1.本发明属于连铸坯测量技术领域,尤其涉及一种便携式连铸坯定尺测量工具。
背景技术:
2.连铸坯是炼钢炉炼成的钢水经过连铸机铸造后得到的产品,连铸坯主要分为板坯、方坯和矩形坯。板坯截面宽、宽高比值较大,主要用来轧制板材;方坯截面宽、宽高相等或差别不大,主要用来轧制型钢、线材;矩形坯:截面宽、宽高不等且比值不大,主要轧制热轧带钢,建筑用螺纹钢筋、普通线材、高速线材及各种小型材。连铸坯从连铸机输送出来后,经过拉矫机矫正后,输送至辊道40,当到达辊道40预定位置后停辊,对其长度进行测量(即定尺),测量后如果连铸坯长度在误差要求内,则送至冷床进入后续轧钢工序,如果连铸坯长度超出误差要求,则需要对其进行处理。
3.目前,在辊道40上对连铸坯50进行测量,虽然有一些激光、摄像手段进行测量,但是由于车间内温度高灰尘大等特点会导致测量精度低。因此,当前车间内主要手段是使用定尺杆。定尺杆为一长铁杆或长铁管,在其上标记尺寸。由于定尺杆长度一般为8或12m,所以测量时由两名操作工抬着定尺杆在辊道40上行走至连铸坯50对应位置进行测量。
4.但是,由于连铸坯停留在辊道40上时温度(800℃左右)较高,当两个操作工抬着定尺杆在辊道40上行走时,如图1所示,需要横穿多个辊道40,稍有不慎就有可能发生危险,导致生产事故。
技术实现要素:
5.本发明的目的是提供一种便携式连铸坯定尺测量工具,相比于定尺杆尺寸大大减小且重量减轻、方便携带,可以降低测量过程中操作工的测量风险。
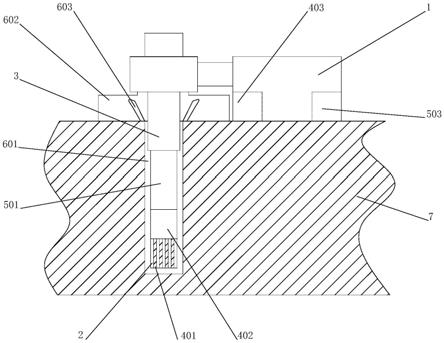
6.本发明采用以下技术方案:一种便携式连铸坯定尺测量工具,包括测量尺,测量尺包括顶板,顶板的底面用于贴附在连铸坯的顶面上;
7.顶板上设置有用于把持测量尺的扶手杆;
8.沿顶板的长度方向上设置有多根尺针,多根尺针相互平行间隔设置,且多根尺针的自由端均朝向顶板的第一侧面;
9.顶板上还设置有定位杆,定位杆与尺针平行设置,且定位杆的自由端朝向顶板的第二侧面;
10.其中,顶板的第二侧面方向上设置有位置标识,位置标识用于与定位杆配合为测量尺提供标准位置,以根据标准位置对连铸坯进行测量。
11.进一步地,顶板上设置有定位件,定位件垂直于顶板的底面、且向下设置。
12.进一步地,定位件为挡板,挡板的内侧面用于贴附在连铸坯的侧面上。
13.进一步地,定位杆的自由端为针状。
14.进一步地,定位杆与顶板之间设置有拉筋。
15.进一步地,定位杆为直杆,且定位杆垂直于顶板的长度方向设置。
16.进一步地,顶板为长条形板,且其底面为平面。
17.进一步地,尺针为杆状,且杆状尺针的前端为针状。
18.进一步地,多根尺针的长短为交叉排布。
19.进一步地,扶手杆由顶板的顶部向上延伸设置,且扶手杆的顶部具有握持部,握持部上套装有握持套。
20.本发明的有益效果是:本发明通过在辊道侧面位置设置位置标识,由于连铸坯的前端位置固定,以其前端为固定位置在辊道侧面预先标记好标准位置,再使用本发明中的测量尺将其定位杆对准标准位置,通过另一侧的尺针与连铸坯的后端进行比对,可以测得连铸坯的长度是否符合标准;并且,本发明中的测量尺相对于现有的定尺杆极大地缩小了尺寸大小,一个操作工即可手提在辊道机构上走动测量,降低了测量风险。
附图说明
21.图1为本发明实施例中转辊机构的机构示意图;
22.图2为本发明实施例一种便携式连铸坯定尺测量工具的结构示意图;
23.图3为本发明实施例中连铸坯长度在误差范围内的标准状态示意图;
24.图4为本发明实施例中连铸坯长度超长状态下的测量示意图;
25.图5为本发明实施例中连铸坯长度过短状态下的测量示意图。
26.其中:10.冷床挡板;20.位置标识;30.转辊盖板;40.辊道;50.连铸坯;
27.60.测量尺;61.顶板;62.尺针;63.定位杆;64.扶手杆。
具体实施方式
28.下面结合附图和具体实施方式对本发明进行详细说明。
29.本发明实施例公开了一种便携式连铸坯定尺测量工具,如图2所示,包括测量尺60,测量尺60包括顶板61,顶板61的底面用于贴附在连铸坯50的顶面上;顶板61上设置有用于把持测量尺60的扶手杆64;沿顶板61的长度方向上设置有多根尺针62,多根尺针62相互平行间隔设置,且多根尺针62的自由端均朝向顶板61的第一侧面;顶板61上还设置有定位杆63,定位杆63与尺针62平行设置,且定位杆63的自由端朝向顶板61的第二侧面;其中,顶板61的第二侧面方向上设置有位置标识20,位置标识20用于与定位杆63配合为测量尺60提供标准位置,以根据标准位置对连铸坯50进行测量。
30.本发明通过在辊道侧面位置设置位置标识20,由于连铸坯50的前端位置固定,以其前端为固定位置在辊道侧面预先标记好标准位置,再使用本发明中的测量尺60将其定位杆63对准标准位置,通过另一侧的尺针62与连铸坯50的后端进行比对,可以测得连铸坯50的长度是否符合标准;并且,本发明中的测量尺60相对于现有的定尺杆极大地缩小了尺寸大小,一个操作工即可手提在辊道机构上走动测量,降低了测量风险。
31.在本发明实施例中,顶板61上设置有定位件,定位件垂直于顶板61的底面、且向下设置。通过设置定位件,可以在对连铸坯50测量时,将定位件抵在连铸坯50的一个侧面上,这样可以保证顶板61与连铸坯50时平行的,可以提升测量精度。
32.作为一种具体的实现方式,定位件为挡板65,挡板65的内侧面用于贴附在连铸坯50的侧面上。这样通过挡板65与连铸坯50的侧面进行贴合。由于连铸坯50的顶面和侧面是
垂直的,本实施例中的顶板和挡板65也是垂直的,所以,顶板61的底面可以与连铸坯50的顶面紧密贴合,挡板65的内侧面也可以与连铸坯50的一个侧面紧密贴合,这就保证了测量的精准性。
33.在另一个实施例中,定位件也可以是几根立柱或者是间隔设置的多块短挡板,也就是说,可以使任何其他形式,只要能够保证测量过程中顶板61与连铸坯50的相平行即可。
34.在一个实施例中,定位杆63的自由端为针状,通过针状的自由端,可以使得与位置标识20的对应更加精确,实现点对点的对齐。关于位置标志20,其是通过与连铸坯50的前端面的距离测量标记形成的。由于连铸坯50在辊道40上传输时,如图1所示,其前端面的停止位置必然是与冷床挡板10贴合的(这是生产工艺所确定的),因此,在连铸坯50到达之前,可以通过测量,在辊道40侧面的转辊盖板30上进行标记,形成位置标识20,当连铸坯50运行到该位置时,连铸坯50的前端面到达指定位置停止,则如图3所示,连铸坯50的后端面应该与位置标识20平齐,才认为连铸坯50的长度为标准长度。如图4所示,如果连铸坯50的后端面位于位置标识20的后端,则表示连铸坯50超过了标准长度,则需要进行切割后再输送到冷床上。另外,如图5所示,当连铸坯50的后端面位于位置标识20的前端,则表示该连铸坯50未达到标准长度,则需要将其作为废料回收重新进行连铸。
35.另外,关于位置标识20,其可以使在转辊盖板30上画的标记,如直线、箭头等。也可以是在转辊盖板30上焊接的铁杆等。
36.在本发明实施例中,也可以在定位杆63的自由端进行标记,更加方便快捷地使其与位置标识20对齐。
37.具体的,由于定位杆63的位置在测量过程中非常重要,因此,为了使其更加牢固,在定位杆63与顶板61之间设置有拉筋,以避免由于碰撞等造成的定位杆63位置偏移,并导致测量误差增大的问题。
38.为了简化加工过程,在本发明实施例中,定位杆63为直杆,且定位杆63垂直于顶板61的长度方向设置。
39.作为一种具体的实现方式,顶板61为长条形板,且其底面为平面。这样可以方便取材,直接在轧钢车间中寻找一块废旧钢板切割即可得到。在本发明实施例中,尺针62为杆状,且杆状尺针62的前端为针状,可以增加其前端与连铸坯50的后端面之间的比对精度,进而增加测量精度。
40.另外,为了方便观察,多根尺针62的长短为交叉排布,本实施例中的“交叉排布”具体指的是多根尺针62的长短并非是一致的,可以服从一定的规律。例如,在两根长的尺针62之间,设置了四根短尺针62,这两根长尺针62之间的距离就是五个尺针62之间的间隔距离,关于相邻两根尺针之间的间隔距离,通常设置为相同的。例如,相邻两根尺针62之间的距离为1cm,这样相邻的两根长尺针62之间的距离即为5cm,这样方便观察尺寸大小。如图2所示,将多根尺针62排布成常见的直尺上的刻度线的形式,可以方便观察尺针62和连铸坯50后端面之间的误差尺寸精度。
41.另外,为了方便拿持该测量尺,设置了扶手杆64,扶手杆64由顶板61的顶部向上延伸设置,且扶手杆64的顶部具有握持部,握持部上套装有握持套。由于在测量时连铸坯50的温度很高,通常在800℃左右,所以本发明实施例中的各个部件均通过铁质材料制成,但是铁质材料导热快,操作工手持测量尺60进行测量时,会导致扶手杆64温度升高,为了保护操
作工,通过握持套可以降低握持部的温度,避免烫伤。
42.本发明地使用过程如下:
43.首先,在开工前,以冷床挡板10为基准,在转辊盖板30上标记连铸坯50的标准长度,如8m、12m等。标记完成后,在标记位置设置位置标识20。
44.连铸开始,当连铸坯50的前端抵达预定位置(冷床挡板位置前)时,转辊停止转动,升起冷床挡板10。紧接着操作工手持测量尺60的握持部从转辊机构的侧面上到转辊机构上方,在转辊盖板30上行走至待测连铸坯50的后端的位置处,将顶板61的底面贴附在连铸坯50的顶面上,使挡板65贴附在连铸坯50的侧面上。使定位杆63的自由端与位置标识20对齐,观察连铸坯50的后端面是否与尺寸为零位置的尺针62重合,如果重合则表示连铸坯50长度符合标准,完成测量。
45.如果连铸坯50的后端面在零位置的尺针62的后面,则表示连铸坯50超出了标准长度,此时,继续观察与连铸坯50的后端面对齐的那个尺针62,通过计算其与零位置尺针62的间隔距离,获得连铸坯50的长度误差值,然后根据该长度误差值对连铸坯50进行切割,使其符合标准长度。
46.如果连铸坯50的后端面在零位置的尺针62的前面,则表示连铸坯50未达到标准长度,此时,继续观察与连铸坯50的后端面对齐的那个尺针62,通过计算其与零位置尺针62的间隔距离,获得连铸坯50的长度误差值,然后根据该长度误差值判断该连铸坯50是否可以继续使用,如果可以则继续使用,如果不可以,则将其回收重新进行连铸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。