1.本发明涉及硫化橡胶测试领域,详细地讲是一种携带电子身份信息的吸音轮胎。
背景技术:
2.众所周知,随着轮胎和汽车行业的发展,汽车的信息化和智能化程度越来越高,轮胎行业需要向信息化发展。目前用电子标签代替传统的条码或二维码,来记录和追溯轮胎的相关信息。这种电子标签具有rfid芯片,具有存储和读写功能,可以记录轮胎的生产、销售、使用等相关电子信息,相关信息可以用作轮胎的电子身份证。使用这种电子标签对轮胎企业有几方面的益处:第一,如果轮胎出现问题,可以方便快捷地进行生产记录和使用记录的追溯,便于轮胎企业及时查找问题,寻找解决方案;第二,可以详细记录轮胎的销售信息,防止窜货、虚假销售、虚假故障轮胎理赔。第三,可以对不同型号的轮胎销售信息进行数据汇总,形成大数据池,然后根据大数据的分析,来进行生产和销售安排。
3.目前这种电子标签在轮胎中的使用有两种方式,一种是通过胶水将电子标签贴在轮胎气密层上,另一种是在胎胚成型时直接放置在轮胎内部(比如在胎圈、胎侧、胎面等部位),通过硫化与轮胎形成一体。第一种方式在长期道路行驶过程中,轮胎反复变形,电子标签容易脱落,另外如果人为对故障轮胎的电子标签的进行更换,外观难以察觉。第二种方式,电子标签在轮胎内一起硫化,包裹在轮胎内部,如果不破坏轮胎,电子标签确实难以更换,但是电子标签与橡胶材料性质不同,在轮胎中间硫化相当于胎内放置了一个杂物,轮胎长时间行驶容易在标签位置脱层鼓包,导致轮胎提前损坏,存在严重的安全隐患。
4.随着汽车的不断进步和发展,人们对于车辆的舒适性越来越重视,要求也越来越高。车辆在行驶中,轮胎花纹块持续拍击凹凸不平的地面产生轮胎震动,该震动传到轮胎内部,引起轮胎腔内空气震动因而产生噪声,然后传导到车辆内部既是人耳能感知到的轮胎噪声。因此,有许多轮胎厂家已经有研究在轮胎内部放置静音绵,通过吸收轮胎腔体噪声达到降低车内噪声的目的,但是目前国内厂家对吸音材料的外观形状和材质等研究不多。
技术实现要素:
5.为了克服现有技术的不足,本发明提供一种携带电子身份信息的吸音轮胎,不但携带电子身份信息,生产简单快捷,不对轮胎本体造成伤害,电子身份标签在轮胎上不能无痕更换,同时还具有良好的吸音功能,可以显著降低车内噪声。
6.本发明解决其技术问题所采用的技术方案是:一种携带电子身份信息的吸音轮胎,包括轮胎本体,轮胎本体包括胎冠、胎面、胎侧、胎圈、气密层,其特征是,胎冠部位对应的胎内侧的气密层上通过粘合剂黏有电子标签和吸音结构件,电子标签位于胎内侧气密层和吸音结构件之间,所述的电子标签通过粘合剂与气密层和吸音结构件粘接在一起。
7.本发明还可通过如下措施来实现:
8.所述的电子标签为具有rfid芯片的电子标签,
9.所述的电子标签长度不大于45mm,宽度不大于15mm,电子标签厚度不超过0.50mm。
10.所述的粘合剂涂覆时形成的粘合剂胶条截面呈长方形,长边5.0~8.0mm,短边2.5~4.5mm,在气密层上呈圆圈状分布。
11.所述的粘合剂胶条在胎体内部呈圆圈状,中间的粘合剂胶条贴于胎内侧气密层正中间,且以中间的粘合剂胶条为中心左右对称还贴有粘合剂胶条。
12.所述的左右对称的粘合剂胶条,其外侧比吸音结构件外侧窄3.0~5.0mm。
13.所述的吸音结构件的厚度为轮胎断面中心厚度的1.5~3.0倍,宽度为轮胎胎面左、右花纹沟外侧间距的1.05~1.10倍。
14.所述的吸音结构件的断面呈等腰梯形,两底角的角度范围45
°
~90
°
。
15.所述的吸音结构件的接头部位为斜搭接,搭接角度30
°
~90
°
。
16.本发明的有益效果是,通过将具有rfid芯片的电子标签放置在轮胎气密层和吸音结构件之间,并用粘合剂与三者牢固粘合在一起,这种制作方法保证电子标签无法做到无损更换,确保了轮胎携带的电子信息的有效性,防止轮胎窜货或者恶意更换电子标签,同时还能达到降低车内噪声的目的。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
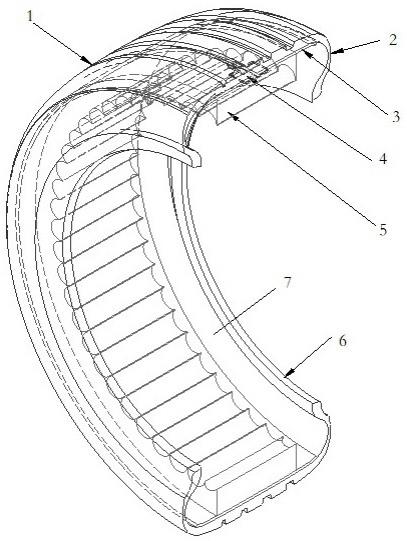
18.图1是本发明的三维结构示意图图。
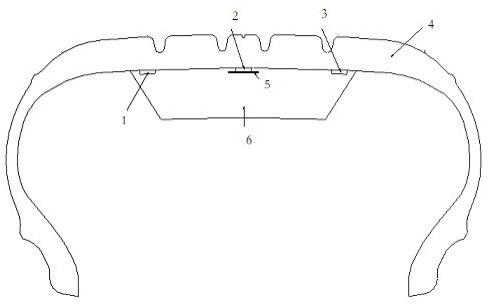
19.图2是本发明的断面结构示意图图。
20.图3是本发明的贴吸音结构件前的三维结示意图。
21.图4是本发明的电子标签结的构示意图。
22.图5是本发明的吸音结构件自然状态的三维结构示意图。
23.图6是本发明的吸音结构件的横断面形状示意图。
24.图7是本发明的吸音结构件的接头部位示意图。
25.图中1.粘合剂胶条a,2.粘合剂胶条b,3.粘合剂胶条c,4.轮胎本体,5.电子标签,6.吸音结构件,7.胎面,8.胎侧,9.胎圈,10.粘合剂,11.气密层,α.吸音结构件横断面的侧边和底边的夹角角度,β.吸音结构件的首、尾搭接角度。
具体实施方式
26.如图1和图2所示,本发明是一种携带电子身份信息的吸音轮胎,包括轮胎本体4、粘合剂、电子标签5、吸音结构件6等四个部分。其中轮胎本体4包括胎冠、胎面7、胎侧8、胎圈9、气密层11等部位,电子标签5和吸音结构件6通过粘合剂10黏于胎内气密层11上,电子标签5位于轮胎内气密层11和吸音结构件6之间。
27.图1、图2、图3所示,在粘合剂10和吸音结构件6之间有一个电子标签5,具有rfid芯片,能够用于记录生产、销售、使用等轮胎的电子身份信息。电子标签5通过粘合剂10与气密层和吸引结构件6粘接。
28.如图4所示,轮胎携带的电子标签5长度不超过45mm,宽度不超过15mm,厚度不大于0.5mm。
29.如图1、图2所示,吸音结构件6通过粘合剂粘10在胎内气密层上,所用的粘合剂是专用聚氨酯胶黏剂,单组份或者双组份均可。如图3所示,粘合剂挤出时胶条截面呈长方形,
长边5.0mm~8.0mm,短边2.5mm~4.5mm,在胎内气密层11上呈圆圈状分布。若胎面宽度小于200mm,只需要涂覆三圈粘合剂,形成粘合剂胶条a1、粘合剂胶条b2、粘合剂胶条c3,其中粘合剂胶条b2在轮胎正中间,另外两条粘合剂胶条a1、粘合剂胶条c3分布在两边且左右对称,粘合剂胶条a1、粘合剂胶条c3的外部距离吸音结构件的边部约3.0~5.0mm。具体操作方法为:对应胎面中心的气密层中心位置涂一圈粘合剂,形成粘合剂胶条b2,在吸音结构件6左、右两侧边部再各涂一圈粘合剂,形成粘合剂胶条a1、粘合剂胶条c3,左、右两圈粘合剂胶条a1、粘合剂胶条c3沿中心线对称分布,且粘合剂胶条a1及粘合剂胶条c3外侧比吸音结构件6外侧窄3.0~5.0mm。若胎面宽度超过200mm,则需要涂五圈粘合剂,在中间粘合剂胶条和两侧的粘合剂胶条之间再加各加涂一圈粘合剂,且左右对称。
30.如图1所示,吸音结构件6与气密层11黏合的外侧有一块区域为激光清洗区域,激光清洗区域要超过吸音结构件6覆盖区域5~10mm。
31.如图3所示,激光清洗完毕后,涂覆三圈粘合剂胶条从而形成了粘合剂胶条a1、粘合剂胶条b2、粘合剂胶条c3。激光清洗深度0~25μm,清洗区域宽度与胎面宽度之比为0.60~0.85,清洗区域沿胎面中心线左右对称。
32.如图5所示,轮胎的吸音结构件6为聚氨酯泡沫材料,在自然状态下呈长条状,在轮胎内部呈圆圈状,贴覆在气密层上,沿气密层中心线左右对称。
33.如图1、图2所示,轮胎的吸音结构件的厚度为轮胎断面中心厚度的1.5~3.0倍,宽度为胎面左、右花纹沟外侧间距1.05~1.15倍。
34.如图6所示,吸音结构件6横断面呈等腰梯形,吸音结构件6横断面的侧边和底边的夹角角度α范围45
°
~90
°
。
35.如图7所示,吸音结构件6的接头部位为斜搭接,吸音结构件6的首、尾搭接角度β范围30
°
~90
°
。
36.发明的具体实施例不限于以上范围,对于轮胎领域的一般技术人员,参考本发明,不需要作出创造性的劳动,仅通过电子标签或海绵形状的改变,比如将海绵形状改变为断面为长方形,接头方式改变为垂直搭接,粘合剂涂覆方式改成全覆盖等,或者以别的形式来实现本发明目的的,都在本发明的权利要求范围内。
37.为了验证本发明的耐用性,按照本发明的方法进行了轮胎试制205/55r16th201 91v,在胎面正面位置1.5m范围内,使用手持阅读器,开机后瞬间就能读取轮胎的生产所用物料、生产过程、销售地点等相关信息。
38.为了验证本发明的耐用性,按照本发明的方法进行了轮胎试制205/55r16th201 91v,在国家工程实验室进行了机床耐久性能测试,具体检测结果如下:
[0039][0040]
从上图可见,本发明的机床耐久检测结果与普通轮胎完全相同,均是按照120km/h的速度连续行驶七天时间,轮胎未损坏。
[0041]
为了验证本发明的吸音效果,按照本发明的方法进行了轮胎试制205/55r16 th201 91v,在消声室进行了车内噪声测试,具体结果如下:
[0042][0043]
从上图可见,使用本发明的车内噪声,主驾驶位置左、右耳噪声值分别降低5.5和5.1分贝,本发明的吸声降噪效果明显。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。