1.本发明主要涉及电池片生产设备技术领域,具体涉及一种电池片掰片设备及掰片方法。
背景技术:
2.掰片设备主要用于实现划片机划片后将未完全划断的电池片分离的工作。现阶段光伏行业中,随着电池片尺寸日益增加,半片、几分片等电池片逐渐成为行业主流,各大组件及电池片生产厂家对激光划片机的需求及要求也日益增加,而现有的掰片设备针都是对激光划片机划片后,针对电池片规格及划片的数量等进行设计,现有掰片设备均具有以下缺点:
3.其一,现有电池片一次性掰片数量少,大概2~5片左右,而且设备掰片数量固定,改变掰片数量需要重新设计掰片设备,同时需要其它设备进行适配,工作量大且时效长;
4.其二,针对窄间距、多数量电池片掰片,由于电池片划片数量多,间距窄,受力面积小,传统机械硬力掰片容易导致电池片受损,现有设备基本无法实现,基本靠人工掰片,电池片的损耗量大。
5.例如专利201922419829.6提出了一种叠瓦划片机五小片掰片装置,该专利包括包括第一固定板,第一固定板底部设置有电机,第一固定板两侧固定安装有第二固定板,第二固定板上设置有第一滑轨和第二滑轨,第一滑轨上设置有上下滑动的滚轮轨迹板,第二滑轨内设置有左右滑动的第三固定板,第二固定板上部设置有连接板,连接板上固定安装有五个掰片吸板,连接板两端设置有第一滚轮,第一滚轮伸入第三固定板一端所述第三固定板另一端安装有第二滚轮,第二滚轮在滚轮轨迹板上设置的滑槽结构内滑动,通过在连接板上固定安装的五个掰片吸板,可以实现对同时将电池片掰成五小片,达到了提高工作效率的效果。上述方案针对五小片的电池片进行掰片工作,仅仅适用于固定数量的电池片掰片,变更电池片掰片数量后就不适用,需要重新设计掰片装置,实用性不强。
6.例如专利申请20171107806.7提出了一种掰片装置,该专利主要包括弹性压块;和支撑基座,具有朝向所述弹性压块的凹陷顶面,在所述板状物的表面上形成有分割线,所述弹性压块适于将所述板状物推压在所述支撑基座的凹陷顶面上,使得所述板状物发生弯曲并沿所述分割线断裂开,从而将所述板状物掰成多个分离的片状物。上述掰片装置能够高效地将一张面积较大的板状物掰成多个分离的面积较小的片状物,而且能够保证掰下来的片状物不受损坏,保证了产品质量。该方案通过弹性压块抵住电池片,施加压力挤压电池片实现掰片。由于压块和电池片表面为平面,压块挤压电池片,电池片会形成曲面,易导致电池片表面积受力不均,造成电池片裂片,所以该方案也存在一定的缺陷。
技术实现要素:
7.本发明要解决的技术问题就在于:针对现有技术存在的技术问题,本发明提供一种掰片可靠且稳定的电池片掰片设备及掰片方法。
8.为解决上述技术问题,本发明提出的技术方案为:
9.一种电池片掰片设备,包括底盘、限位组件、调整组件和掰片组件;所述底盘用于放置电池片;所述限位组件,位于所述底盘的一端;所述调整组件,用于调整电池片的位置以使其一端与限位组件相抵;所述掰片组件,包括滚轮、多列吸盘组件和驱动组件,所述滚轮安装于所述底盘的上方且其轴向方向与电池片的布置方向垂直;多列吸盘组件均匀分布在所述滚轮的圆周面上且每列吸盘沿滚轮的轴向方向布置;所述驱动组件与所述滚轮相连,用于驱动所述滚轮旋转并沿电池片的布置方向平移,以使滚轮上的各列吸盘组件依次吸附各电池片,而实现电池片的旋转掰片作业,并转移至下一工位。
10.作为上述技术方案的进一步改进:
11.各列所述吸盘组件的覆盖长度大于所述电池片的宽度。
12.所述吸盘组件包括吸杆和吸盘,所述吸杆的一端与所述滚轮相连,另一端则与所述吸盘可拆卸相连。
13.所述调整组件包括位于所述底盘上的吹风孔,所述吹风孔朝向布置且朝向所述限位组件的一侧。
14.所述吹风孔的轴线与所述底盘水平面之间的夹角为30-60度。
15.还包括红外定位组件,用于检测所述电池片的一端是否与限位组件相抵。
16.所述红外定位组件为红外发射器和红外接收器,所述红外发射器位于所述限位组件的上方,所述红外接收器则位于所述限位组件的一侧且正对所述红外发射器。
17.所述驱动组件包括旋转驱动模块和水平升降驱动模块,所述旋转驱动模块与所述滚轮相连,用于驱动所述滚轮的旋转;所述旋转驱动模块位于所述水平升降驱动模块上,所述水平升降驱动模块用于驱动所述滚轮上下升降或水平平移。
18.本发明还公开了一种基于如上所述的电池片掰片设备的掰片方法,包括步骤:
19.s01、所述调整组件调整位于底盘上的电池片的位置,以使电池片的一端与限位组件相抵而位于初始位置;
20.s02、所述驱动组件驱动所述滚轮下降,以使滚轮上其中一列吸盘组件吸附靠近限位组件一侧的电池片;
21.s03、所述驱动组件驱动所述滚轮旋转,以使得吸附的电池片与相邻电池片之间弯折而实现掰片作业,同时所述驱动组件驱动所述滚轮平移,以使下一列的吸盘组件吸附接下来的电池片;
22.s04、重复执行步骤s03,直至完成所有电池片的掰片作业及转移。
23.作为上述技术方案的进一步改进:
24.在步骤s03中,所述驱动组件控制所述滚轮的平移速度以使各列吸盘组件吸附在电池片的中心线位置处。
25.与现有技术相比,本发明的优点在于:
26.本发明的电池片掰片设备,通过滚轮上的各列吸盘组件吸附电池片表面,再通过滚轮的旋转来实现电池片的掰片作业,再通过滚轮的平移来实现电池片的转移传送;其中通过吸盘组件进行电池片的吸附,再通过旋转滚轮实现旋转掰片,不同于以往的小弧形、上下错位掰片,该旋转掰片中的吸附盘组件能够更好的让每一片电池片的受力更均匀,避免传统机械硬力和人工掰片导致电池片表面受力不均引起的裂片风险,提高掰片的可靠稳定
性;另外上述滚轮的旋转可以很好将电池片弯曲成相应弧度,进一步降低电池片裂片风险。
附图说明
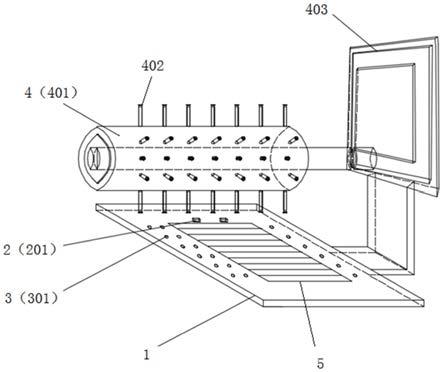
27.图1为本发明的设备在实施例的立体结构示意图。
28.图2为本发明的设备在实施例的侧视结构示意图。
29.图3为本发明中的掰片组件在实施例的结构示意图。
30.图4为本发明中的滚轮及吸盘组件在实施例的结构示意图。
31.图5为本发明中的调整组件在实施例的结构示意图。
32.图6为本发明中的掰片组件在实施例的运动示意图。
33.图7为本发明的方法在实施例的流程图。
34.图例说明:1、底盘;2、限位组件;201、挡块;3、调整组件;301、吹风孔;4、掰片组件;401、滚轮;402、吸盘组件;4021、吸杆;4022、吸盘;403、驱动组件;5、电池片;6、红外定位组件;601、红外发射器;602、红外接收器。
具体实施方式
35.以下结合说明书附图和具体实施例对本发明作进一步描述。
36.如图1所示,本发明实施例的电池片掰片设备,包括底盘1、限位组件2、调整组件3和掰片组件4;底盘1用于放置电池片5;限位组件2,位于底盘1的一端;调整组件3,用于调整电池片5的位置以使其一端与限位组件2相抵;掰片组件4,包括滚轮401、多列吸盘组件402和驱动组件403,滚轮401安装于底盘1的上方且其轴向方向与电池片5的布置方向垂直;多列吸盘组件402均匀分布在滚轮401的圆周面上且每列吸盘组件402沿滚轮401的轴向方向布置;驱动组件403与滚轮401相连,用于驱动滚轮401旋转并沿电池片5的布置方向平移,以使滚轮401上的各列吸盘组件402依次吸附各电池片5,而实现电池片5的旋转掰片作业,并转移至下一工位(电池片接收料盒)。在作业时,通过机械臂抓取电池片5并放置到底盘1上,通过调整组件3将电池片5调整至初始位置(电池片5的一端与限位组件2相抵),再由滚轮401上的吸盘组件402实现电池片5的吸附,通过滚轮401的旋转实现电池片5的掰片动作,以及通过滚轮401的平移再将掰片后的电池片5传送至电池片5接收料盒。
37.本发明的电池片掰片设备,通过滚轮401上的各列吸盘组件402吸附电池片5表面,再通过滚轮401的旋转来实现电池片5的掰片作业,最后通过滚轮401的平移来实现电池片5的转移传送;其中通过吸盘组件402进行电池片5的吸附,再通过旋转滚轮401实现旋转掰片,该旋转掰片中的吸盘组件402能够更好的让每一片电池片5的受力更均匀,避免传统机械硬力和人工掰片导致电池片5表面受力不均引起的裂片风险,提高掰片的可靠稳定性;另外上述滚轮401的旋转可以很好将电池片5弯曲成相应弧度,相对于以往的小弧形和上下错位掰片,其电池片5裂片风险进一步降低。
38.如图3所示,在一具体实施例中,各列吸盘组件402的覆盖长度大于电池片5的宽度(电池片5的宽度方向为滚轮401的轴向方向)。吸盘组件402包括吸杆4021和吸盘4022,吸杆4021的一端与滚轮401相连,另一端则与吸盘4022可拆卸相连。具体地,通过更改吸盘4022之间的间距、增加或减少吸盘4022的数量来满足不同尺寸、不同切片数量的电池片5的掰片工作要求,可以极大降低设计人员的设计工作,同时也减少设备更换以及与其它设备适配
工作,提高设备的利用率。另外,通过设定吸盘4022的吸力参数等来保证电池片5表面受力均匀,避免传统机械硬力和人工掰片导致电池片5表面受力不均引起的裂片风险。
39.在一具体实施例中,限位组件2为立体挡块201。如图5所示,调整组件3包括位于底盘1上的吹风孔301,吹风孔301朝向布置且朝向限位组件2的一侧。通过斜向吹风孔301吹出来的风吹起电池片5底部,再通过斜向风力将电池片5吹向立体挡块201,确保每一片电池片5都抵住立体挡块201,实现电池片5的归正。其中吹风孔301的轴线与底盘1水平面之间的夹角为30-60度,且各吹风孔301均连接至同一风源,保证每个吹风孔301吹出来的风都是均匀稳定的。当然,在其它实施例中,上述调整组件3也可以采用传送带等方式来实现电池片5位置的调整。
40.如图2所示,在一具体实施例中,立体挡块201处设有红外定位组件6,用于检测电池片5的一端是否与限位组件2相抵。具体地,红外定位组件6包括红外发射器601和红外接收器602,红外发射器601位于限位组件2的上方,红外接收器602则位于限位组件2的一侧且正对红外发射器601。红外发射器601发射红外光,在电池片5抵住立体挡块201时,此时红外接收器602接收不到红外光,此认为此时电池片5在预定位置;如果红外接收器602接收到红外光,则认为电池片5未在预定位置,需要进一步调整,将通过声光报警等方式进行故障报警,提示操作人员进行处理。上述红外定位组件6的设置,能够实现调整后的电池片5的位置反馈,保证电池片5调整的可靠性,从而提高后续作业的可靠性。
41.如图1所示,在一具体实施例中,驱动组件403包括旋转驱动模块(如旋转电机)和水平升降驱动模块(电机加传动机构等形式),旋转驱动模块与滚轮401相连,用于驱动滚轮401的旋转;旋转驱动模块位于水平升降驱动模块上,水平升降驱动模块用于驱动滚轮401上下升降或水平平移。具体地,上述水平升降驱动模块可以实现滚轮401的环形运动,即在初始位置下降后,再平移至终点位置,然后再上升后,再平移至初始位置,实现滚轮401的环形运动。
42.如图7所示,本发明实施例的基于如上所述的电池片掰片设备的掰片方法,包括步骤:
43.s01、调整组件3调整位于底盘1上的电池片5的位置,以使电池片5的一端与限位组件2相抵而位于初始位置;
44.s02、驱动组件403驱动滚轮401下降,以使滚轮401上其中一列吸盘组件402吸附靠近限位组件2一侧的电池片5;
45.s03、驱动组件403驱动滚轮401旋转,以使得吸附的电池片5与相邻电池片5之间弯折而实现掰片作业,同时驱动组件403驱动滚轮401平移,以使下一列的吸盘组件402吸附接下来的电池片5;
46.s04、重复执行步骤s03,直至完成所有电池片5的掰片作业及转移。
47.如图6所示,在一具体实施例中,在步骤s03中,驱动组件403控制滚轮401的平移速度以使各列吸盘组件402吸附在电池片5的中心线位置处,进一步保证吸盘4022吸附的可靠性。具体地,上述平行速度根据相邻两电池片5的中心线之间的距离l来定。
48.下面结合一完整的具体实施例来对本发明做进一步的详细说明:
49.设备启动,当接收到机器手抓取电池片5的指令后,发送指令打开调整组件3的风源以及红外定位组件6,吹风孔301吹出均速稳定风力,然后红外发射器601发射红外光至红
外接收器602,定时器延时10s。电池片5放置到底座后由于受斜向吹风孔301斜向方向的风力影响,将电池片5向立体挡块201平行移动,当定时器延时10s结束后,查看红外接收器602是否依然接收到红外光,如果红外接收器602未接收到红外光,则认为电池片5到达初始位置,则发送指令至驱动组件403,同时关闭吹风和红外定位组件6,滚轮401下降,通过吸盘4022吸附电池片5,并逆着电池片5移动方向匀速平移和旋转,其中旋转实现电池片5掰片,平移实现单块电池片5全部分离;传送旋转滚轮401实现掰片动作后,平移至电池片5收料盒,放置掰片后的电池片5,然后滚轮401向上升起,再反向平移至初始位置进行复位,同时发送抓起指令至机器手进行重复动作。
50.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
