1.本发明属于塑料包装技术领域,具体涉及一种缓释型可降解抑菌保鲜膜及其制备方法。
背景技术:
2.保鲜膜是一种塑料包装制品,对食品起到保护作用,如延长货架期、保证食品质量,在各种环境下得到广泛应用,保鲜膜以其方便的特点得到人们的青睐并应用于日常生活中。然而单纯的保鲜膜由于其透气性、透湿度等方面使其在生鲜食品的保质期短,很难达到理想的效果,而且普通的保鲜膜如pe膜不可降解,对环境会造成一定影响,要求寻求具有一定功能性的复合膜。
3.聚乳酸(pla)属于聚酯类材料,具有良好的生物相容性、生物可降解性、力学性能及加工性能,降解产物为水和二氧化碳,不会对环境造成污染,是一种新型的生物降解材料。由聚乳酸制成的产品除能生物降解外,还具有良好的生物相容性、光泽度、透明性、手感和耐热性,尤其是良好的防潮、耐油脂、密闭性、阻隔性,可用作包装材料、纤维和非织造物等。但是,单纯使用聚乳酸制备保鲜膜的成本高,阻碍聚乳酸的推广应用。
4.聚对苯二甲酸己二酸丁二酯(pbat)作为一种新型可生物降解材料,主要用于农业地膜和食品包装等方面。然而,与普通塑料相比,pbat存在结晶性差,熔体强度低以及价格高等问题,限制其在纤维和膜材料领域的应用。
5.淀粉是一种植物多糖,它是地球上最丰富的生物聚合物之一,与纤维素一样,具有可再生性、可生物降解性、生物相容性和优异的成膜能力。由于淀粉颗粒内部强烈的氢键相互作用且其熔融温度高于热解温度,因此天然淀粉没有热塑性。通常在增塑剂存在的情况下,通过高温和高剪切力作用使淀粉的分子间和分子内的氢键被增塑剂和淀粉之间更强的氢键取代,与淀粉之间形成强的氢键促使淀粉分子运动,分子结构无序,实现从晶态到非晶态的转变,使淀粉在分解前可以熔融并成为可加工的热塑性淀粉(tps)。
6.蒙脱土是一种层状硅酸盐,由两层si-o单元的四面体片和一层al-o的八面体片组成,具有阳离子交换能力,为了补偿过量的负层电荷,通常将溶剂化的层间阳离子稳定在各层之间,可以将各种质子化和亲水性有机分子封装到平面的层间空间中,可以蒙脱土为基材制备抑菌填料。
7.植物精油又称香精油、芳香油和挥发油,是存在于植物中的一类具芳香气味、与水不相溶的挥发性油状成分的总称,主要含有萜类、醇类、醛类、酸类、酚类、芳香族化合物类等,具有抑菌、抗氧化等作用。虽然精油具有诸多优点,但是由于其易挥发,很容易在薄膜生产过程中因为高温而挥发或失去活性。
8.由于无溶液、节能、高生产率和低温工艺等优点,机械力化学引起越来越多的关注。低温球磨是一种新技术用于食品包装抑菌填料的研发,球磨产生的机械力在一些环境下会使材料之间发生物理或化学反应,这在一定程度上有利于固体材料与液体材料的包封或插层,球磨还可以通过改变研磨参数来控制,例如机械力、研磨强度、时间、温度和气氛。
9.目前,仍需对现有的保鲜膜作进一步研究或者改进,以此保证其优良的水分阻隔性、气体阻隔性、抑菌性及抗氧化性,且造价低、生产工艺简单、对环境友好。
技术实现要素:
10.基于此,本发明的第一方面是提供一种抑菌填料,其由蒙脱土和精油按质量比为1
–
4:1通过包含以下步骤的机械球磨工艺得到:将蒙脱土置于真空干燥箱中,在105℃干燥6
–
8小时,干燥后的蒙脱土和精油按上述质量比混合后加入球磨罐中,再加入大、中、小球的个数比为1:3:6的氧化锆球,在球磨温度为-20
–‑
15℃、球磨转速为400
–
600rad/min的条件下低温球磨1
–
2小时,即得。
11.优选地,所述精油选自麦卢卡精油、丁香精油、肉桂精油、薄荷精油中的一种或两种以上组合。
12.本发明还提供一种缓释型可降解抑菌保鲜膜,具有缓释性抑菌效果,延长抑菌保鲜时间,其包含上述抑菌填料,还包括pla、pbat和tps,其中所述抑菌填料的质量浓度为2%
–
10%,所述tps为玉米淀粉添加甘油塑化得到。
13.优选地,所述抑菌填料、tps、pla、pbat的质量比为4:20:15:61。
14.本发明还提供所述缓释型可降解抑菌保鲜膜的制备方法,包括以下步骤:
15.(1)将蒙脱土置于真空干燥箱中,于105℃干燥6
–
8小时;
16.(2)干燥后的蒙脱土和精油按上述质量比混合后加入球磨罐中,再加入大、中、小球的个数比为1:3:6的氧化锆球,在球磨温度为-20
–‑
15℃、球磨转速为400
–
600rad/min的条件下机械球磨1
–
2小时,得到抑菌填料;
17.(3)所述抑菌填料与pla、pbat、tps按照配比混合均匀,通过双螺杆挤出机在加工温度为150
–
170℃、主机转速为250
–
300rpm的条件下挤出造粒,得到抑菌粒料;
18.(4)所述抑菌粒料通过多层共挤流延机在加工温度为150
–
170℃、主机转速为80
–
120rad/min和流延辊的转速为2
–
3rad/min的条件下流延成型,得到缓释型可降解抑菌保鲜膜。
19.进一步,步骤(3)中,pla、pbat和tps混合前置于鼓风干燥箱中烘干。
20.进一步,步骤(3)中,所述挤出造粒的条件为:双螺杆挤出机从入口至出口依次设有七个加热区;其中,一区加热温度为150℃、二区加热温度为160℃、三区加热温度为165℃、四区加热温度为170℃、五区加热温度为165℃、六区加热温度为165℃和七区加热温度为165℃,双螺杆挤出机的主机转速为270rpm。
21.进一步,步骤(4)中,所述流延成型的条件为各区温度分别为:一区150℃、二区160℃、三区165℃、四区170℃、五区165℃、六区165℃和七区165℃,多层共挤流延机的主机转速为100rad/min,流延辊的转速为2.5rad/min。
22.与现有技术相比,本发明的有益效果在于:
23.(1)本发明使用的基材pla、pbat、tps均为生物可降解材料,使得由以上基料制备而成的保鲜膜具有生物可降解性和环境友好性,得到的缓释型可降解抑菌保鲜膜具有缓释性抑菌效果,延长抑菌保鲜时间。另外,本发明的保鲜膜具有可降解性的同时也具有缓释作用,能长效持久的释放抗菌物质来控制微生物的生长繁殖,有效延长食品的货架期。
24.(2)本发明使用低温球磨的机械方法制备抑菌填料,操作安全简单,效率高,不涉
及其他试剂,成本低,可以很好地用于工业生产中大规模生产。
25.(3)本发明使用的抑菌填料除具有抑菌、防腐作用外,还具有抗氧化、保湿作用,阻止生鲜的水分和油分的流失、氧化、腐败,从而更好地延长生鲜的保质期及保质效果。
附图说明
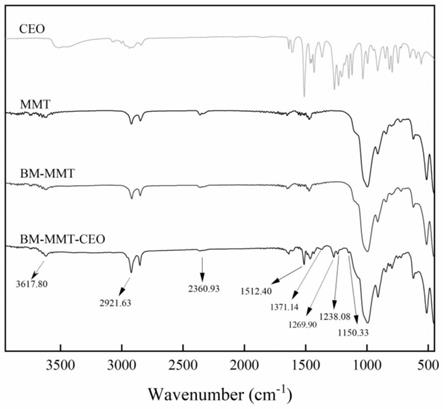
26.图1是实施例中抑菌填料的傅里叶变换红外光谱图(ftir)。
27.图2是实施例中抑菌填料的粉末衍射图谱(xrd)。
28.图3是实施例中抑菌填料的透射电镜图(tem);其中(a)和(a)分别为100nm和50nm的蒙脱土;(b)和(b)分别为100nm和50nm的球磨蒙脱土;(c)和(c)分别为100nm和50nm的蒙脱土加精油球磨。
29.图4是实施例中缓释型可降解抑菌保鲜膜的扫描电镜图;其中(a)pla/pbat/tps(control);(b)pla/pbat/tps ceo(ceo);(c)pla/pbat/tps mmt ceo(mix-mmt-ceo);(d)pla/pbat/tps mmt-ceo(bm-mmt-ceo)。
30.图5是实施例中缓释型可降解抑菌保鲜膜用于鲜鲍鱼冷藏期间丙二醛含量的测试结果。
31.图6是实施例中缓释型可降解抑菌保鲜膜用于鲜鲍鱼冷藏期间挥发性盐基氮含量的测试结果。
32.图7是实施例中缓释型可降解抑菌保鲜膜用于鲜鲍鱼冷藏期间菌落总数的测试结果。
33.图8是实施例中缓释型可降解抑菌保鲜膜用于鲜鲍鱼冷藏期间照片的测试结果;其中(l)blank;(a)control;(b)ceo;(c)mix-mmt-ceo;(d)bm-mt-ceo。
具体实施方式
34.为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明的内容不仅仅局限于下面的实施例。
35.实施例1
36.本实施例通过机械力低温球磨制备抑菌填料,步骤如下:
37.(1)球磨罐选择氧化锆材质,罐中球同样是氧化锆材质且大中小球比例为1:3:6,球和样品量最多占罐体积的三分之二。
38.(2)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为3:1。预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量9g干燥后的蒙脱土于球磨罐中,加入3g丁香精油,然后置于球磨机中,在-20℃、400rad/min的条件下球磨1小时,制备得到抑菌填料。
39.(3)通过抑菌填料的ftir、xrd、tem测试对抑菌填料进行表征,结果如图1至3所述,表明丁香精油成功插层蒙脱土。
40.实施例2
41.本实施例采用实施例1制备的抑菌填料与pla、pbat、tps制备缓释型可降解抑菌保鲜膜,步骤如下:
42.(1)将实施例1制备的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占
树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps、150gpla和610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃。双螺杆挤出机主机转速为270rpm。
43.(2)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区165℃,七区165℃,流延机主机转速为100rpm,流延辊转速为2.5rpm。
44.通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋a。
45.实施例3
46.本实施例采用与实施例1不同转速制备抑菌填料并做膜,步骤如下:
47.(1)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为3:1,预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量9g干燥后的蒙脱土于球磨罐中,加入3g丁香精油,然后置于球磨机中,在-20℃、500rad/min的条件下球磨1小时,制备得到抑菌填料。
48.(2)将得到的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps、150gpla、610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃,双螺杆挤出机主机转速为270rpm。
49.(3)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区165℃,七区165℃。流延机主机转速为100rpm,流延辊转速为2.5rpm。
50.通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋b。
51.实施例4
52.本实施例采用与实施例1不同温度制备抑菌填料并做膜,步骤如下:
53.(1)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为2:1,预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量9g干燥后的蒙脱土于球磨罐中,加入3g丁香精油,然后置于球磨机中,在-15℃、400rad/min的条件下球磨1小时,制备得到抑菌填料。
54.(2)将得到的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps、150gpla、610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃。双螺杆挤出机主机转速为270rpm。
55.(3)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区
165℃,七区165℃。流延机主机转速为100rpm,流延辊转速为2.5rpm。
56.(4)通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋c。
57.实施例5
58.本实施例采用与实施例1不同球磨时间制备抑菌填料并做膜,步骤如下:
59.(1)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为3:1。预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量9g干燥后的蒙脱土于球磨罐中,加入3g丁香精油,然后置于球磨机中,在-20℃、400rad/min的条件下球磨2小时,制备得到抑菌填料。
60.(2)将得到的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps、150gpla、610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃。双螺杆挤出机主机转速为270rpm。
61.(3)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区165℃,七区165℃。流延机主机转速为100rpm,流延辊转速为2.5rpm。
62.通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋d。
63.实施例6
64.本实施例采用与实施例1不同原料比制备抑菌填料并做膜,步骤如下:
65.(1)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为2:1,预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量10g干燥后的蒙脱土于球磨罐中,加入5g丁香精油,然后置于球磨机中,在-20℃、400rad/min的条件下球磨1小时,制备得到抑菌填料。
66.(2)将得到的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps,150gpla、610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃,双螺杆挤出机主机转速为270rpm。
67.(3)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区165℃,七区165℃。流延机主机转速为100rpm,流延辊转速为2.5rpm。
68.通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋e。
69.实施例7
70.本实施例制备缓释型可降解抑菌保鲜膜用于鲍鱼保鲜,步骤如下:
71.(1)制备抑菌填料,负载植物精油的无机载体为蒙脱土,植物精油为丁香精油,蒙脱土与精油的比例为3:1。预先将蒙脱土在105℃的真空干燥箱下烘6
–
8小时,然后称量9g干燥后的蒙脱土于球磨罐中,加入3g丁香精油,然后置于球磨机中,在-20℃、400rad/min的条
件下球磨1小时,制备得到抑菌填料。
72.(2)将得到的抑菌填料与tps、pla、pbat可降解材料混合均匀,抑菌填料占树脂总质量的4%,tps占树脂总质量的20%,pla占树脂总质量的15%,pbat占树脂总质量的61%。称取40g抑菌填料、200gtps,150gpla、610gpbat,混合均匀后在双螺杆造粒机挤出造粒,其中一区加热温度为150℃,二区加热温度为160℃,三区加热温度为165℃,四区加热温度为170℃,五区加热温度为165℃,六区加热温度为165℃,七区加热温度为165℃,双螺杆挤出机主机转速为270rpm。
73.(3)将得到的树脂粒子加入流延机流延成膜,得到缓释型可降解抑菌保鲜膜,流延条件为各点温度分别为:一区150℃,二区160℃,三区165℃,四区170℃,五区165℃,六区165℃,七区165℃,流延机主机转速为100rpm,流延辊转速为2.5rpm。
74.(4)通过热封机将上述保鲜膜进行封口,得到缓释型保鲜袋f。
75.将得到的缓释型可降解抑菌保鲜膜进行鲍鱼保鲜,购买活鲍鱼,放入预先准备的4℃左右无菌水中预冷1-2h,用勺子去壳去内脏,用1-4℃的无菌生理盐水冲洗,厨房纸擦干鱼肉表面的水分,然后置于冰中待处理。
76.第0天,鱼肉被随机分为4组,第一组只有鱼,成为blank,第二、三、四、五组,分别用pla/pbat/tps(control)、pla/pbat/tps ceo(添加丁香精油)、pla/pbat/tps mmt ceo(添加简单混合的蒙脱土和精油)、pla/pbat/tps mmt-ceo(添加低温球磨的蒙脱土精油抑菌填料)四种不同薄膜(上述四种薄膜均采用实施例2制备)制成的包装袋密封好,置于4℃条件下冷藏备用。
77.鱼肉分装完成后,置于4
±
1℃的冰箱保存,于不同时间段(0d,3d,6d,9d,12d,15d,18d)拿出相应数量的样品,完成ph、挥发性盐基氮含量(tvbn)、菌落总数(tvc)等新鲜度指标的测试,结果如图5至8所示。
78.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。