1.本实用新型涉及一种新型银亮材探伤生产线在线喷油装置。属于金属冶金设备技术领域。
背景技术:
2.银亮材探伤生产线一般加工顺序,具体为:矫直机至探伤辊道(电机减速机驱动)
→
星型轮翻料(电机减速机驱动)
→
探伤上料缓冲台架/砂带磨至探伤过渡缓冲台架
→
台架挡料(气缸驱动)
→
抬料臂抬料(气缸驱动)
→
探伤进料辊道
→
探伤主机(电机减速机驱动)
→
探伤出料辊道(电机减速机驱动)
→
后接圆盘锯进料辊道(电机减速机驱动)/抬料臂抬料(气缸驱动)
→
探伤下料缓冲台架
→
台架挡料(气缸驱动)
→
软收集料框棒料(液压油缸驱动)。该工序探伤部分存在缺点:全线生产过程中无防锈油涂抹措施,必须棒料下线打件后人工涂抹防锈油,再进行包装。这样导致整个生产效率低、大量耗费人力涂抹油品和转料、棒料表面油品涂抹不均匀易生锈、需单独布置处理场地、清洁生产难以保证、油品收集不充分造成油品浪费的缺点。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术提供一种银亮材探伤生产线在线喷油装置,安装在探伤主机后,在边生产的过程中边自动涂抹防锈油,生产效率大大提高、防锈油喷洒均匀、不需额外付出人力涂抹油品和转料、不需单独布置处理场地、清洁生产得到保证、油品收集充分不浪费。
4.本实用新型解决上述问题所采用的技术方案为:一种银亮材探伤生产线在线喷油装置,所述喷油装置安装在探伤主机与出料台架区域辊道之间,主要包括主油箱、油泵和油收集器,所述主油箱置于辊道下方,油收集器架设于辊道上,所述油泵安装在主油箱上,在所述油收集器内从前自后依次设置有喷油环、刮油片和环形风刀,待探伤的银亮材在辊道上依次穿过油收集器内的喷油环、刮油片和环形风刀,所述油泵的出油口通过出油管路与喷油环相连,所述环形风刀通过空气管路与外部的压缩空气设备连接,并且在所述油收集器与主油箱之间连接有回油管路,将涂油过程中掉落在油收集器中的油回收。
5.优选地,在所述出油管路以及空气管路上分别设置有流量调节阀,用于调节油量和压缩空气量。
6.优选地,在所述主油箱内沿竖直方向设置有两级过滤挡板,将主油箱内的防锈油分隔层三块区域。
7.优选地,所述油泵和回油管路分别位于主油箱的前后两块区域。
8.与现有技术相比,本实用新型的优点在于:
9.本实用新型由原人工涂油方式改进为新型在线喷油方式,在线对棒料表面喷油,喷油速度快,喷洒均匀。经改进,新型喷油方式的优点在于自行制作喷油装置不受设备布局空间制约、设备成本降低、生产效率大大提高、防锈油喷洒均匀、不需额外付出人力涂抹油
品和转料、不需单独布置处理场地、清洁生产得到保证、油品收集充分不浪费
附图说明
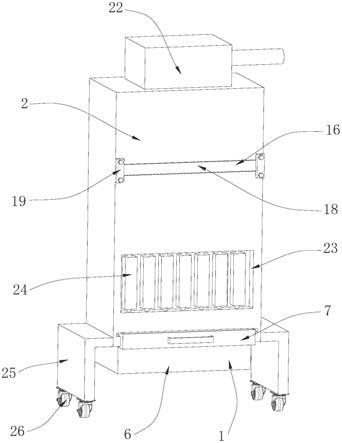
10.图1为本实用新型一种银亮材探伤生产线在线喷油装置的整体结构示意图。
11.其中:
12.主油箱1、油泵2、油收集器3、喷油环4、刮油片5、环形风刀6、回油管路7、过滤挡板8。
具体实施方式
13.以下结合实施例对本实用新型作进一步详细描述。
14.参见附图1,本实施例涉及一种银亮材探伤生产线在线喷油装置,安装在探伤主机与出料台架区域辊道之间,主要包括主油箱1、油泵2和油收集器3,所述主油箱1置于辊道下方,油收集器3架设于辊道上,所述油泵2安装在主油箱1上,在所述油收集器3内从前自后依次设置有喷油环4、刮油片5和环形风刀6,待探伤的银亮材在辊道上依次穿过油收集器3内的喷油环4、刮油片5和环形风刀6,所述油泵2的出油口通过出油管路与喷油环4相连,将主油箱1内的防锈油抽取后通过出油管路输送至喷油环4,最后由喷油环4将防锈油喷涂在银亮材表面,同时在出油管路上设置有流量调节阀用以控制出油量。
15.所述环形风刀6通过空气管路与外部的压缩空气设备连接,同时在管路上安装流量调节阀,环形风刀6吹出的压缩空气可以将棒料表面的油迹吹除。并且在所述油收集器3与主油箱1之间连接有回油管路7,将涂油过程中掉落在油收集器3中的油回收。
16.棒料经探伤主机探伤后,喷油装置主油箱内油泵抽油经过流量调节阀调节合适流量沿管路至喷油环,防锈油均匀喷洒在棒料四周,后经适应规格的刮油片刮去棒料表面明显油迹,再用环形风刀吹去棒料表面油迹,留在棒料表面一层薄防锈油膜,而后棒料经出料辊道至下料台架。喷洒落下、刮油片刮下、环形风刀吹下的防锈油通过油收集器收集流回主油箱,主油箱内设置两级过滤挡板8,将主油箱内的防锈油分隔层三块区域,油泵2位于第一块区域,此区域内的防锈油是经过两次过滤后的,用于喷油环给棒材涂油用,油收集器2内的油通过回油管路7流入第三块区域,经过两级过滤挡板8后进入第一块区域,再次涂油用,过滤杂质异物,挡板内垃圾可定期清理。
17.由原人工涂油方式改进为新型在线喷油方式,原成品材表面防锈油涂油方式为产品下线后人工对产品表面涂抹或将打件好的成品材浸入油池再晾干。现涂油方式为在棒料生产的过程中(棒料位于辊道上移动的过程中),在线对棒料表面喷油,喷油速度快,喷洒均匀。原涂油方式的缺点是生产效率低、大量耗费人力涂抹油品和转料、棒料表面油品涂抹不均匀易生锈、需单独布置处理场地、清洁生产难以保证、油品收集不充分造成油品浪费。经改进,新型银亮材探伤生产线在线喷油装置及其使用的优点在于自行制作喷油装置不受设备布局空间制约、设备成本降低、生产效率大大提高、防锈油喷洒均匀、不需额外付出人力涂抹油品和转料、不需单独布置处理场地、清洁生产得到保证、油品收集充分不浪费。
18.除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
技术特征:
1.一种银亮材探伤生产线在线喷油装置,其特征在于:所述喷油装置安装在探伤主机与出料台架区域辊道之间,主要包括主油箱、油泵和油收集器,所述主油箱置于辊道下方,油收集器架设于辊道上,所述油泵安装在主油箱上,在所述油收集器内从前自后依次设置有喷油环、刮油片和环形风刀,待探伤的银亮材在辊道上依次穿过油收集器内的喷油环、刮油片和环形风刀,所述油泵的出油口通过出油管路与喷油环相连,所述环形风刀通过空气管路与外部的压缩空气设备连接,并且在所述油收集器与主油箱之间连接有回油管路,将涂油过程中掉落在油收集器中的油回收。2.根据权利要求1所述的一种银亮材探伤生产线在线喷油装置,其特征在于:在所述出油管路以及空气管路上分别设置有流量调节阀,用于调节油量和压缩空气量。3.根据权利要求1所述的一种银亮材探伤生产线在线喷油装置,其特征在于:在所述主油箱内沿竖直方向设置有两级过滤挡板,将主油箱内的防锈油分隔层三块区域。4.根据权利要求1所述的一种银亮材探伤生产线在线喷油装置,其特征在于:所述油泵和回油管路分别位于主油箱的前后两块区域。
技术总结
本实用新型涉及一种银亮材探伤生产线在线喷油装置,所述喷油装置安装在探伤主机与出料台架区域辊道之间,主要包括主油箱、油泵和油收集器,所述主油箱置于辊道下方,油收集器架设于辊道上,所述油泵安装在主油箱上,在所述油收集器内从前自后依次设置有喷油环、刮油片和环形风刀,所述油泵的出油口通过出油管路与喷油环相连,所述环形风刀通过空气管路与外部的压缩空气设备连接,并且在所述油收集器与主油箱之间连接有回油管路。本实用新型在边生产的过程中边自动涂抹防锈油,生产效率大大提高、防锈油喷洒均匀、不需额外付出人力涂抹油品和转料、不需单独布置处理场地、清洁生产得到保证、油品收集充分不浪费。到保证、油品收集充分不浪费。到保证、油品收集充分不浪费。
技术研发人员:贺帅 丁小九 孙士健 徐建新 马明
受保护的技术使用者:江阴兴澄合金材料有限公司
技术研发日:2021.08.20
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。