案,图(b)为第二层模型图案,图(c)为第三层模型图案,图(d)为第四层模型图案,图(e)为第五层模型图案。
[0031]
图3为排版示意图。
[0032]
图4为半成品板示意图。
[0033]
图5为微型立体模型示意图,其中图(a)为俯视图,图(b)为斜视图。
[0034]
其中,1、第一层菲林片,2、第二层菲林片,3、第三层菲林片,4、第四层菲林片,5、第五层菲林片,6、第一层垫层板,7、第二层垫层板,8、第三层垫层板,9、第四层垫层板,10、第五层垫层板,11、定位柱,12、绘图区域标记,13、底座,201、第一版面,202、第二版面,203、第三版面,204、第四版面,205、第五版面,206、第一层缩小图案,207、第二层缩小图案,208、第三层缩小图案,209、第四层缩小图案,210、第五层缩小图案,301、半成品板。
具体实施方式:
[0035]
以下结合附图和实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0036]
如图1所示,本发明一种微型立体模型制作模板包括底座13、定位柱11、第一层垫层板6、第二层垫层板7,第三层垫层板8、第四层垫层板9、第五层垫层板10、第一层菲林片1、第二层菲林片2、第三层菲林片3、第四层菲林片4、第五层菲林片5。
[0037]
底座13上四周设置定位柱11。
[0038]
第一层垫层板6、第二层垫层板7、第三层垫层板8、第四层垫层板9、第五层垫层板10、第一层菲林片1、第二层菲林片2、第三层菲林片3、第四层菲林片4、第五层菲林片5长宽尺寸相同、均在四周同一位置上设有定位孔。
[0039]
底座13上依次放置第一层垫层板6、第一层菲林片1、第二层垫层板7、第二层菲林片2、第三层垫层板8、第三层菲林片3、第四层垫层板9、第四层菲林片4、第五层垫层板10、第五层菲林片5,并且所有定位孔穿过定位柱11。
[0040]
第一层垫层板6、第二层垫层板7、第三层垫层板8、第四层垫层板9、第五层垫层板10采用具有一定厚度的硬质透明材料。
[0041]
第一层菲林片1、第二层菲林片2、第三层菲林片3、第四层菲林片4、第五层菲林片5采用全透膜的打印胶片,第一层菲林片1上绘制第一层模型图案(如图2-a),第二层菲林片2上绘制第二层模型图案(如图2-b),第三层菲林片3上绘制第三层模型图案(如图2-c),第四层菲林片4上绘制第四层模型图案(如图2-d),第五层菲林片5上绘制第五层模型图案(如图2-e)。
[0042]
底座13上刻有圆形虚线,为绘图区域标识12。
[0043]
以5层立体模型为例,说明微型立体模型制作方法。
[0044]
一种微型立体模型制作方法,利用作模板,如图1所示,包括以下步骤:
[0045]
步骤一,确定微型立体模型参数:半径r、厚度h、层数n。本实施例中,微型立体模型参数取值:半径r为6mm,厚度h为3.5mm,层数n为5,菲林片厚度h2为0.1mm。
[0046]
步骤二,将定位柱11固定到底座13上,穿过定位柱11放置第一层垫层板6、第一层菲林片1,在第一层菲林片1表面、绘图区域内绘制第一层模型图案(如图2-a);放置第二层垫层板7、第二层菲林片2,在第二层菲林片2表面、绘图区域内绘制第二层模型图案(如图2-b);放置第三层垫层板8、第三层菲林片3,在第三层菲林片3表面、绘图区域内绘制第三层模型图案(如图2-c);放置第四层垫层板9、第四层菲林片4,在第四层菲林片4表面、绘图区域内绘制第四层模型图案(如图2-d);放置第五层垫层板10、第五层菲林片5,在第五层菲林片5表面、绘图区域内绘制第五层模型图案(如图2-e)。
[0047]
步骤三,如图3所示,将制作模板内第一层菲林片1、第二层菲林片2、第三层菲林片3、第四层菲林片4、第五层菲林片5取下,利用彩色扫描仪将第一层菲林片1、第二层菲林片2、第三层菲林片3、第四层菲林片4、第五层菲林片5上的图案扫描复制到计算机里;利用绘图软件将每层的模型图案(图2-a至图2-e)半径缩小到立体模型的实际尺寸,获得第一层缩小图案206、第二层缩小图案207、第三层缩小图案208、第四层缩小图案209、第五层缩小图案210。复制上述缩小图案,使其分别铺满第一版面201、第二版面202、第三版面203、第四版面204、第五版面205,保证每一个版面只包含同一层缩小图案,如图3所示。
[0048]
步骤四,利用uv打印机将5个版面分别打印到5张亚克力薄板上,确保每个亚克力薄板上的缩小图案位置相同。
[0049]
步骤五,把印有缩小图案的5张亚克力薄板按照绘画时的上下顺序,用胶水粘贴起来,使各层的缩小图案上下完全对其,粘接后形成一片具有一定厚度、包含了5层缩小图案的半成品板301,如图4所示。
[0050]
步骤六,如图5所示,使用激光切割机把半成品板301上每一个立体模型401切割下来,立体模型401就制作完成了。
[0051]
作为一种改进,微型立体模型制作方法步骤一中微型立体模型厚度h与半径r的限制关系为
[0052][0053]
作为一种改进,微型立体模型制作方法骤一中微型立体模型半径r小于10mm时,层数n为4或5。
[0054]
作为一种改进,微型立体模型制作方法步骤二中菲林片上绘图区域半径r1的限制范围为
[0055]
40mm≤r1≤50mm
[0056]
作为一种改进,微型立体模型制作方法步骤二中垫层板厚度h1为
[0057][0058]
其中,h2为菲林片厚度。
[0059]
本发明模板设计过程为:
[0060]
如欲制作半径为r,整体厚度为h,n层结构的立体模型,需采用半径为r1的模板,垫层板厚度h1,菲林片厚度h2,要使模板与立体模型严格成比例,有
[0061]
r1/n(h1 h2)=r/h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0062]
公式(1)表示了所要制作的立体模型尺寸和绘图模板尺寸的比例关系,其中立体模型的参数r、h、n是已知的,模板的半径r1是根据手工绘图的需要取得的数值,模板层数与立体模型层数n应完全相等,菲林片的厚度h2是对所选用材料进行测量得出的,唯一需要计算的参数是模板垫层板的厚度h1,根据(1)式,导出模板每一层垫层的厚度:
[0063]
h1=〔【(r1*h)/r】-h2〕/n(mm)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0064]
式中
[0065]
h1——模板一层的厚度
[0066]
r1——模板绘图区域半径
[0067]
h2——菲林片厚度
[0068]
h——要制作的成品立体模型总厚度
[0069]
r——要制作的成品立体模型半径
[0070]
n——立体模型及模板的层数
[0071]
按照上述参数即可制作出绘图模板。
[0072]
为进一步说明本发明技术方案的可行性,提出如下数据实例:
[0073]
案例一:
[0074]
根据需要制作微型立体模型,当确定微型立体模型半径r为6mm,层数n取5的微型立体模型时,根据限制关系公式),h大小取3.5nm,即微型立体模型厚度h与半径r比为
[0075][0076]
根据
[0077]
其中h2为菲林片厚度,根据实际情况可知h2=0.1mm,可以得到制作方法步骤二中菲林片上绘图区域半径r1为40mm。制作方法步骤二中垫层板厚度h1为4.65mm.
[0078]
案例二:
[0079]
根据需要制作微型立体模型,当确定微型立体模型半径r为5mm,层数n取4的微型立体模型时,根据本发明所述技术方案,菲林片厚度h2为0.1mm,根据限制关系公式),h取3nm,即微型立体模型厚度h与半径r比为
[0080][0081]
根据
[0082]
可以得到制作方法步骤二中菲林片上绘图区域半径r1为40mm。制作方法步骤二中垫层板厚度h1为5.97mm.
[0083]
案例三:
[0084]
根据需要制作微型立体模型,当确定微型立体模型半径r为10mm,层数n取5的微型立体模型时,根据本发明所述技术方案,菲林片厚度h2为0.1mm,根据限制关系公式),h取5nm,即微型立体模型厚度h与半径r比为
[0085][0086]
根据
[0087]
可以得到制作方法步骤二中菲林片上绘图区域半径r1为40mm。制作方法步骤二中
垫层板厚度h1为7.98mm.
[0088]
利用微型立体模型制作模板可将动物、花卉等图案分层绘制到菲林片上,形成具有立体效果、细节丰富的立体模型。通过微型立体模型制作方法,能够把菲林片上分层图案提取出来,采集到电脑上进行缩小与排版,再利用uv打印机将分层图案打印到亚克力薄板上,按顺序将亚克力薄板粘接在一起,最后利用激光切割机将模型切割下来。此方法制作出的立体模型与制作模板效果一致,细节清晰、色彩鲜艳、立体感强。不仅。解决了微型立体模型的制作问题,还可用于大规模批量生产。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
