一种食品级维生素k1微胶囊化封装工艺及封装装置
技术领域
1.本发明属于胶囊封装技术领域,具体涉及一种食品级维生素k1微胶囊化封装工艺及封装装置。
背景技术:
2.维生素k1是脂溶性维生素的一种,自然界能在绿色蔬菜和食用植物油中找到它的身影,是植物甲萘醌叶绿醌活性物质的一种,是人体机能在合成凝血因子所必需的物质,有凝血维生素之称。由于维生素k1的脂溶性和极易受紫外线影响降解的特性,使得维生素k1的营养强化工作很难进行,很难应用于保健食品、婴幼儿奶粉、日常膳食补剂,如果添加不当时,不仅不能达到营养强化的效果,反而容易产生有害的物质,适得其反,而因此将维生素k11微胶囊化可有效克服该问题。由于现有微胶囊体积较小,多将多个微胶囊放入大胶囊内包装保存,而胶囊封装的装置其封装设备体型过于庞大,结构复杂,制造成本高,维修不方便,且生产加工质量差,生产效率低,生产时加工线比较长,占用地方,使用起来很不方便。
技术实现要素:
3.针对现有技术的不足,本发明的目的在于提供一种食品级维生素k1微胶囊化封装工艺及封装装置,用于解决上述背景技术中所面临的的问题。
4.本发明的目的可以通过以下技术方案实现:
5.一种食品级维生素k1微胶囊化封装装置,包括支撑平台,所述支撑平台的中间位置上设有第一开口,所述第一开口的上方设有挤料机构,所述第一开口的正下方设有对胶囊进行灌装的灌装机构,所述第一开口的右侧设有滑道,所述第一开口的左侧设有推料气缸,所述推料气缸的一侧上设有胶囊封装机构,所述推料气缸的左侧设有自动封口机。
6.进一步的,所述挤料机构包括安装台,所述安装台上设有保温桶,所述保温桶上设有投料口,所述保温桶的内部设有挤压柱,所述挤压柱的顶端贯穿保温桶连接有连接柱,所述连接柱上横向设有固定柱,所述保温桶的底端还设有若干个开孔,所述开孔位于第一开口的正上方。
7.进一步的,所述安装台上位于保温桶的侧端还设有第一支撑板,所述第一支撑板上设有限位孔,所述连接柱位于限位孔内,所述第一支撑板的顶端上固定设有第一驱动电机,所述第一驱动电机的输出端连接有z形杆,所述z形杆的末端活动连接有第一轴套,所述第一轴套上设有第一连接杆,所述第一连接杆的末端上设有u形件,所述u形件的末端与固定柱活动连接。
8.进一步的,所述灌装机构包括转动板,所述转动板上设有第二开口,所述第二开口内设有第一承重板,所述转动板的底端设有转动柱,所述转动柱上配合有转动机构,所述转动机构通过第二连接杆连接有抬升机构,所述转动板上等距设有模具台,所述模具台上设有灌装盒。
9.进一步的,所述转动机构包括与转动柱固定连接的第一安装盘,所述第一安装盘上环形阵列有四个弧形固定块,所述弧形固定块上设有半圆形开口,所述半圆形开口上配合有第一联动组件,所述第一联动组件上配合有第二联动组件。
10.进一步的,所述第一联动组件包括第二支撑板,所述第二支撑板上贯穿设有第一转动轴,所述第一转动轴的一段设有第一长板,所述第一长板通过第二连接杆与抬升机构连接,所述第一转动轴的另一端套有第二轴套,所述第二轴套上连接有t形板,所述第二联动组件包括第三支撑板,所述第三支撑板上设有第二转动轴,所述第二转动轴的一端设有第二驱动电机,所述第二转动轴的另一端设有第二安装盘,所述第二安装盘的下半端包覆有弧形板,所述弧形板与半圆形开口相互配合,所述第二安装盘的顶端设有斜板,所述斜板上连接有斜柱。
11.进一步的,所述第二转动轴上还设有类扇形状的锁板,所述锁板与t形板配合,所述锁板的底端等距设有若干个防滑齿。
12.进一步的,所述抬升机构包括第四支撑板与第五支撑板,所述第四支撑板上活动连接有第二长板,所述第二长板的末端活动连接有第一连接件,所述第一连接件的顶端设有第二连接件,所述第二连接件上活动连接有第三长板,所述第三长板的一端与第五支撑板转动连接,所述第三长板的另一端连接有第二承重板,所述第二承重板通过第三连接杆与第一承重板连接,所述第二承重板的底端设有第一伸缩柱,所述第一承重板的底端设有第二伸缩柱。
13.进一步的,所述胶囊封装机构包括封装箱,所述封装箱的外顶端设有控制器,所述封装箱的内顶端设有与控制器电性连接的电磁伸缩杆,所述封装箱上设有第三开口,所述第三开口内设有封装框架,所述封装框架的底端上设有若干个上胶囊软装。
14.一种食品级维生素k1微胶囊化封装工艺,包括一种食品级维生素k1微胶囊化封装装置,其特征在于,所述封装工艺包括以下步骤:
15.步骤一:将制备好的油状乳液倒入挤料机构中的保温桶内,进行挤压浓缩以及出料操作;
16.步骤二:挤料机构挤出来的细小成品微胶囊落入灌装机构上的模具台内的灌装盒内,最后落于灌装盒内的下胶囊软装内,通过转动机构带动转动板做间歇运动,从而将灌装盒移动到胶囊封装机构下方,进行上胶囊封装操作;
17.步骤三:胶囊封装完成后,继续间歇运动到自动封口机下方,对灌装盒进行封装;
18.步骤四:通过抬升机构与转动机构的配合,带动第二承重板上下运动,从而可将封装好后的灌装盒抬升到支撑平台上的第一开口处;
19.步骤五:启动推料气缸运转,将封装好的灌装盒从第一开口推到滑道上运输出去。
20.本发明的有益效果:
21.本发明结构相对简单,大大减少制作成本,缩短了加工生产线,提高生产效率,通过设有的挤料机构可对原液进行挤压浓缩的同时提高出料精准度,通过灌装机构上转动机构与抬升机构的相互配合,方便对物料进行封装操作,便于后期卸料,方便工人使用。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
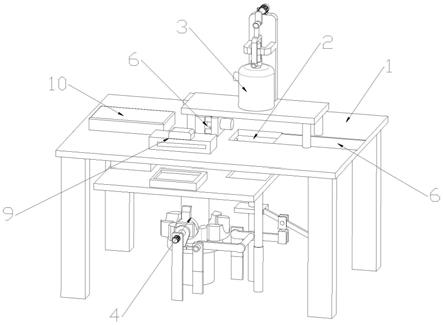
23.图1是本发明的结构示意图;
24.图2是挤料机构的结构示意图;
25.图3是挤料机构的剖视图;
26.图4是灌装机构的结构示意图;
27.图5是转动机构的结构示意图;
28.图6是第二联动组件的结构示意图;
29.图7是第一联动组件的结构示意图;
30.图8是抬升机构的结构示意图;
31.图9是胶囊封装机构的结构示意图。
32.图中标号说明:
33.1、支撑平台;2、第一开口;3、挤料机构;4、灌装机构;5、滑道;6、推料气缸;7、转动机构;8、抬升机构;9、胶囊封装机构;10、自动封口机;301、安装台;302、保温桶;303、投料口;304、挤压柱;305、连接柱;306、固定柱;307、开孔;308、第一支撑板;309、限位孔;310、第一驱动电机;311、z形杆;312、第一轴套;313、第一连接杆;314、u形件;401、转动板;402、第二开口;403、第一承重板;404、转动柱;405、第二连接杆;406、模具台;407、灌装盒;701、第一安装盘;702、弧形固定块;703、半圆形开口;704、第一联动组件;705、第二支撑板;706、第一转动轴;707、第一长板;708、第二轴套;709、t形板;710、第二联动组件;711、第三支撑板;712、第二转动轴;713、第二驱动电机;714、第二安装盘;715、弧形板;716、斜板;717、斜柱;718、锁板;719、防滑齿;801、第四支撑板;802、第五支撑板;803、第二长板;804、第一连接件;805、第二连接件;806、第三长板;807、第二承重板;808、第三连接杆;809、第一伸缩柱;810、第二伸缩柱;901、封装箱;902、控制器;903、电磁伸缩杆;904、第三开口;905、封装框架;906、上胶囊软装。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、“厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.一种食品级维生素k1微胶囊化封装装置,如图1所示,包括支撑平台1,支撑平台1的中间位置上设有第一开口2,第一开口2的上方设有挤料机构3,挤料机构3可对乳液自动进行按压挤出成细小的成品,方便使用,第一开口2的正下方设有对胶囊进行封装的灌装机构4,第一开口2的右侧设有滑道5,第一开口2的左侧设有推料气缸6,推料气缸6的两侧设有胶囊封装机构9,推料气缸6的左侧设有自动封口机10,胶囊通过挤料机构3挤出成品,通过
灌装机构4装入下胶囊软装内,然后通过胶囊封装机构9进行上胶囊软装封装,最后通过自动封口机10进行装袋封口,封装好后的胶囊通过推料气缸6推入滑道5内运走,一气呵成,减少操作步骤,加快封装的效率,方便工人操作使用。
37.如图2、图3所示,挤料机构3包括安装台301,安装台301上设有保温桶302,保温桶302上设有投料口303,保温桶302的内部设有挤压柱304,挤压柱304的顶端贯穿保温桶302连接有连接柱305,连接柱305上横向设有固定柱306,保温桶302的底端还设有若干个开孔307,开孔307开口很小,不用时通过盖板盖住,开孔307位于第一开口2的正上方,安装台301上位于保温桶302的侧端还设有第一支撑板308,第一支撑板308上设有限位孔309,连接柱305位于限位孔309内,第一支撑板308的顶端上固定设有第一驱动电机310,第一驱动电机310的输出端连接有z形杆311,z形杆311的末端活动连接有第一轴套312,第一轴套312上设有第一连接杆313,第一连接杆313的末端上设有u形件314,u形件314的末端与固定柱306活动连接,限位孔309起到限位作用,使连接柱305可一直在保温桶302内做竖直上下运动,通过第一驱动电机310带动z形杆311转动,带动挤压柱304在桶内运动,从而对乳液进行挤压,通过底部的开孔307排出,第一驱动电机310的转速可设定,使挤压柱304在桶内来回运行一次时,从开孔307内挤压出的乳液一定,刚好符合模具台406上的灌装盒407上下胶囊软装所需的量。通过挤料机构3的设置,定量出料,方便工人操作,同时挤压柱304的挤压,可使产出来的微胶囊浓缩性更好。
38.如图4-图7所示,灌装机构4包括转动板401,转动板401上设有第二开口402,第二开口402内设有第一承重板403,转动板401的底端设有转动柱404,转动柱404上配合有转动机构7,转动机构7通过第二连接杆405连接有抬升机构8,转动板401上等距设有模具台406,模具台406上设有灌装盒407,灌装盒407内设有摆好的下胶囊软装,转动机构7包括与转动柱404固定连接的第一安装盘701,第一安装盘701套设在转动柱404上,第一安装盘701上环形阵列有四个弧形固定块702,四个弧形固定块702,之间留有斜的空隙,弧形固定块702上设有半圆形开口703,半圆形开口703上配合有第一联动组件704,第一联动组件704上配合有第二联动组件710,第一联动组件704包括第二支撑板705,第二支撑板705上贯穿设有第一转动轴706,第一转动轴706的一端设有第一长板707,第一长板707通过第二连接杆405与抬升机构8连接,第一转动轴706的另一端套有第二轴套708,第二轴套708上连接有t形板709,第二联动组件710包括第三支撑板711,第三支撑板711上设有第二转动轴712,第二转动轴712的一端设有第二驱动电机713,第二转动轴712的另一端设有第二安装盘714,第二安装盘714的下半端包覆有弧形板715,弧形板715与半圆形开口703相互配合,第二安装盘714的顶端设有斜板716,斜板716上连接有斜柱717,第二转动轴712上还设有类扇形状的锁板718,锁板718与t形板709配合,锁板718的底端等距设有若干个防滑齿719,防滑齿719可增加配合时的稳定性,通过第二驱动电机713的转动,可带动第二安装盘714转动,通过弧形板715与半圆形开口703的配合,斜柱717与各弧形固定块702之间的斜逢配合,第二安装盘714转动一周,斜柱717在经过弧形固定块702之间的空隙时,会带动第一安装盘701短暂转动一次,从而带动整个转动板401转动,这样可使灌装机构4做间歇运动,方便后续的加工操作,通过第二联动组件710上设有的类扇形状的锁板718的转动以及其与t形板709配合,当弧形板715与半圆形开口703完全吻合时,锁板718刚好压住t形板709,方便后续对装置进行抬升操作。
39.如图8、图9所示,抬升机构8包括第四支撑板801与第五支撑板802,第四支撑板801上活动连接有第二长板803,第二长板803的末端活动连接有第一连接件804,第一连接件804的顶端设有第二连接件805,第二连接件805上活动连接有第三长板806,第三长板806的一端与第五支撑板802转动连接,第三长板806的另一端连接有第二承重板807,第二承重板807通过第三连接杆808与第一承重板403连接,第二承重板807的底端设有第一伸缩柱809,第一承重板403的底端设有第二伸缩柱810,由于通过锁板718与t形板709的配合,会带动第一长板707与第二长板803上下移动,配合第三长板806,可带动第二承重板807上下移动,从而将第一承重板403上的物料抬起,运走,方便卸料操作。胶囊封装机构9包括封装箱901,封装箱901的外顶端设有控制器902,封装箱901的内顶端设有与控制器902电性连接的电磁伸缩杆903,封装箱901上设有第三开口904,第三开口904内设有封装框架905,封装框架905的底端上设有若干个上胶囊软装906,封装框架905从第三开口904送入封装箱901内,通过控制器902操控电磁伸缩杆903与封装框架905连接,将上胶囊软装906与灌装盒407内的下胶囊软装相互配合,从而将微胶囊进行密封。
40.使用时,将制造好的胶囊乳液通过投料口303进入挤料机构3的保温桶302内,先用盖板将开孔307堵住,启动第一驱动电机310,带动z形杆311转动,通过第一连接杆313与u形件314的配合,可带动连接柱305在桶内上下移动,从而带动挤压柱304对乳液进行挤压,使乳液浓缩在一起,增加乳液的浓缩量,然后打开盖板,挤压柱304继续挤压,将乳液从开孔307内挤出,调节第一驱动电机310的速度,使挤压柱304在桶内来回运行一次时,从开孔307内挤压出的乳液一定,刚好符合模具台406上灌装盒407内下胶囊软装所需的量;流出来的乳液经过第一开口2流入下方的模具台406上的灌装盒407内的下胶囊软装上,此时第二联动组件710上的第二驱动电机713驱动第二安装盘714转动,通过第二安装盘714上设有斜柱717,可与各弧形固定块702之间的斜逢配合,带动第一安装盘701做间歇运动,从而带动整个转动板401间歇运动,这样,带有成品的模具台406会随着转动板401转动到胶囊封装机构9的下方进上胶囊软装封装,新的模具台406则转入第一开口2的正下方继续下一次操作,当转动板401继续间歇运动一次后,会到达自动封口机10的下方进行装袋封口操作,运行一个轮回后,封装好的胶囊模具台406又回到第一开口2的正下方,位于第一承重板403上,此时由于第一联动组件704上的t形板709与第二联动组件710类扇形状的锁板718的配合,会带动第一长板707与第二长板803一起上下运动,当t形板709与锁板718接触时,第一长板707与第二长板803上移,通过转动连接,会带动第三长板806的第二承重板807上移,这时会将第一承重板403上的模具台406顶起,暴露在支撑平台1上的第一开口2处,然后推料气缸6运动,将封装好的模具台406推到滑道5上运输出去,当t形板709与锁板718分离时,第二承重板807回下移,回到原来的位置上,进行下一回合的操作。
41.一种食品级维生素k1微胶囊化封装工艺,封装工艺包括以下步骤:
42.步骤一:将制备好的油状乳液倒入挤料机构3中的保温桶302内,进行挤压浓缩以及出料操作;
43.步骤二:挤料机构3挤出来的细小成品微胶囊落入灌装机构4上的模具台406内的灌装盒407内,最后落于灌装盒407内的下胶囊软装内,通过转动机构7带动转动板401做间歇运动,从而将灌装盒407移动到胶囊封装机构9下方,进行上胶囊封装操作;
44.步骤三:胶囊封装完成后,继续间歇运动到自动封口机10下方,对灌装盒407进行
封装;
45.步骤四:通过抬升机构8与转动机构7的配合,带动第二承重板807上下运动,从而可将封装好后的灌装盒407抬升到支撑平台1上的第一开口2处;
46.步骤五:启动推料气缸6运转,将封装好的灌装盒407从第一开口2推到滑道5上运输出去。
47.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
48.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。