1.本实用新型涉及一种定位圈冲压装置。
背景技术:
2.定位圈是安装在汽车转向轴和锁卡之间,将转向轴锁定在锁卡内,增加方向盘锁定时转动方向盘所需要的力,起到防盗作用。
3.以往定位圈生产时先通过冲床对金属薄片进行冲孔,然后切断,最后人工手动通过专门的卷曲工具将金属薄片进行卷曲成型,工序不连贯,且人工操作费时费力,工作效率低下。因此,目前亟需一种节省人工,生产效率高的定位圈冲压装置。
技术实现要素:
4.本实用新型的目的在于克服上述不足,提供一种节省人工,生产效率高的定位圈冲压装置。
5.本实用新型的目的是这样实现的:
6.定位圈冲压装置,包含有冲床本体,所述冲床本体上设置有工作台、上压板、下压板、支撑台,所述工作台上设置有支撑台,支撑台上设置有下压板,所述下压板的上方设置有液压缸驱动升降的上压板;所述上压板的底部设置有上模,下压板的上部设置有下模;所述上模包含有从前往后依次设置的多个冲孔模具、弯曲模具和切断模具;所述下模包含有从前往后依次设置于下压板上的第一台体、第二台体、卷曲机构、穿梭块;所述第一台体的上部设置有凸条,所述第二台体的上部开设凹陷弧面,上述弯曲模具位于第二台体的正上方,且其下表面为凸出的弧面,与第二台体的凹陷弧面相配合;所述卷曲机构包含有门形块、卷曲块和弧形压块,所述门形块在下压板上升降,卷曲块固定于门形块的中部,卷曲块的左右两侧为弧面,所述弧形压块位于卷曲块的下方,弧形压块的上表面为凹陷面;所述穿梭块的中心开设有通孔;上述切断模具位于穿梭块的后上方;所述下压板的后端设置有向下倾斜的导料槽,所述导料槽的下方设置有收集箱。
7.本实用新型定位圈冲压装置,所述第一台体的前方设置有左右两排导向轮,且导向轮位于上述冲孔模具的前下方。
8.本实用新型定位圈冲压装置,所述卷曲机构的后侧设置有横向的导料管,所述导料管的下方设置有支撑块一。
9.本实用新型定位圈冲压装置,所述穿梭块的前方设置有支撑块二。
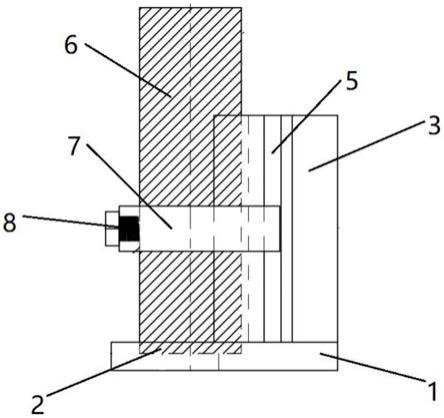
10.本实用新型定位圈冲压装置,所述上压板的左右两侧边沿底部的前后两端均设置有导向套,导向套位于上模的外侧;所述支撑台的左右两侧边沿上部的前后两端均设置有滚珠导柱,滚珠导柱位于下压板的外侧,四个所述滚珠导柱与四个所述导向套分别配合。
11.本实用新型定位圈冲压装置,所述支撑台与工作台之间设置有固定件。
12.本实用新型定位圈冲压装置,所述冲床本体的前侧设置有伺服滚轮送料机,所述伺服滚轮送料机的前侧设置有开卷机。
13.与现有技术相比,本实用新型的有益效果是:
14.本实用新型定位圈冲压装置的上压板底部设置有下模,下模包含有多个冲孔模具、弯曲模具和切断模具,下压板上设置上模,上模包含有第一台体、第二台体、卷曲机构,上模和下模互相配合后将金属薄片进行冲孔、压出凸条、预弯曲和切断,提高生产连续性和生产效率,无需人工操作,节省了劳动力。
附图说明
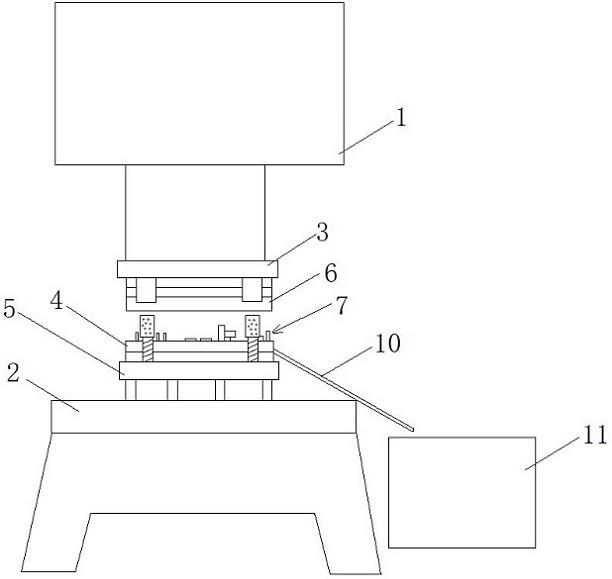
15.图1为本实用新型定位圈冲压装置的结构示意图。
16.图2为图1中上压板和下压板的放大示意图。
17.图3为本实用新型定位圈冲压装置中第二台体和弯曲模具的示意图。
18.图4为图2中卷曲机构的示意图。
19.图5为本实用新型定位圈冲压装置中方形金属薄片的示意图。
20.其中:冲床本体1、工作台2、上压板3、下压板4、支撑台5、上模6、下模7、导向套8、滚珠导柱9、导料槽10、收集箱11、导向轮12、第一台体13、第二台体14、卷曲机构15、门形块15.1、卷曲块15.2、弧形压块15.3、穿梭块16、支撑块一17、导向管18、支撑块二19、弯曲模具20、连接片21。
具体实施方式
21.参见图1至图5,本实用新型涉及的一种定位圈冲压装置,包含有冲床本体1,所述冲床本体1上设置有工作台2、上压板3、下压板4、支撑台5,所述工作台2上设置有支撑台5,支撑台5上设置有下压板4,所述下压板4的上方设置有液压缸驱动升降的上压板3;所述上压板3的底部设置有上模6,下压板4的上部设置有下模7;所述上模6包含有从前往后依次设置的多个冲孔模具、弯曲模具20和切断模具(这些模具为常规模具,因此不再详细展开描述);所述冲孔模具用于对条形金属薄片(长条卷料水平输送)进行冲孔,将条形金属薄片冲成方形,同时在方形金属薄片内冲出方形孔,各个方形金属薄片之间不切断仍然连接(便于输送),相邻的方形金属薄片之间通过连接片21连接;所述下模7包含有从前往后依次设置于下压板4上的第一台体13、第二台体14、卷曲机构15、穿梭块16;所述第一台体13的上部设置有凸条,该凸条使得方形金属薄片上被压出凸起的形状,所述第二台体14的上部开设凹陷弧面,上述弯曲模具20位于第二台体14的正上方,且其下表面为凸出的弧面,与第二台体14的凹陷弧面相配合,弯曲模具20和第二台体14互相配合将方形金属薄片的两端进行预弯曲;所述卷曲机构15包含有门形块15.1、卷曲块15.2和弧形压块 15.3,所述门形块15.1在下压板4上升降,卷曲块15.2固定于门形块15.1 的中部,卷曲块15.2的左右两侧为弧面,所述弧形压块15.3位于卷曲块 15.2的下方,弧形压块15.3的上表面为凹陷面;方形金属薄片输送至卷曲块15.2和弧形压块15.3之间时,下压板3带动门形块15.1下压,门形块 15.1带动卷曲块15.2下压至弧形压块15.3上,方形金属薄片被卷圆成定位圈;所述穿梭块16的中心开设有供定位圈穿过的通孔,该通孔尺寸略大于定位圈尺寸,多个定位圈有序排列后依次通过穿梭块16;上述切断模具位于穿梭块16的后上方,当位于最后方的定位圈整个穿过穿梭块时,上压板 3下压切断模具将两个定位圈之间的连接片21切断;所述下压板4的后端设置有向下倾斜的导料槽10,所述导料槽10的下方设置有收集箱11,被切断分离的定位圈
通过导料槽10落入收集箱11中;
22.进一步的,所述第一台体13的前方设置有左右两排导向轮12,所述导向轮12用于对方形金属薄片进行输送导向,且导向轮12位于上述冲孔模具的前下方;
23.进一步的,所述卷曲机构15的后侧设置有横向的导料管18,导料管18的外径略小于定位圈的内径,定位圈套设于导料管18的外部,导料管 18对定位圈起到导向作用;所述导料管18的下方设置有支撑块一17,所述支撑块一17与导料管18之间的间隙略大于定位圈的厚度,支撑块一17 对定位圈起到支撑作用;
24.进一步的,所述穿梭块16的前方设置有支撑块二19,所述支撑块二 19起到对定位圈的支撑作用;
25.进一步的,所述上压板3的左右两侧边沿底部的前后两端均设置有导向套8,导向套8位于上模6的外侧;所述支撑台5的左右两侧边沿上部的前后两端均设置有滚珠导柱9,滚珠导柱9位于下压板4的外侧,四个所述滚珠导柱9与四个所述导向套8分别配合,上压板3下压时,导向套8向下套设于滚珠导柱9上,导向套8和滚珠导柱9互相配合起到冲压时的导向作用;
26.进一步的,所述支撑台5与工作台2之间设置有固定件(图中未画出);固定件防止支撑台5在下压板4下压时产生振动,加强其稳固性;
27.进一步的,所述冲床本体1的前侧设置有伺服滚轮送料机,所述伺服滚轮送料机的前侧设置有开卷机。
28.本实用新型定位圈冲压装置的工作原理是:首先开卷机对方形金属薄片进行开卷放料,接着通过伺服滚轮送料机输送方形金属薄片至所述冲压装置上进行冲压成型;下压板4上前侧的导向轮12对条形金属薄片向后输送导向,上压板3底部的多个冲孔模具对条形金属薄片进行冲孔,将条形金属薄片冲成方形金属薄片,同时在方形金属薄片内冲出多个条形孔;然后方形金属薄片输送至第一台体13上,上压板3下压将方形金属薄片压出凸条形状;然后方形金属薄片输送至第二台体14上,弯曲模具20和第二台体14共同作用对方形金属薄片的两端进行预弯曲,使得方形金属薄片的两端翘起;然后两端翘起的方形金属薄片通过卷曲机构15进行卷曲成型,下压板3带动门形块15.1下压,门形块15.1带动卷曲块15.2下压至弧形压块15.3上,方形金属薄片被卷圆成定位圈;然后定位圈继续向后输送,定位圈整个穿过穿梭块时,上压板3下压带动切断模具将两个定位圈之间的连接片21切断,定位圈通过导料槽落入收集箱中。
29.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。