1.本技术涉及电子领域,具体涉及一种陶瓷壳体、其制备方法及电子设备。
背景技术:
2.随着通信技术的发展,手机和平板电脑等移动终端已经成为了人们不可或缺的工具。消费者在面对琳琅满目的移动终端产品时,不仅需要考虑产品的功能是否满足自身需求,产品的外观也是左右消费者是否选购的重要因素之一。然而,随着移动终端的迭代,各品牌的移动终端外形逐渐趋于同质化,外观辨识度较差。陶瓷具有温润的手感和高光泽的质感,因此,常被用做高端电子设备陶瓷壳体、中框、装饰件等外观结构件中。然而,其外观目前仍然相对单一。
技术实现要素:
3.针对上述问题,本技术实施例提供一种陶瓷壳体,其具有彩色闪光效果。
4.本技术第一方面实施例提供了一种陶瓷壳体,所述陶瓷壳体具有粗糙表面,所述粗糙表面包括图案化区,所述图案化区具有纹理图案,所述纹理图案呈现结构色。
5.本技术第二方面实施例提供了一种陶瓷壳体的制备方法,其包括:
6.提供陶瓷壳体基材,所述陶瓷壳体基材具有待处理表面;
7.对所述待处理表面进行喷砂处理,以得到中间态粗糙表面;以及
8.对所述中间态粗糙表面进行图案化处理,以得到粗糙表面,所述粗糙表面具有图案化区,上图案化区具有纹理图案,所述纹理图案呈现结构色。
9.本技术第三方面实施例提供一种电子设备,其包括:
10.显示组件;
11.本技术实施例所述的陶瓷壳体,所述陶瓷壳体设置于所述显示组件的一侧;以及
12.电路板组件,所述电路板组件设置于所述陶瓷壳体与显示组件之间,且与所述显示组件电连接,用于控制所述显示组件进行显示。
13.本技术实施例的陶瓷壳体具有粗糙表面,从而使得陶瓷壳体表面具有哑光效果,还可以防止指纹残留在陶瓷壳体表面,具有防指纹效果。此外,所述粗糙表面包括图案化区,所述图案化区具有纹理图案,纹理图案呈现结构色,纹理图案使得粗糙表面的陶瓷晶粒裸露,陶瓷晶界与水平面呈一定夹角,当光线经过陶瓷晶界与陶瓷晶粒表面时,存在光程差,形成衍射效应,从而形成彩色的闪光点,从而陶瓷壳体上纹理图案呈现彩色的闪光。由此,陶瓷壳体不仅具有哑光效果,还具有彩色的低闪闪光效果。再者,相较于纹理图案形成与光面上,本技术的纹理图案形成于粗糙面,可以更好的削弱纹理图案区域的高低段差,从而使得到的陶瓷壳体具有更好的手感,此外,纹理图案形成与光面上得到的七彩闪光的可视角度有限,本技术的纹理图案形成于粗糙面,从而使得陶瓷壳体在各个方向均能看到闪光。再者,纹理图案的颜色是由于纹理图案的结构导致的肉眼上可以观看到彩色闪光,因此,即使经过长时间的使用,也不会发生褪色现象。
附图说明
14.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
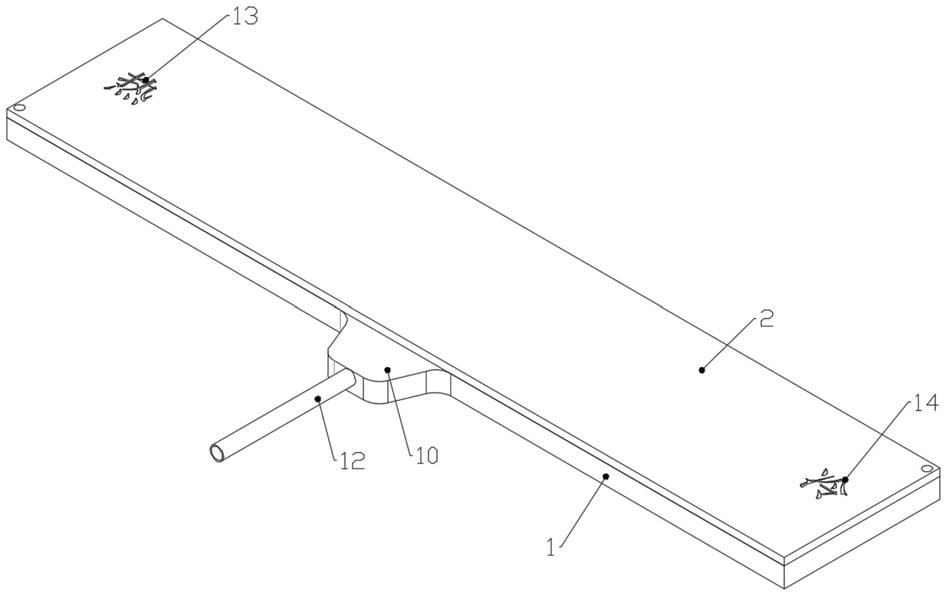
15.图1是本技术一实施例的陶瓷壳体的立体结构示意图。
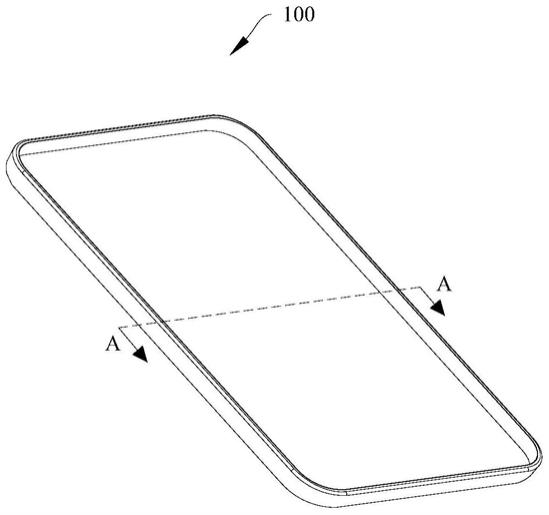
16.图2是本技术一实施例的陶瓷壳体沿图1中a-a方向的剖视结构示意图。
17.图3是本技术一实施例的陶瓷壳体的图案化区的形貌图。
18.图4是本技术一实施例的纹理图案的结构示意图。
19.图5是图2中虚线框i的放大图。
20.图6是本技术一实施例的图案化区的结构示意图。
21.图7是本技术一实施例的图案化区的形貌图。
22.图8是本技术一实施例的陶瓷壳体的制备方法流程示意图。
23.图9是本技术一实施例的陶瓷壳体的制备流程结构示意图。
24.图10是本技术一实施例的陶瓷壳体基材的制备方法流程示意图。
25.图11是本技术又一实施例的陶瓷壳体基材的制备方法流程示意图。
26.图12是本技术一实施例的中间态粗糙表面的形貌图。
27.图13是本技术一实施例的粗糙表面放大1000倍的形貌图。
28.图14是本技术一实施例的粗糙表面放大3000倍的形貌图。
29.图15是陶瓷断面陶瓷晶粒的形貌图。
30.图16是在高光陶瓷上进行镭雕的形貌图。
31.图17是本技术一实施例的镭雕的流程示意图。
32.图18是本技术又一实施例的陶瓷壳体的制备流程结构示意图。
33.图19是本技术一实施例的电子设备的结构示意图。
34.图20是本技术一实施例的电子设备的电路框图。
35.图21是本技术一实施例的电子设备的部分爆炸结构示意图。
36.图22是本技术又一实施例的电子设备的电路框图。
37.附图标记说明:
38.100-陶瓷壳体,10-粗糙表面,11-图案化区,13-非图案化区,131-凸起结构,15-纹理图案,151-纹理部,1511-弧形纹理,152-第一纹理线条,154-第二纹理线条,100
’‑
陶瓷壳体基材,10
’‑
待处理表面,10a-中间态粗糙表面,400-电子设备,410-显示组件,420-中框,430-电路板组件,431-处理器,433-存储器,450-摄像头模组,101-透光部。
具体实施方式
39.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
40.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图
在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
41.下面将结合附图,对本技术实施例中的技术方案进行描述。
42.需要说明的是,为便于说明,在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。
43.为了使陶瓷壳体的表面具有哑光效果,可以在陶瓷壳体的表面施加哑光釉料,釉料经过烧结之后,表面进行微结晶,从而形成哑光陶瓷壳体。然而,釉料的硬度比陶瓷壳体的硬度低很多,这会大大降低陶瓷壳体的抗划伤能力。
44.此外,还可以在高光陶瓷壳体上通过激光镭雕,在陶瓷产品表面经过两次激光,以使陶瓷壳体表面形成哑光表面,从而使陶瓷壳体表面具有哑光效果。然而,这种方法形成的哑光表面形成密集的镭雕痕迹,光面位置与镭雕位置的段差较大,手感生涩。
45.此外,还可以在高光陶瓷壳体的表面采用喷砂设备进行喷砂,以形成哑光陶瓷壳体,但是喷砂得到的哑光陶瓷壳体的表面无光泽,影响陶瓷壳体的视觉效果。
46.鉴于此,本技术实施例提供一种陶瓷壳体100,本技术的陶瓷壳体100可以应用于手机、平板电脑、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。本技术实施例的陶瓷壳体100可以为2d结构、2.5d结构、3d结构等。本技术的陶瓷壳体100可以为电子设备的中框、后盖(电池盖)、装饰件等。在本技术的下列实施例中,陶瓷壳体100以手机的后盖为例进行详细说明,不应理解为对本技术陶瓷壳体100的限制。
47.请参见图1至图3,本技术实施例提供一种陶瓷壳体100,所述陶瓷壳体100具有粗糙表面10,所述粗糙表面10包括图案化区11,所述图案化区11具有纹理图案15,所述纹理图案15呈现结构色。
48.所述陶瓷壳体100具有粗糙表面10,可以为,陶瓷壳体100的所有表面均为粗糙表面10;还可以为,陶瓷壳体100的一个或多个表面为粗糙表面10;还可以为,陶瓷壳体100的其中一个表面中的一部分表面为粗糙表面10。
49.所述粗糙表面10包括图案化区11,可以为整个粗糙表面10都为图案化区11;也可以为粗糙表面10的一部分表面为图案化区11,也就是说,此时,粗糙表面10的另一部分表面不具有纹理图案15。
50.可选地,纹理图案15可以为但不限于为一条条平行排列的纹理线条、动物图案、花朵图案等。纹理图案15的图样及类型可以根据所需要实现的视觉效果进行设计,本技术说明书及附图示意仅仅是其部分纹理图案15的表现形式,不应理解为对本技术实施例的陶瓷壳体100的限定。
[0051]“结构色(structural colour)”又称物理色(physical colour),是一种由光的波长引发的光泽。纹理图案15的细微结构,使光波发生折射、漫反射、衍射或干涉而产生的各种颜色。
[0052]
结构色包括红色、橙色、黄色、绿色、蓝色、青色、紫色等颜色中的至少一种。在一具体实施例中,结构色呈彩虹的七彩颜色。
[0053]
本技术实施例的陶瓷壳体100具有粗糙表面10,从而使得陶瓷壳体100表面具有哑光效果,还可以防止指纹残留在陶瓷壳体100表面,具有防指纹效果。此外,所述粗糙表面10
包括图案化区11,所述图案化区11具有纹理图案15,纹理图案15呈现结构色,纹理图案15使得粗糙表面10的陶瓷晶粒裸露,陶瓷晶界与水平面呈一定夹角,当光线经过陶瓷晶界与陶瓷晶粒表面时,存在光程差,形成衍射效应,从而形成彩色的闪光点,从而陶瓷壳体100上纹理图案15呈现彩色的闪光。由此,陶瓷壳体100不仅具有哑光效果,还具有彩色的低闪闪光效果。再者,相较于纹理图案15形成与光面上,本技术的纹理图案15形成于粗糙面,可以更好的削弱纹理图案15区域的高低段差,从而使得到的陶瓷壳体100具有更好的手感,此外,纹理图案15形成与光面上得到的七彩闪光的可视角度有限,本技术的纹理图案15形成于粗糙面,从而使得陶瓷壳体100在各个方向均能看到闪光。再者,纹理图案15的颜色是由于纹理图案15的结构导致的肉眼上可以观看到彩色闪光,因此,即使经过长时间的使用,也不会发生褪色现象。
[0054]
术语“陶瓷晶界”指材料中不同取向陶瓷晶粒的接触区域。
[0055]
可选地,陶瓷壳体100可以包括陶瓷材料;陶瓷壳体还可以包括陶瓷材料及热塑性树脂。换言之,陶瓷壳体100可以为陶瓷材料烧结形成的陶瓷壳体;还可以为陶瓷材料与热塑性树脂组成的纳米合晶瓷陶瓷壳体100。当陶瓷壳体100为仅包括陶瓷材料时,其硬度更高,当陶瓷壳体100为纳米合晶瓷陶瓷壳体100时,其制备工艺要求相对较低(不需要高温烧结)。
[0056]
可选地,陶瓷壳体100的厚度为0.3mm至1mm;具体地,陶瓷壳体100的厚度可以为但不限于为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm等。当陶瓷壳体100太薄时,不能很好的起到支撑和保护作用,且机械强度不能很好的满足电子设备陶瓷壳体100的要求,当陶瓷壳体100的太厚时,则增加电子设备的重量,影响电子设备的手感,用户体验不好。
[0057]
本技术实施例中,当涉及到数值范围a至b时,如未特别指明,均表示包括端点数值a,且包括端点数值b。例如,上述陶瓷壳体100的厚度为0.3mm至1mm,表示,陶瓷壳体100的厚度可以为0.3mm至1mm之间的任意数值,包括端点0.3mm及端点1mm。
[0058]
可选地,所述陶瓷壳体100的原料组分可以包括陶瓷粉体。可选地,所述陶瓷粉体包括氧化锆、氧化铝、二氧化硅、二氧化钛、氮化硅、氧化镁、氧化铬、氧化铍、五氧化二钒、三氧化二硼、尖晶石、氧化锌、氧化钙、莫来石、钛酸钡中的至少一种。在一具体实施例中,陶瓷粉体为氧化锆粉体,陶瓷壳体100为氧化锆陶瓷壳体100。
[0059]
在一些实施例中,所述陶瓷壳体100的原料组分还包括粘合剂。可选地,所述粘结剂为环氧类粘结剂、聚醚类粘结剂中的至少一种。需要说明的是,粘合剂的分解或挥发温度低于排胶时的温度,以便粘合剂可以在进行排胶时,通过分解或挥发完全排除,避免粘合剂的残留,使得在烧结的过程中,在陶瓷壳体100上残留孔洞,降低形成的陶瓷壳体100的机械强度,影响陶瓷壳体100的外观等。可选地,在所述陶瓷壳体100的原料组分中,所述粘合剂的重量百分比的范围为3%至5%。具体地,粘合剂的重量百分比可以为但不限于为3%、3.5%、4%、4.5%、5%等。粘合剂的含量太少,则进行成型时,陶瓷生坯不用成型。粘合剂的含量太多,则陶瓷生坯进行排胶时,需要较长的排胶时间,排胶时间过程,容易在制得的陶瓷壳体100中残留气孔,影响陶瓷壳体100的机械性能和外观效果。当粘合剂的重量百分比为3%至5%之间时,既可以是陶瓷生坯较好的成型,又可以具有较为合适的排胶时间,避免制得的陶瓷壳体100残留气泡。
[0060]
在一些实施例中,所述陶瓷壳体100的原料组分还包括分散剂,所述分散剂用于粘合剂及陶瓷粉体可以更均匀的混合,混合后的混合体系更稳定。分散剂可以为但不限于为液体石蜡等。在所述陶瓷壳体100的原料组分中,分散剂的重量百分比的范围为1%至5%,具体地,可以为但不限于为1%、2%、3%、4%、5%等。需要说明的是,分散剂的分解或挥发温度低于排胶时的温度,以便分散剂可以在进行排胶时,通过分解或挥发完全排除,避免分散剂的残留,使得在烧结的过程中,在陶瓷壳体100上残留孔洞,降低形成的陶瓷壳体100的机械强度,影响陶瓷壳体100的外观等。
[0061]
在一些实施例中,所述陶瓷壳体100的原料组分还包括色料。所述色料用于使所述陶瓷壳体100具有彩色图案或色彩,从而使得陶瓷壳体100具有彩色图案或色彩,例如青花瓷的花纹和色彩等。通过控制色料的色彩及配比,可以使得陶瓷壳体100呈现出不同的外观效果,从而使得陶瓷壳体100呈现出不同的外观效果。可选地,色料可以为无机色料。可选地,无机色料可以为但不限于为氧化铁、氧化钴、氧化锰等。在所述陶瓷壳体100的原料组分中,色料的重量百分比的范围为3%至10%,具体地,可以为但不限于为3%、4%、5%、6%、7%、8%、9%、10%等。
[0062]
在一些实施例中,当陶瓷壳体100为纳米合晶瓷陶瓷壳体100时,所述陶瓷壳体100的原来组分还包括热塑性树脂,所述热塑性树脂可以为但不限于为聚苯硫醚、聚砜、聚醚砜、聚醚酮、聚碳酸酯、聚酰胺、聚甲基丙烯酸甲酯等中的至少一种。纳米合晶瓷陶瓷壳体100可以通过流延、注塑、模压等成型方式进行生坯成型后,再通过热处理、温等静压等工艺后,得到纳米合金瓷陶瓷壳体100。
[0063]
可选地,所述陶瓷壳体100具有至少一种颜色。进一步地,所述陶瓷壳体100具有至少两种颜色。具体地,所述陶瓷壳体100可以具有1种、2种、3种、4种、5种、6种、7种、8种等。这样可以使得陶瓷壳体100具有彩色图案。可选地,所述陶瓷壳体100可以具有红色、白色、灰色、蓝色、橙色、黄色、绿色、紫色、粉色等中的至少一种。需要说明的是,这里所述的陶瓷壳体100的颜色是由于添加色料之后,以使得陶瓷壳体100所具有的颜色,与上述纹理图案所呈现的结构色不同。本技术的陶瓷壳体100即使为透明陶瓷壳体(未添加色料)或者为白色等浅色系颜色,在具有本技术实施例的纹理图案15的结构的情况下,也可以呈现彩色低闪闪光效果。
[0064]
可选地,所述陶瓷粉体的平均粒径d的范围为0.2μm≤d≤0.8μm。具体地,陶瓷粉体的平均粒径可以为但不限于为0.2μm、0.3μm、0.4μm、0.5μm、0.6μm、0.7μm、0.8μm。陶瓷粉体的粒径太小,增加制备难度,从而增加了成本,当陶瓷粉体的粒径小到纳米级别时,陶瓷粉体容易团聚形成大颗粒,会降低制得的陶瓷壳体100的机械强度;当陶瓷粉体的粒径过大时,例如大于0.8μm,在进行生坯成型时,容易残留间隙和气泡,也会降低制得的陶瓷壳体100的机械强度。因此,当陶瓷粉体的粒径范围为0.2μm至0.8μm时,既可以使制得的陶瓷壳体100具有较好的机械强度,又具有较低的制备成本。“平均粒径”指陶瓷粉体所有颗粒粒径的平均值。
[0065]
可选地,本技术的陶瓷壳体100的维氏硬度可以为但不限于为1200hv至1400hv。具体地,可以为但不限于为1200hv、1230hv、1250hv、1280hv、1300hv、1320hv、1350hv、1380hv、1400hv等。陶瓷壳体100的维氏硬度越高,得到的陶瓷壳体100的硬度越高。
[0066]
在一些实施例中,粗糙表面10均被图案化,换言之,粗糙表面10仅包括图案化区
11。在另一些实施例中,粗糙表面10还包括非图案化区13,非图案化区13与图案化区11相连,即粗糙表面10包括图案化区11及非图案化区13。
[0067]
在一些实施例中,由于图案化区11是在非图案化区13表面微结构的基础上进行镭雕后形成的纹理图案15后形成的,因此,图案化区11的粗糙度ra1大于非图案化区13的粗糙度ra2。进行镭雕后,陶瓷的陶瓷晶粒裸露,陶瓷晶界与水平面呈一定夹角,当光线经过陶瓷晶界与陶瓷晶粒表面时,存在光程差,形成衍射效应,因此,图案化区11的光泽度g1大于非图案化区13的光泽度g2。
[0068]
可选地,所述图案化区11的粗糙度ra1的范围为0.05μm≤ra1≤1.0μm。进一步地,所述图案化区11的粗糙度ra1的范围为0.6μm≤ra1≤0.8μm。具体地,所述图案化区11的粗糙度ra1可以为但不限于为0.05μm、0.1μm、0.2μm、0.3μm、0.4μm、0.5μm、0.6μm、0.7μm、0.8μm、0.9μm、1.0μm等。所述图案化区11的粗糙度太小如低于0.05μm,则所述图案化区11的接近高光镜面效果,无法形成低闪效果;所述图案化区11的粗糙度太高则手持触感不佳,并且容易在所述图案化区11的表面藏污纳垢,不利于清洁,此外,粗糙度太大,难以呈现闪光效果。
[0069]
可选地,所述图案化区11的光泽度g1的范围为3gu≤g1≤30gu(60
°
角测试)。进一步地,所述图案化区11的光泽度g1的范围为3.5gu≤g1≤8.5gu。具体地,所述图案化区11的光泽度g1可以为但不限于为3gu、5gu、8gu、10gu、15gu、17gu、20gu、23gu、25gu、28gu、30gu等。当所述图案化区11的光泽度低于3gu时,得到的陶瓷壳体100表面暗淡、无光泽,影响陶瓷壳体100的视觉效果,当所述图案化区11的度大于30gu时,光泽度过高,不利于陶瓷壳体100表面形成低闪的彩色纹理。当所述粗糙表面10的平均光泽度处于这个范围时,可以使陶瓷壳体100在具有一定光泽度的同时,形成具有哑光且具有低闪的彩色纹理图案15,从而具有更好的质感和视觉效果。
[0070]
可选地,所述非图案化区13的粗糙度ra2的范围为0.04μm≤ra2≤0.8μm;换言之,图案化处理前的表面的粗糙度ra2的范围为0.04μm≤ra2≤0.8μm。进一步地,所述非图案化区13的粗糙度ra2的范围为0.2μm≤ra2≤0.6μm。具体地,所述非图案化区13的粗糙度ra2可以为但不限于为0.04μm、0.08μm、0.1μm、0.2μm、0.3μm、0.4μm、0.5μm、0.6μm、0.7μm、0.8μm。所述非图案化区13的粗糙度太小如低于0.04μm,则所述非图案化区13的接近高光镜面效果,则进行镭雕形成图案化区11后,无法形成低闪效果;所述非图案化区13的粗糙度太高则手持触感不佳,并且容易在所述图案化区11的表面藏污纳垢,不利于清洁,此外,粗糙度太大,镭雕后,难以呈现闪光效果。
[0071]
可选地,所述非图案化区13的光泽度g2(60
°
角测试)的范围2.0gu≤g2≤20gu。换言之,图案化处理前的所述表面的光泽度g2的范围2.0gu≤g2≤20gu。进一步地,所述非图案化区13的光泽度g2的范围2.0gu≤g2≤6.5gu。具体地,所述非图案化区13的光泽度可以为但不限于为2.0gu、4gu、6gu、8gu、10gu、12gu、14gu、16gu、18gu、20gu等。当图案化前粗糙表面10的平均光泽度太低时,得到的陶瓷壳体100表面暗淡、无光泽,影响陶瓷壳体100的视觉效果,当图案化前粗糙表面10的光泽度太高时,光泽度过高,不利于陶瓷壳体100表面形成低闪的彩色纹理。当所述粗糙表面10的平均光泽度处于这个范围时,可以使陶瓷壳体100在具有一定光泽度的同时,形成具有哑光且具有低闪的彩色纹理图案15,从而具有更好的质感和视觉效果。
[0072]
请参见图4,在一些实施例中,所述纹理图案15包括多个纹理部151,所述纹理部
151位线状凹陷结构,每个所述纹理部151的底壁上具有多个弧形纹理1511,所述多个弧形纹理1511沿着所述纹理部151的延伸方向依次排列,多个弧形纹理1511的开口朝向相同,所述多个弧形纹理1511中至少部分弧形纹理1511的曲率相等。这样使得形成纹理部151的底壁上具有由多个弧形纹理1511组成高低不平的多层结构,当可见光入射至该纹理部151上时,多层结构之间(陶瓷晶界/陶瓷晶粒/陶瓷晶界)产生多次折射,从而形成类似光衍射花纹的彩色闪光效果。
[0073]
所述纹理图案15包括多个纹理部151,可以为多个纹理部151按预设规律延伸、排布,形成所述纹理图案15,又换言之,纹理图案15由多个纹理部151沿预设规律排布形成。多个弧形纹理1511的开口朝向相同,可以为多个弧形纹理1511朝向同一侧弯曲。
[0074]
所述多个弧形纹理1511中的至少部分弧形纹理1511的曲率相等,可以为所述多个弧形纹理1511的曲率均相等,还可以为部分弧形纹理1511具有一个曲率,另一部分弧形纹理1511具有另一个不同的曲率。
[0075]
可选地,纹理部151为凹陷部,纹理图案15为凹陷纹理图案15。凹陷纹理图案15可以通过镭雕等雕刻工艺形成。
[0076]
在一具体实施例中,纹理部151为线状纹理,所述线状纹理包括多个点状纹理,多个点状纹理依次排列,任意相邻的两个纹理部151分交叠,以形成具有多个弧形纹理1511依次排列的结构。通过多个点状纹理的叠加,从而从层具有高低不平的多层结构的纹理部151,从而使得纹理图案15呈现色彩斑斓的结构色,从而具有彩色闪光效果。
[0077]
在一些实施例中,弧形纹理1511为半弧形,弧形纹理1511的曲率半径为5μm至50μm之间;具体地,弧形纹理1511的曲率半径可以为但不限于为5μm、10μm、20μm、30μm、40μm、50μm。
[0078]
请一并参见图5,在一些实施例中,所述纹理部151在所述粗糙表面10的正投影的最短距离w1的范围为10μm≤w1≤100μm。换言之,所述纹理部151在所述粗糙表面10的正投影的最小宽度的范围为10μm≤w1≤100μm。换言之,沿垂直于纹理部151的延伸方向,弧形纹理1511的长度的范围为10μm≤w1≤100μm。进一步地,所述纹理部151在所述粗糙表面10的正投影的最短距离w1的范围为60μm≤w1≤80μm。具体地,所述纹理部151在所述粗糙表面10的正投影的最短距离w1可以为但不限于为10μm、20μm、30μm、40μm、50μm、60μm、62μm、64μm、68μm、70μm、72μm、74μm、78μm、80μm、90μm、100μm等。
[0079]
应该理解,当纹理部151为线状纹理时,所述纹理部151在所述粗糙表面10的正投影的最短距离w为纹理部151的线宽,即纹理部151的线宽为10μm≤w1≤100μm,进一步地,纹理部151的线宽可以为60μm≤w1≤80μm。
[0080]
在一些实施例中,沿垂直于所述粗糙表面10方向上,所述纹理部151的深度h1的范围为1μm≤h1≤50μm。进一步地,沿垂直于所述粗糙表面10方向上,所述纹理部151的深度h1的范围为4μm≤h1≤15μm。又进一步地,沿垂直于所述粗糙表面10方向上,所述纹理部151的深度h1的范围为10μm≤h1≤15μm。具体地,h1可以为但不限于为1μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm、50μm。纹理部151的深度太浅,难以形成具有多条弧形纹理1511的多层结构,影响陶瓷壳体100的彩色闪光效果;镭雕过程中,会让陶瓷产生微裂纹,纹理部151的深度太深,则会影响陶瓷壳体100的强度。
[0081]
请参见图6及图7,在一具体实施例中,所述多个纹理部151包括多条第一纹理线条152及多条第二纹理线条154,也就是说,所述纹理图案15包括多条第一纹理线条152及多条第二纹理线条154,所述第一纹理线条152与所述第二纹理线条154相交,所述多条第一纹理线条152沿第一方向延伸,沿第二方向排列,所述多条第一纹理线条152相互平行,所述第一纹理线条152的线宽为60μm至80μm,任意相邻两条所述第一纹理线条152的间距为60μm至80μm;所述多条第二纹理线条154沿第二方向延伸,沿第二方向排列,所述多条第二纹理线条154相互平行,所述第二纹理线条154的线宽为60μm至80μm,任意相邻两条所述第二纹理线条154的间距为60μm至80μm。可选地,所述第一纹理线条152与所述第二纹理线条154垂直。这样可以使得图案化区11形成整面较为均匀的七彩闪光点。
[0082]
请再次参见图2,在一些实施例中,所述非图案化区13具有多个紧密排布凸起结构131。换言之,凸起结构131紧密排列,以使得非图案化区13形成粗糙表面10。
[0083]
请再次参见图5,可选地,沿垂直于所述粗糙表面10方向上,所述凸起结构131的最大高度h2的范围为10μm≤h2≤23μm。换言之,粗糙表面10(非图案化区13)的高低段差的范围为10μm至23μm。具体地,h2可以为但不限于为10μm、12μm、14μm、16μm、18μm、20μm、22μm、23μm等。当凸起结构131的最大高度h2小于10μm时,则所述非图案化区13的接近高光镜面效果,则进行镭雕形成图案化区11后,无法形成低闪效果;凸起结构131的最大高度h2高于23μm时,所述非图案化区13的粗糙度太高则手持触感不佳,并且容易在所述图案化区11的表面藏污纳垢,不利于清洁,此外,粗糙度太大,镭雕后,难以呈现闪光效果。
[0084]
可选地,所述凸起结构131在所述粗糙表面10的正投影的最大距离w2的范围为4μm≤w2≤28μm。换言之,所述凸起结构131的最大宽度w2的范围为4μm≤w2≤28μm。具体地,w2可以为但不限于为4μm、6μm、8μm、10μm、12μm、14μm、16μm、18μm、20μm、22μm、24μm、26μm、28μm等。
[0085]
请参见图8及图9,本技术实施例还提供一种陶瓷壳体100的制备方法,其包括:
[0086]
s201,提供陶瓷壳体基材100’,所述陶瓷壳体基材100’具有待处理表面10’;
[0087]
s202,对所述待处理表面10’进行喷砂处理,以得到中间态粗糙表面10a;以及
[0088]
s203,对所述中间态粗糙表面10a进行图案化处理,以得到粗糙表面10,所述粗糙表面10具有图案化区11,所述图案化区11具有纹理图案15,其中,所述纹理图案15呈现结构色。
[0089]
本实施例与上述实施例相同的特征部分请参见上述实施例对应特征部分的描述,在此不再赘述。
[0090]
本技术的制备方法先对陶瓷壳体基材100’的待处理表面10’进行喷砂处理,以在陶瓷壳体基材100’上形成中间态粗糙表面10a,中间态粗糙表面10a使得陶瓷壳体100的表面具有哑光效果,还可以防止指纹残留在陶瓷壳体100表面,具有防指纹效果。接着在中间态粗糙表面10a上进行图案化处理,形成纹理图案15,纹理图案15呈现结构色,图案化处理使得陶瓷壳体100表面的陶瓷晶粒裸露,陶瓷晶界与水平面呈一定夹角,当光线经过陶瓷晶界与陶瓷晶粒表面时,存在光程差,形成衍射效应,从而形成彩色的闪光点,从而陶瓷壳体100上纹理图案15呈现彩色的闪光。由此,使得得到的陶瓷壳体100不仅具有哑光效果,还具有彩色的低闪闪光效果。相较于在光面上进行图案化处理,本技术的制备方法在中间态粗糙表面10a上进行图案化处理,可以更好的削弱纹理图案15区域的高低段差,从而使得到的
陶瓷壳体100具有更好的手感。还有,在光面上进行图案化处理得到的七彩闪光的可视角度有限,本技术的制备方法在中间态粗糙表面10a上进行图案化处理,从而使得陶瓷壳体100在各个方向均能看到闪光。再者,纹理图案15的颜色是由于纹理图案15的结构导致的肉眼上可以观看到彩色闪光,因此,即使经过长时间的使用,也不会发生褪色现象。
[0091]
请参见图10,在一些实施例中,步骤s201中,所述提供陶瓷壳体基材100’包括:
[0092]
s2011,将陶瓷粉体与粘结剂混合,进行造粒,以得到粒料;
[0093]
具体地,按照预设重量比分别称取陶瓷粉体及粘结剂,将陶瓷粉体与粘结剂混合均匀,采用造粒设备进行造粒,得到粒料。关于陶瓷粉体的详细描述请参见上述实施例对应部分的描述,在此不再赘述。当陶瓷壳体基材100’的原料组分还包括分散剂、色料等时,进行造粒前,该制备方法还包括将分散剂、色料等与陶瓷粉体及粘合剂混合。
[0094]
可选地,所述粒料的目数的范围为40目至100目。具体地,粒料的目数可以为但不限于为40目、50目、60目、70目、80目、90目、100目等。换言之,粒料的粒径的范围为150μm至380μm;具体地,粒料的粒径可以为但不限于为150μm、180μm、200μm、220μm、250μm、280μm、300μm、330μm、350μm、380μm等。粒料的粒径太小,增加制备难度,从而增加了成本,当粒料的粒径小到纳米级别时,粒料容易团聚形成大颗粒,会降低制得的陶瓷壳体100的机械强度;当粒料的粒径过大时,例如大于0.8μm,在进行生坯成型时,容易残留间隙和气泡,也会降低制得的陶瓷壳体100的机械强度。因此,当粒料的粒径范围为0.2μm至0.8μm时,既可以使制得的陶瓷壳体100具有较好的机械强度,又具有较低的制备成本。
[0095]
可选地,所述粒料的bet比表面积为6m2/g至10m2/g。具体地,所述粒料的bet比表面积可以为但不限于为6m2/g、6.5m2/g、7m2/g、7.5m2/g、8m2/g、8.5m2/g、9m2/g、9.5m2/g、10m2/g等。比表面积越大,粒料越小,粒料容易团聚形成大颗粒,会降低制得的陶瓷壳体100的机械强度;比表面积越小,粒料越大,在进行生坯成型时,容易残留间隙和气泡,也会降低制得的陶瓷壳体100的机械强度。
[0096]
可选地,在所述粒料中,粘合剂的重量百分比的范围为3%至5%。关于陶瓷粉体与粘合剂的详细描述,请参见上述实施例对应部分的描述。
[0097]
s2012,采用所述粒料进行成型,以得到生坯;以及
[0098]
可选地,采用所述粒料,通过模压成型、注塑成型、流延成型等成型工艺中的至少一种进行成型,以得到所述生坯。
[0099]
在一具体实施例中,采用模压成型工艺进行成型,所述采用所述粒料进行成型,以得到生坯,包括:于常温,模压的压力的范围为10mpa至15mpa下,进行模压成型,保压10s至20s,以得到生坯。
[0100]
可选地,模压成型的压力的范围可以为10mpa、11mpa、12mpa、13mpa、14mpa、15mpa等。模压的压力太小,影响得到的生坯的致密性,甚至无法成为具有完整外形的生坯,模压的压力越大,形成生坯越致密,有利于提高制得的陶瓷壳体基材100’的机械性能,但是,模压的压力太大,提高了设备的要求。
[0101]
可选地,保压的时间可以为10s、12s、14s、16s、18s、20s等。保压的时间越大,形成的生坯的致密性、成型情况越好,但是保压时间太长,影响生产效率。
[0102]
在另一些实施例中,还可以将所述粒料置于注塑机中,采用注塑成型的方式制得生坯。
[0103]
在又一些实施例中,将陶瓷壳体基材100’的原料组分混合,制成浆料,采用流延机,进行流延成型,制得生坯。需要说明的是,当采用流延成型进行流延,制备生坯时,不需要进行造粒。
[0104]
s2013,将所述生坯进行排胶,并进行第二烧结,得到陶瓷壳体基材100’。
[0105]
可选地,所述生坯进行逐步升温800℃至950℃进行排胶,排胶时间的范围为2h至3h,以使所述生坯中的粘合剂通过挥发或分解等方式排除;以及于常压,1350℃至1500℃下,进行第二烧结,所述第二烧结的时间的范围为8h至10h。当陶瓷壳体100的原料组分还包括分散剂时,分散剂在排胶时也会发生分解或挥发,从而排除。
[0106]
可选地,所述排胶的温度为800℃至950℃,具体地,可以为但不限于为800℃、820℃、840℃、860℃、880℃、900℃、920℃、940℃、950℃等。排胶的温度过低,则粘合剂排除时间过长,影响生产效率,甚至无法完全排除,易使得进行烧结时,在陶瓷壳体100上留下气孔,影响得到的陶瓷壳体100的机械强度,排胶的温度过高,粘合剂分解或挥发太剧烈,容易在胚体中残留气泡,影响制得的陶瓷壳体100的机械强度,此外,排胶温度过高,陶瓷可能过早发生结晶,也会使陶瓷壳体100的机械强度降低。
[0107]
可选地,所述排胶的时间为2h至3h,具体地,可以为但不限于为120min、130min、140min、150min、160min、170min、180min等。排胶的时间过短,则排胶不完全,易使制得的陶瓷壳体100中残留气泡,排胶的时间过短,影响生产效率。
[0108]
可选地,第二烧结的温度的范围为1350℃至1500℃;具体地,可以为但不限于为1350℃、1380℃、1400℃、1420℃、1450℃、1480℃、1500℃等。第二烧结的温度太低,则陶瓷壳体100没有成瓷;第二烧结的温度太高,则容易造成过烧,影响制得的陶瓷壳体100的机械强度。
[0109]
可选地,第二烧结的时间的范围为8h至10h;具体地,可以为但不限于为8h、8.5h、9h、9.5h、10h等。生坯烧结的时间太长,容易让陶瓷晶粒生长过大,不利于提高陶瓷壳体100的机械强度,生坯烧结的时间过短,陶瓷粉体之间的致密性不够,容易存在成瓷不充分,也会影响制得的陶瓷壳体100的机械强度。
[0110]
本实施例与上述实施例相同的特征部分请参见上述实施例对应特征部分的描述,在此不再赘述。
[0111]
请参见图11,在一些实施例中,步骤s201中,所述提供陶瓷壳体基材100’包括:
[0112]
s2011a,将陶瓷粉体与粘结剂混合,进行造粒,以得到粒料;
[0113]
s2012a,采用所述粒料进行成型,以得到生坯;
[0114]
s2013a,将所述生坯进行排胶,并进行第二烧结,以及
[0115]
关于s2011a至s2013a的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
[0116]
s2014a,进行机械加工(cnc加工)及第一抛光,以得到陶瓷壳体基材100’。
[0117]
可选地,对烧结后的样品的表面进行机械加工,再进行研磨抛光(即第一抛光)处理,以得到高光状态的陶瓷壳体基材100’。
[0118]
可选地,所述陶瓷壳体基材100’的粗糙度ra3的范围为5nm至25nm,具体地,可以为但不限于为5nm、8nm、10nm、13nm、15nm、18nm、20nm、23nm、25nm等。
[0119]
可选地,所述陶瓷壳体基材100’表面的光泽度(60
°
角测试)为130gu至160gu。具体
地,陶瓷壳体基材100’的光泽度可以为但不限于为130gu、135gu、140gu、145gu、150gu、155gu、160gu等。
[0120]
本实施例与上述实施例相同的特征部分请参见上述实施例对应特征部分的描述,在此不再赘述。
[0121]
在一些实施例中,步骤s202中,所述对所述待处理表面10’进行喷砂处理,以得到中间态粗糙表面10a,包括:
[0122]
利用喷砂设备,采用目数为100目至5000目的砂粒,于喷砂压力的范围为0.1mpa至10mpa,对所述待处理表面10’进行喷砂处理,以得到中间态粗糙表面10a,得到的中间态粗糙表面10a的形貌图如图12所示。在高光陶瓷壳体基材100’的表面进行喷砂处理,可以在陶瓷壳体基材100’的表面形成具有多个凸起结构131的中间态粗糙表面10a,从而使得中间态粗糙表面10a呈现哑光效果,还可以降低图案化处理后,纹理图案15区域的高低段差,使得得到的陶瓷壳体100具有更好的手感。
[0123]
可选地,所述中间态粗糙表面10a具有多个紧密排布的凸起结构131。所述中间态粗糙表面10a的粗糙度的范围为0.04μm≤ra2≤0.8μm,所述中间态粗糙表面10a的光泽度g2的范围2.0gu≤g2≤20gu。关于凸起结构131的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
[0124]
可选地,所述砂粒包括sic砂、刚玉砂、氧化锆砂、石英砂中的至少一种。在一具体实施例中,砂粒为刚玉砂,刚玉砂的硬度较高,喷砂过程中,不易破碎。
[0125]
可选地,所述砂粒的形状包括球形、棱锥形中的至少一种。相较于棱锥形,采用球形砂粒进行喷砂处理,得到的中间态粗糙表面10a更为光滑,手感更好。
[0126]
砂粒的目数为100目至5000目。进一步地,砂粒的目数为800目至1500目。具体地,砂粒的目数可以为但不限于为100目、300目、500目、800目、1000目、1200目、1200目、1500目等。砂粒的目数太大,砂粒粒径小,得到的中间态粗糙表面10a的粗糙度小,接近高光镜面效果,则进行镭雕形成图案化区11后,无法形成低闪效果;砂粒的目数小,砂粒粒径大,得到的中间态粗糙表面10a的粗糙度大,则手持触感不佳,并且容易在所述图案化区11的表面藏污纳垢,不利于清洁,此外,粗糙度太大,镭雕后,难以呈现闪光效果。
[0127]
喷砂的压力的范围为0.1mpa至10mpa。进一步地,所述喷砂的压力的范围为0.6mpa至1.2mpa。具体地,砂粒的目数可以为但不限于为0.1mpa、0.3mpa、0.6mpa、0.8mpa、1mpa、1.2mpa、2mpa、4mpa、6mpa、8mpa、10mpa等。喷砂压力太大,容易在陶瓷壳体基材100’的表面产生陶瓷裂片,喷砂的压力太小,则延长了生产时间,降低了生产效率。
[0128]
在一些实施例中,喷砂设备包括喷嘴,所述进行喷砂处理时,喷嘴与所述待处理表面10’的垂直距离的范围为10cm至50cm。进一步地,所述进行喷砂处理时,喷嘴与所述待处理表面10’的垂直距离的范围为25cm至35cm。具体地,所述进行喷砂处理时,喷嘴与所述待处理表面10’的垂直距离可以为但不限于为10cm、15cm、20cm、25cm、30cm、35cm、40cm、45cm、50cm等。喷嘴与待处理表面10’的距离太近,容易在陶瓷壳体基材100’的表面产生陶瓷裂片,喷嘴与待处理表面10’的距离太远,则延长了生产时间,降低了生产效率。
[0129]
在一些实施例中,步骤s203中,所述对所述中间态粗糙表面10a进行图案化处理,以得到粗糙表面10,包括:采用激光,所述对所述中间态粗糙表面10a进行图案化处理,以得到粗糙表面10。
[0130]
进一步地,步骤s203中,所述对所述中间态粗糙表面10a进行图案化处理,以得到粗糙表面10,包括:采用波长为1000nm至1300nm的红外纳秒激光在所述中间态粗糙表面10a上进行镭雕,以在所述中间态粗糙表面10a上形成纹理图案15,得到粗糙表面10。进行镭雕后的粗糙表面10的形貌图如图13及图14所示。
[0131]
采用激光进行镭雕,激光的光斑通常为圆形光斑,一个个圆形光斑打在中间态粗糙表面10a上,会在中间态粗糙表面10a上形成一个个类似u形上凹槽(圆柱形底部为半圆形的结构),并时陶瓷壳体100的陶瓷晶粒裸露(例如陶瓷晶粒,陶瓷晶粒形貌图如图15所示),当采用激光进行连续镭雕时,则会形成一个个u形凹槽叠加后的组成的线条,从而使得形成的纹理图案15的底壁上形成沿着线条延伸方向依次排列的多个弧形纹理1511,且多个弧形纹理1511的开口朝向相同,从而使得纹理图案15具有高低不平的多层结构,当可见光入射至该纹理部151上时,多层结构之间(陶瓷晶界/陶瓷晶粒/陶瓷晶界)产生多次折射,从而形成类似光衍射花纹的彩色闪光效果。由于镭雕时在具有凸起结构131的粗糙面上进行的,因此,镭雕形成的弧形纹理1511会被凸起结构131所阻隔,形成被打断的弧形纹理1511,弧形纹理1511的尺寸很小,因此采用现有的设备难以拍到具有清晰弧形纹理1511的图片。附图16为在高光陶瓷表面上,采用红外纳秒激光镭雕得到的形貌图,该形貌图上可以清晰看到一个个依次排列的弧形纹理1511。在高光陶瓷表面进行镭雕,得到的陶瓷壳体具有高闪七彩闪光,但是其闪光可视角度有限,从图16以及得到的七彩闪光都可以用来印证本技术的方案得到的纹理图案15的纹理部151具有多个弧形纹理1511。关于纹理部151、弧形纹理1511的详细描述请参加上述实施例对应部分的描述,在此不再赘述。
[0132]
可选地,红外纳秒激光的波长的范围为1000nm至1300nm;具体地,可以为但不限于为1000nm、1050nm、1100nm、1150nm、1200nm、1250nm、1300nm等。
[0133]
在一些实施例中,所述红外纳秒激光的光斑直径的范围为10μm至100μm。具体地,光斑直径可以为但不限于为10μm、20μm、30μm、40μm、50μm、60μm、62μm、64μm、68μm、70μm、72μm、74μm、78μm、80μm、90μm、100μm等。
[0134]
在一些实施例中,镭雕的速度的范围为800mm/s至1500mm/s。具体地,镭雕的速度以为但不限于为800mm/s、900mm/s、1000mm/s、1100mm/s、1200mm/s、1300mm/s、1400mm/s、1500mm/s等。镭雕的速度太低,影响生产效率;镭雕的速度太高则容易出现跳线,即光斑无法均匀连续工作,影响得到的纹理图案15,甚至使得到的纹理图案15无彩色闪光效果。
[0135]
在一些实施例中,镭雕的频率的范围为40khz至300khz。具体地,镭雕的频率可以为但不限于为40khz、70khz、100khz、150khz、200khz、250khz、300khz等。
[0136]
在一些实施例中,镭雕的输出功率的范围为6w至24w。具体地,镭雕的输出功率可以为但不限于为6w、10w、12w、15w、18w、20w、22w、24w等。镭雕的输出功率太高则纹理太深,影响陶瓷壳体100的强度。镭雕的输出功率太小则得到的纹理太浅,难以形成具有多条弧形纹理1511的多层结构,影响陶瓷壳体100的彩色闪光效果。
[0137]
请参见图17,在一具体实施例中,采用波长为1000nm至1300nm的红外纳秒激光在所述中间态粗糙表面10a上进行镭雕,以在所述中间态粗糙表面10a上形成纹理图案15,包括:
[0138]
s2031,采用波长为1000nm至1300nm的红外纳秒激光在所述中间态粗糙表面10a上进行第一镭雕,以在所述中间态粗糙表面10a上形成多条第一纹理线条152,所述多条第一
纹理线条152相互平行,所述第一纹理线条152的线宽为60μm至80μm,任意相邻两条所述第一纹理线条152的间距为60μm至80μm;以及
[0139]
s2032,采用波长为1000nm至1300nm的红外纳秒激光在所述中间态粗糙表面10a上进行第二镭雕,以在所述中间态粗糙表面10a上形成多条第二纹理线条154,所述多条第二纹理线条154相互平行,所述第二纹理线条154的线宽为60μm至80μm,任意相邻两条所述第二纹理线条154的间距为60μm至80μm;其中,所述多条第一纹理线条152与所述多条第二纹理线条154组成纹理图案15,所述纹理图案15呈现结构色。
[0140]
请参见图18,本技术实施例还提供一种陶瓷壳体100的制备方法,其包括:
[0141]
s301,提供陶瓷壳体基材100’,所述陶瓷壳体基材100’具有待处理表面10’;
[0142]
s302,对所述待处理表面10’进行喷砂处理,以得到中间态粗糙表面10a;
[0143]
s303,对所述中间态粗糙表面10a进行图案化处理,以得到粗糙表面10,所述粗糙表面10具有图案化区11,所述图案化区11具有纹理图案15,其中,所述纹理图案15呈现结构色;以及
[0144]
步骤s301至步骤s303的详细描述请参见上述实施例对应特征部分的描述,在此不再赘述。
[0145]
s304,进行退火处理。
[0146]
可选地,于750℃至850℃下,置于退火炉中进行退火处理2h至5h,以消除镭雕后陶瓷壳体100表面呈现的灰色。进行镭雕后,镭雕的能量会让陶瓷壳体100中的氧化物如二氧化锆中的氧原子跃迁,形成氧空位,从而呈现灰色;退火可以使氧空位得到补充,恢复原来状态,从而消除镭雕后产生的灰色。
[0147]
可选地,当陶瓷壳体100的颜色为黑色或者其它较深的颜色,也可以不进行退火处理。因为黑色掩盖了灰色,可以弱化镭雕后氧空位呈现的灰色对陶瓷壳体100颜色的影响。
[0148]
可选地,退火的温度可以为750℃至850℃之间的任意温度,具体地,可以为但不限于为750℃、760℃、770℃、780℃、790℃、800℃、810℃、820℃、830℃、840℃、850℃。退火温度小于750℃时,陶瓷壳体100中的氧空位无法得到充分的补充,难以消除镭雕后产生的灰色,影响陶瓷壳体100的外观效果,退火温度高于850℃时,则陶瓷晶粒生长过大,影响陶瓷壳体100的机械强度。
[0149]
可选地,退火的时间可以为2h至5h之间的任意数值,具体地,可以为但不限于为2h、2.5h、3h、3.5h、4h、4.5h、5h等。退火时间小于2h时,陶瓷壳体100中的氧空位没有充分的时间得到充分的补充,难以消除镭雕后产生的灰色,当退火时间大于5h时,会降低生产效率,增加成本。
[0150]
本实施例与上述实施例相同的特征部分请参见上述实施例对应特征部分的描述,在此不再赘述。
[0151]
本实施例与上述实施例相同特征部分的详细描述请参见上述实施例,在此不再赘述。
[0152]
请参见图19及图20,本技术实施例还提供一种电子设备400,其包括:显示组件410、本技术实施例所述的陶瓷壳体100以及电路板组件430。所述显示组件410用于显示;所述陶瓷壳体100设置于所述显示组件410的一侧;所述电路板组件430设置于所述显示组件410与所述陶瓷壳体100之间,且与所述显示组件410电连接,用于控制所述显示组件410进
行显示。
[0153]
本技术实施例的电子设备400可以为但不限于为手机、平板电脑、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。
[0154]
关于陶瓷壳体100的详细描述,请参见上述实施例对应部分的描述,在此不再赘述。
[0155]
可选地,所述显示组件410可以为但不限于为液晶显示组件、发光二极管显示组件(led显示组件)、微发光二极管显示组件(microled显示组件)、次毫米发光二极管显示组件(miniled显示组件)、有机发光二极管显示组件(oled显示组件)等中的一种或多种。
[0156]
请参见图20,可选地,电路板组件430可以包括处理器431及存储器433。所述处理器431分别与所述显示组件410及存储器433电连接。所述处理器431用于控制所述显示组件410进行显示,所述存储器433用于存储所述处理器431运行所需的程序代码,控制显示组件410所需的程序代码、显示组件410的显示内容等。
[0157]
可选地,处理器431包括一个或者多个通用处理器431,其中,通用处理器431可以是能够处理电子指令的任何类型的设备,包括中央处理器(central processing unit,cpu)、微处理器、微控制器、主处理器、控制器以及asic等等。处理器431用于执行各种类型的数字存储指令,例如存储在存储器433中的软件或者固件程序,它能使计算设备提供较宽的多种服务。
[0158]
可选地,存储器433可以包括易失性存储器(volatile memory),例如随机存取存储器(random access memory,ram);存储器433也可以包括非易失性存储器(non-volatilememory,nvm),例如只读存储器(read-only memory,rom)、快闪存储器(flash memory,fm)、硬盘(hard disk drive,hdd)或固态硬盘(solid-state drive,ssd)。存储器433还可以包括上述种类的存储器的组合。
[0159]
请参见图21及图22,在一些实施例中,本技术实施例的电子设备400还包括中框420及摄像头模组450,所述中框420设置于所述显示组件410与陶瓷壳体100之间,且所述中框420的侧面显露于所述陶瓷壳体100与所述显示组件410。所述中框420与所述陶瓷壳体100围合成容置空间,所述容置空间用于容置所述电路板组件430与所述摄像头模组450。所述摄像头模组450与所述处理器431电连接,用于在处理器431的控制下,进行拍摄。
[0160]
可选地,所述陶瓷壳体100上具有透光部101,所述摄像头模组450可通过所述陶瓷壳体100上的透光部101拍摄,即,本实施方式中的摄像头模组450为后置摄像头模组450。可以理解地,在其他实施方式中,所述透光部101可设置在所述显示组件410上,即,所述摄像头模组450为前置摄像头模组450。在本实施方式的示意图中,以所述透光部101为开口进行示意,在其他实施方式中,所述透光部101可不为开口,而是为透光的材质,比如,塑料、玻璃等。
[0161]
可以理解地,本实施方式中所述的电子设备400仅仅为所述陶瓷壳体100所应用的电子设备400的一种形态,不应当理解为对本技术提供的电子设备400的限定,也不应当理解为对本技术各个实施方式提供的陶瓷壳体100的限定。
[0162]
在本技术中提及“实施例”“实施方式”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技
术人员显式地和隐式地理解的是,本技术所描述的实施例可以与其它实施例相结合。此外,还应该理解的是,本技术各实施例所描述的特征、结构或特性,在相互之间不存在矛盾的情况下,可以任意组合,形成又一未脱离本技术技术方案的精神和范围的实施例。
[0163]
最后应说明的是,以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。