1.本发明涉及一种热解气化焚烧炉双辊给料机大轴保护系统。
背景技术:
2.医疗废弃物等垃圾焚烧处理工艺在国内应用十分广泛,而热解气化焚烧炉是医废等垃圾 焚烧处理厂中的关键设备,废物通过双辊给料机下料进热解气化焚烧炉燃烧处理。一旦双辊 给料机出现问题,不能运行,焚烧处理厂会停止生产,从而影响废物的转运和存储,严重时 会影响当地的城市卫生环境管理工作。双辊给料机最长出现的问题是被废物卡住,引起大轴 弯曲,严重时大轴断裂。
技术实现要素:
3.本发明提供一种双辊给料机大轴保护系统,对原有电气控制回路进行变更设计,新增热 载型马达保护器,可实现双辊给料机大轴被硬物卡住时,自动跳闸,停止运行;双辊给料机 反转后再正转,来回操作多次,促使硬物掉进热解气化焚烧炉;对双辊给料机结构优化设计, 可在线取出硬物,然后重新启动双辊给料机,均匀增加转速,上升到所需负荷平稳运行。
4.根据本发明实施例的一方面,提供一种热解气化焚烧炉双辊给料机大轴保护系统,包括: 设置在双辊给料机电源回路的热载型马达保护器;开设在双辊给料机外罩两侧靠近两根大轴 的位置用于取出卡在二者之间的异物的开口,该开口通过密封件密封;设置在双辊给料机下 料口的电动闸板阀;以及联动控制系统,其中该联动控制系统检测到双辊给料机正转和反转 次数达到设定值时控制所述电动闸板阀关闭下料口。
5.在一些实施例中,所述马达保护器采用gv2-me05c。
6.在一些实施例中,所述联动控制系统包括:分别检测双辊给料机正转和反转信号的两个 上升沿检测触发器;分别与所述两个上升沿检测触发器连接对双辊给料机正转和反转次数进 行计数的两个复位计数器,所述两个复位计数器的输出端连接与逻辑模块输入端,所述与逻 辑模块输出端连接触发顺控模块输入端,所述触发顺控模块输出端连接电动插板阀。
7.本发明可避免大轴弯曲或断裂,影响生产。同时能隔绝热解气化焚烧炉高温对双辊给料 机检修的影响,在线取出硬物,且不需要降火降温降负荷,不影响生产。
附图说明
8.为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍。
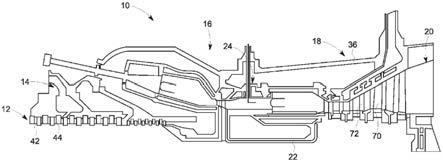
9.图1为现有技术双辊给料机安装及布置示意图。
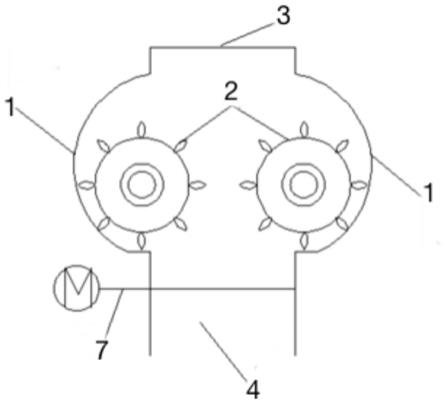
10.图2为双辊给料机外罩示意图。
11.图3为安装了电动插板阀的双辊给料机示意图。
12.图4为电动插板阀控制逻辑图。
具体实施方式
13.热解气化焚烧炉的双辊给料机安装及布置方式如图1所示,包括外罩1、大轴2、进料口 3、下料口4。现有技术双辊给料机采取变频器“一拖二”控制方式,即一台变频器控制两台 电机同时启动、停止、调速。当变频器处于此种运行方式时,变频器过电流保护对单台给料 电机不起作用。所以当某台给料机被废物中的骨头、金属物件等硬物卡住时,会引起给料机 大轴2弯曲,严重时大轴2断裂。为了解决此缺陷,本发明对现有技术双辊给料机电气控制 回路进行了改进。对双辊给料机的电源回路断路器qf重新设计选型,将其更换为热载型马 达保护器。当给料机电机运行电流超过设定电流时,马达保护器动作,给料机停止运行,有 效避免了大轴弯曲或断裂问题。
14.马达保护器计算选型,电机转子自成电路,其电流为:
[0015][0016]
表示转子电势,r2 jsx
2σ
表示转子阻抗。
[0017]
电动机的同步转速与转子转速之差称为转速差,转速差与同步转速的比值称为转差率, 用s表示,即:
[0018][0019]
n0为同步转速,n为电机转速,s为转差率。
[0020]
电机启动时,刚开始转子静止,旋转磁势以同步转速切割转子,此时转速n=0,s=100%, 公式(1)转子电势e
2s
=s
×
e2=e2,公式(1)分子、分母同时除以s,得:
[0021][0022]
公式(3)中只有r2/s是变量,因为s=1,所以此时r2/s变为r2,值最小;而x
2σ
可看作 定值,可得此时i2电流最大,电机启动电流一般为电机额定电流的5~8倍。例如当双辊给料 机电机额定电流0.8a时,其启动电流4~16a,参考以上参数选择马达保护器型号gv2-me05c, 电流范围(0.63a~1a),脱扣电流17~23a。
[0023]
当双辊给料机大轴被硬物卡住时,马达保护器动作,从而双辊给料机跳闸。首先操作人 员通过远程或在电气柜上操作双辊给料机反转,然后再操作双辊给料机正转,如果仍跳闸, 继续按以上步骤操作,直至来回操作总次数达设定次数。设定次数可以是5次,但不限定于 此。在此过程中,如果双辊给料机正转不跳闸,说明硬物已掉进热解焚烧气化炉;如果操作 到最后一次双辊给料机仍跳闸,则停止操作,需要在线取出硬物。
[0024]
如图1所示,双辊给料机外罩1与大轴2齿之间的间隙小,硬物容易在此处卡住,不容 易在线取出。如图2所示,本发明对双辊给料机外罩1结构进行优化,外罩1左右两侧靠近 两根大轴2齿的位置开有用于取出卡在外罩1和大轴2之间的异物的开口5,开口5通过密 封件6密封。因外罩1内部冷却水连续流动,开口5、密封件6之间需要做好防水密封,密 封件6通过螺钉13固定在外罩1上。如图3所示,热解气化焚烧炉炉内温度高达950℃左右, 为了便
于在线从开口5取出异物,双辊给料机下料口4处增加一个电动闸板阀7,闸板水平 安装。若操作双辊给料机多次正反转后,仍出现跳闸的问题,则电动插板阀7联动关闭,将 热解气化焚烧炉高温与双辊给料机隔绝,人工通过外罩1上开口5在线取出卡住的硬物,然 后紧固密封件6,及时恢复生产。
[0025]
电动插板阀7控制逻辑图如图4所示,通过dcs逻辑实现给料机电机正转和反转,逻辑 模块包括上升沿检测触发器8-1、8-2,复位计数器9-1、9-2,开延时定时器10-1、10-2,与 逻辑模块11以及触发顺控模块12。给料机正转和反转信号分别通过上升沿检测触发器8-1、 8-2检测后送至复位计数器9-1、9-2;当复位计数器9-1、9-2计数次数小于设定次数时(如5 次),复位计数器9-1、9-2输出0;当复位计数器9-1、9-2计数次数大于或等于设定次数时, 复位计数器9-1、9-2输出置1;如果检测给料机正转和反转的复位计数器9-1、9-2都输出置 1,则与逻辑模块11输出置1,触发顺控模块12联动控制电动插板阀7关闭。此外,图4中, 开延时定时器10-1、10-2引脚pt表示延时时间,标号“3”表示时间3s,复位计数器9-1、 9-2引脚pv表示次数。
[0026]
本发明中热载型马达保护器可实现双辊给料机大轴被硬物卡住时自动跳闸。来回操作双 辊给料机反转后再正转,促使硬物掉进热解气化焚烧炉。同时能隔绝热解气化焚烧炉高温对 双辊给料机检修的影响,在线取出硬物。
技术特征:
1.一种热解气化焚烧炉双辊给料机大轴保护系统,其特征在于,包括:设置在双辊给料机电源回路的热载型马达保护器;开设在双辊给料机外罩(1)两侧靠近两根大轴(2)的位置用于取出卡在二者之间的异物的开口(5),该开口(5)通过密封件(6)密封;设置在双辊给料机下料口(4)的电动闸板阀(7);以及联动控制系统,其中该联动控制系统检测到双辊给料机正转和反转次数达到设定值时控制电动闸板阀(7)关闭下料口(4)。2.根据权利要求1所述的热解气化焚烧炉双辊给料机大轴保护系统,其特征在于,所述马达保护器采用gv2-me05c。3.根据权利要求1所述的热解气化焚烧炉双辊给料机大轴保护系统,其特征在于,所述联动控制系统包括:分别检测双辊给料机正转和反转信号的上升沿检测触发器(8-1,8-2);分别与上升沿检测触发器(8-1,8-2)连接对双辊给料机正转和反转次数进行计数的复位计数器(9-1、9-2),复位计数器(9-1、9-2)的输出端连接与逻辑模块(11)输入端,与逻辑模块(11)输出端连接触发顺控模块(12)输入端,触发顺控模块(12)输出端连接电动插板阀(7)。
技术总结
公开了一种热解气化焚烧炉双辊给料机大轴保护系统,包括:设置在双辊给料机电源回路的热载型马达保护器;开设在双辊给料机外罩(1)两侧靠近两根大轴(2)的位置用于取出卡在二者之间的异物的开口(5),该开口(5)通过密封件(6)密封;设置在双辊给料机下料口(4)的电动闸板阀(7);以及联动控制系统,其中该联动控制系统检测到双辊给料机正转和反转次数达到设定值时控制电动闸板阀(7)关闭下料口(4)。热载型马达保护器可实现双辊给料机大轴被硬物卡住时自动跳闸。来回操作双辊给料机反转后再正转,促使硬物掉进热解气化焚烧炉。同时能隔绝热解气化焚烧炉高温对双辊给料机检修的影响,在线取出硬物。在线取出硬物。在线取出硬物。
技术研发人员:刘向东 王军 胡文杰 江欢欢 熊炎军
受保护的技术使用者:中冶南方都市环保工程技术股份有限公司
技术研发日:2021.11.08
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。