1.本发明涉及室内装饰技术领域,具体为一种高温烧结玻璃装饰画的制作工艺。
背景技术:
2.普通装饰画是用打印机,将图像打印到纸上,然后粘到板体上,上面再溜平一层透明油墨,最后装裱。这种工艺生产制造的装饰画时间久了会变色、变形,当受潮后也会褪色,另外怕受到刮伤碰伤,时间久了油墨也会发生干裂现象。
3.现在的玻璃装饰画采用玻璃材质制作而成,克服了传统的装饰画的技术问题,比如中国专利公开号cn112776525a介绍的一种玻璃内雕镀银装饰画的制作方法、中国专利公开号cn112109480a介绍的一种立体线条装饰画的制作方法、中国专利公开号cn110901280a介绍的一种浮雕晶瓷装饰画的制作方法。
4.然后目前的工艺制作出的玻璃装饰画,虽然短期不会出现质量问题,但在实际生产销售及售后服务中发现:室内装饰的玻璃画,在经过两三年的室内悬挂或放置后,虽然处于正常暴露于室内空气中,但玻璃画的内部画质依然会发生黄变,或者受到室外紫外线反光的照射后,时间久了也会产生黄变,导致玻璃画的装饰效果大打折扣,无法满足消费者的需求。
技术实现要素:
5.本发明的目的在于提供一种高温烧结玻璃装饰画的制作工艺,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种高温烧结玻璃装饰画的制作工艺,包括以下方法:
7.步骤一:在玻璃的其中一个外表面印刷高温耐酸碱油墨;
8.步骤二:将印有油墨的玻璃放置于烘干线进行烘干,烘干线的温度为160-200度;
9.步骤三:玻璃烘干后,采用高温墨水打印机在印刷有油墨的玻璃外表面打印图案;
10.步骤四:将打印图案后的玻璃再次放置于烘干线进行烘干,烘干线的温度为50-200度;
11.步骤五:玻璃烘干后,运送至高温退火线退火处理,退火温度为580-780度,使油墨和打印好的图案结合在玻璃内;
12.步骤六:退火完成后,取出玻璃;
13.步骤七:取出玻璃后,对玻璃进行裁切,而后对整块玻璃进行钢化处理,最后对玻璃外表面进行镀膜,对玻璃边角进行磨边处理;
14.步骤八:将装饰框与玻璃组装在一起。
15.与现有技术相比,本发明的有益效果是:本工艺是利用高温打印机将图案打印至玻璃上,而后经过高温烧结,玻璃的定色固色性能大大提升,作出的装饰玻璃画不怕水,常年不褪色,不黄变,图案面硬质高,立体感强,视觉效果好,耐刮伤耐碰伤能力强,环保耐看,
装饰效果强。
附图说明
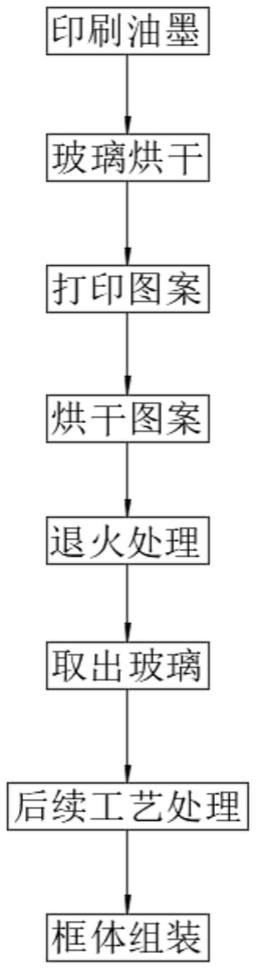
16.图1为本发明工作流程示意图;
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.请参阅图1,本发明提供一种技术方案:一种高温烧结玻璃装饰画的制作工艺,包括以下方法:
19.步骤一:在玻璃的其中一个外表面印刷高温耐酸碱油墨,为印刷图案做准备,耐高温性好,便于后期烘干和退火。该玻璃采用浮法玻璃原片、压延玻璃原片、格法玻璃原片中的任意一种,均可在本工艺中得到利用,所有的玻璃原片即为玻璃基体。该玻璃在印刷油墨之前,先对玻璃采用打砂工艺进行处理。打砂工艺即为将玻璃的外表面打磨粗糙,打出颗粒感出来,使其具有良好的触感,后期印刷图像后,画质也具有磨砂感,赋予图像的朦胧意境。另外还可以不要打砂,直接在玻璃的表面印刷油墨,这样做出来的玻璃画是光面的。
20.步骤二:将印有油墨的玻璃放置于烘干线进行烘干,烘干线的温度为50-200度,最高温度优选采用180度。烘干线温度线为曲线加热,分阶段加热。比如起始温度60度,依次升温至120度为第一阶段,从120度升温至180度为第二阶段,再从180度降温至120度为第三阶段,最后从120度降温至90度为第四阶段,最后从90度降温至50度为第五阶段,整体烘干时间为13分钟。逐级降温的玻璃将更加地坚固稳定,逐级降温后可以避免玻璃骤然降温引起玻璃内产生细小裂纹的情况,从而保证玻璃的品质,为防止黄变做材质上的基础准备。
21.步骤三:玻璃烘干后,采用高温墨水打印机在印刷有油墨的玻璃外表面打印图案。通过高温墨水打印机直接打印出图案,相比于采用网版来印制,具有节省材料成本,印刷效率高的特点。另外,把图片输送到电脑上面,直接就可以通过打印机打印出来,而且这样的打印图案,色彩的还原度比较好,真实感强,视觉效果好。
22.步骤四:将打印图案后的玻璃再次放置于烘干线进行烘干,烘干线的温度为160-200度,优选采用180度,通过烘干将图案进行固化,增加图案附着在玻璃上的牢固性和稳定性,使图案不易脱落,后期使玻璃画具有防刮效果。该处的烘干温度线也为曲线加热,比如起始温度60度,依次升温至120度为第一阶段,从120度升温至180度为第二阶段,再从180度降温至120度为第三阶段,最后从120度降温至90度为第四阶段,最后从90度降温至50度为第五阶段,整体烘干时间为13分钟。本方案在将玻璃进行固色的过程中,还进行了逐级升温的固色过程,这个固色的过程中,让染色剂中的交联反应型连结料充分受热发生交联、聚合直至固化,使玻璃更加坚固稳定,从而使图案在玻璃外表面具有持久的颜色。
23.步骤五:玻璃烘干后,运送至高温退火线退火处理,去除内应力,方便后期加工,比如裁切、磨边、车刻等精加工作业。退火温度为580-780度,优选退火温度控制在680度,使油墨和打印好的图案结合在玻璃内,增加图案与玻璃之间的附着力,融化结合性好。
24.作为一种优选的方案,玻璃烘干后,在高温退火之前将玻璃的图案表面涂一层釉料。通过高温烧制成透明釉,釉色因白润的映衬而显出白色,使图案更加具有色泽,且固色强度高,进一步防止玻璃黄变。
25.退火时,通过氧化铝管进行传动输送,进入升温退火区。在温度为110度的区间运送30米,其传送的速度是每分钟一米,然后继续输送,再在180度的区间运送30米,然后再往后继续输送至200多度的区间、300多度的区间、400多度的区间。在300度至400度的区间中,油墨会发生气化,气化的时间需要五分钟。油墨气化后提高图案与玻璃的附着力,使两者牢牢的固定在一起。
26.当输送到退火温度为580-680度时,油墨在此温度时,达到玻璃融化的时间,玻璃出现软化现象,使图案牢牢的附着于玻璃的表面,从而图案与玻璃融为一体,而后继续退火,此时将进入降温退火区。下一退火区的温度为580度,其传送的速度是每分钟一米,然后继续输送,直到温度进入70-80度之间,继续运送30米,最后在降温区50度的区间运送30米,而后温度降至常温,取出玻璃画。
27.步骤六:退火完成后,取出玻璃。
28.作为一种优选的方案,取出玻璃后再对玻璃进行精加工。该精加工为车刻工艺、手工刻花工艺、手绘工艺中的任意一种或多种组合。比如对于有规则的、容易的玻璃精加工处理可以采用车刻工艺;对于精细化操作,目前精雕机床无法完成的工作,采用手工刻花工艺;对于图案缺失或者需要补色的可采用手绘工艺。对于同一份玻璃装饰画,可根据实际需要采用多种工艺或者陆续采用多种工艺进行精加工。
29.步骤七:取出玻璃后,对玻璃进行裁切,而后对整块玻璃进行钢化处理,最后对玻璃外表面进行镀膜,包括镀金膜层、银膜层,提升装饰画的立体效果,并赋予装饰画的层次感,丰富玻璃装饰画的产品形式和视觉效果。对玻璃边角进行磨边处理,方便拿捏拼装。对玻璃进行裁切的形状为矩形、圆形、椭圆形中的任意一种,用于满足各类装饰需要。比如挂装于客厅或房间的玻璃装饰画一般为长方形或正方形,对于挂装于屏风或洗手间的玻璃为椭圆形,对于放置于装饰架中的玻璃一般为圆形。
30.步骤八:将装饰框与玻璃组装在一起。
31.作为一种优选的方案,该装饰框为塑料框、木框、金属框中的任意一种或多种组合。塑料框可以选用pe材质、聚乙烯材质,木框可以选择檀木、松木、枣木、榆木、杨木中的任意一种,金属框可以选用不锈钢框、铝合金框,来提高装饰效果,给用户更多的选择空间。
32.本工艺是利用高温打印机将图案打印至玻璃上,而后经过高温烧结,玻璃的定色固色性能大大提升,作出的装饰玻璃画不怕水,常年不褪色,不黄变,图案面硬质高,立体感强,视觉效果好,耐刮伤耐碰伤能力强,环保耐看,装饰效果强。
33.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。