1.本发明涉及一种外加电梯现浇基础内模板构造及其施工方法,属于老旧小区综合改造技术领域。
背景技术:
2.目前,我国八九十年代建造的多层住宅大多没有安装电梯,随着人口老龄化进程的加快和居民生活水平的不断提高,多层住宅加装电梯将逐渐成为社会的普遍需求。从目前的市场需求来看,大部分城市都有加装电梯相关的补贴政策,而且多层住宅加装电梯用户的呼声也然越来越大。所以既有多层住宅加装电梯是老旧小区综合改造中必不可少的一项,这就要对既有多层住宅外加电梯的布置形式和基础做法进行研究,选择一种更适合现有住宅外加电梯的基础做法。
技术实现要素:
3.本发明提出了外加电梯现浇基础内模板构造及其施工方法,有效地解决了老旧住宅居民出行的问题。
4.本发明的技术方案如下:
5.外加电梯现浇基础内模板构造及其施工方法,包括:内模板一、内模板二、阴角模板;所述的内模板一和内模板一之间通过端框连接孔,采用连接螺栓和连接螺母进行紧固连接;所述的内模板一和内模板二之间通过阴角模板进行连接;所述的内模板一和阴角模板之间通过端框连接孔,采用连接螺栓和连接螺母进行紧固连接;所述的内模板二和阴角模板之间通过端框连接孔,采用连接螺栓和连接螺母进行紧固连接;所述的内模板一、内模板二和阴角模板之间的紧固连接,在筏板基础上形成一个闭合的区间。
6.进一步地,所述的内模板一的背板为壁厚5mm的q235b钢,外形尺寸为750mm
×
1200mm;所述的内模板一的背板周边垂直焊接端框;所述的内模板一的端框为厚度5mm的q235b钢,高度为50mm;所述的内模板一的端框每隔300mm有一个端框连接孔,端框连接孔为φ14孔;所述的内模板一在端框的一侧纵向方向每隔400mm焊接一道加劲肋,且加劲肋的两端与端框焊接:所述的内模板一在端框的一侧横向方向每隔300mm焊接一道加劲肋,邻近端框的加劲肋间距为150mm,且加劲肋的两端分别与端框焊接;所述的加劲肋为厚度5mm的q235b钢,高度为50mm。
7.进一步地,所述的内模板二的背板为壁厚5mm的q235b钢,外形尺寸为1050mm
×
1200mm;所述的内模板二的背板周边垂直焊接端框;所述的端框为厚度5mm的q235b钢,高度为50mm;所述的内模板二的端框每隔300mm有一个端框连接孔,端框连接孔为φ14孔;所述的内模板二在端框的一侧纵向方向每隔400mm焊接一道加劲肋,且加劲肋的两端与端框焊接;所述的内模板二在端框的一侧横向方向每隔350mm焊接一道加劲肋,邻近端框的加劲肋间距为200mm,且加劲肋的两端分别与端框焊接;所述的加劲肋为厚度5mm的q235b钢,高度为50mm。
8.进一步地,所述的阴角模板背板为壁厚5mm的q235b钢;所述的阴角模板两个边长度均为150mm,高度为1200mm;所述的阴角模板的背板周边垂直焊接端框;所述的端框为厚度5mm的q235b钢,高度为50mm;所述的阴角模板的端框每隔300mm有一个端框连接孔,端框连接孔为φ14孔;所述的阴角模板每一边纵向方向每隔400mm焊接一道加劲肋,且加劲肋的两端与端框焊接。
9.进一步地,所述的连接螺栓为m12的锚栓。
10.进一步地,所述的加劲肋和背板之间的焊接、加劲肋和端框之间的焊接,焊条采用e50系列焊条。
11.上述外加电梯现浇基础内模板构造及其施工方法,采用如下步骤:
12.步骤一:根据设计图纸,进行下料。
13.步骤二:分别对内模板一、内模板二和阴角模板进行端框和加劲肋的焊接。
14.步骤三:将内模板一、内模板二和阴角模板进行防锈处理。
15.步骤四:根据设计图纸,在筏板基础上,进行四个内模板一、两个内模板二和四个阴角模板进行组合,通过端板连接孔,用连接螺栓和连接螺母进行紧固连接。
16.有益效果:
17.本发明最显著的优势在于外加电梯现浇基础内模板,可根据基础的设计尺寸,进行模板的现场组装,并配合内模板现场浇筑混凝土,一次成型,待混凝土达到一定强度后,拆下模板,进行下一个工程的施工。该套模板具有重量轻、拆装方便、可重复利用等优点。
附图说明
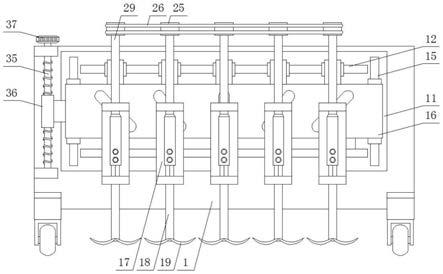
18.图1为外加电梯现浇基础内模板平面示意图;
19.图2为图1的a-a向立面图;
20.图3为图1的b-b向立面图;
21.图4为c处放大图;
22.图5为d-d剖面图。
23.图中,1:内模板一;2:内模板二;3:阴角模板;4:筏板基础;5:加劲肋;6:端框连接孔;7:连接螺栓;8:连接螺母。
具体实施方式
24.本发明为外加电梯现浇基础内模板构造及其施工方法,如图1-5所示,包括:内模板一1、内模板二2、阴角模板3;所述的内模板一1和内模板一1之间通过端框连接孔6,采用连接螺栓7和连接螺母8进行紧固连接;所述的内模板一1和内模板二2之间通过阴角模板3进行连接;所述的内模板一1和阴角模板3之间通过端框连接孔6,采用连接螺栓7和连接螺母8进行紧固连接;所述的内模板二2和阴角模板3之间通过端框连接孔6,采用连接螺栓7和连接螺母8进行紧固连接;所述的内模板一1、内模板二2和阴角模板3之间的紧固连接,在筏板基础4上形成一个闭合的区间。
25.进一步地,所述的内模板一1的背板为壁厚5mm的q235b钢,外形尺寸为750mm
×
1200mm;所述的内模板一1的背板周边垂直焊接端框;所述的内模板一1的端框为厚度5mm的q235b钢,高度为50mm;所述的内模板一1的端框每隔300mm有一个端框连接孔6,端框连接孔
6为φ14孔;所述的内模板一1在端框的一侧纵向方向每隔400mm焊接一道加劲肋5,且加劲肋5的两端与端框焊接;所述的内模板一1在端框的一侧横向方向每隔300mm焊接一道加劲肋5,邻近端框的加劲肋5间距为150mm,且加劲肋5的两端分别与端框焊接;所述的加劲肋5为厚度5mm的q235b钢,高度为50mm。
26.进一步地,所述的内模板二2的背板为壁厚5mm的q235b钢,外形尺寸为1050mm
×
1200mm;所述的内模板二2的背板周边垂直焊接端框;所述的端框为厚度5mm的q235b钢,高度为50mm;所述的内模板二2的端框每隔300mm有一个端框连接孔6,端框连接孔6为φ14孔;所述的内模板二2在端框的一侧纵向方向每隔400mm焊接一道加劲肋5,且加劲肋5的两端与端框焊接;所述的内模板二2在端框的一侧横向方向每隔350mm焊接一道加劲肋5,邻近端框的加劲肋5间距为200mm,且加劲肋5的两端分别与端框焊接;所述的加劲肋5为厚度5mm的q235b钢,高度为50mm。
27.进一步地,所述的阴角模板3背板为壁厚5mm的q235b钢;所述的阴角模板3两个边长度均为150mm,高度为1200mm;所述的阴角模板3的背板周边垂直焊接端框;所述的端框为厚度5mm的q235b钢,高度为50mm;所述的阴角模板3的端框每隔300mm有一个端框连接孔6,端框连接孔6为φ14孔;所述的阴角模板3每一边纵向方向每隔400mm焊接一道加劲肋5,且加劲肋5的两端与端框焊接。
28.进一步地,所述的连接螺栓7为m12的锚栓。
29.进一步地,所述的加劲肋5和背板之间的焊接、加劲肋5和端框之间的焊接,焊条采用e50系列焊条。
30.上述外加电梯现浇基础内模板构造及其施工方法,采用如下步骤:
31.步骤一:根据设计图纸,进行下料。
32.步骤二:分别对内模板一1、内模板二2和阴角模板3进行端框和加劲肋5的焊接。
33.步骤三:将内模板一1、内模板二2和阴角模板3进行防锈处理。
34.步骤四:根据设计图纸,在筏板基础4上,进行四个内模板一1、两个内模板二2和四个阴角模板3进行组合,通过端板连接孔6,用连接螺栓7和连接螺母8进行紧固连接。
35.以上是本发明的一典型实施方式,本发明的具体实施不限于此,同时也申请了“外加电梯现浇基础外模板构造及其施工方法”和“一种外加电梯现浇基础钢制模板构造及其施工方法”。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。