1.本发明涉及一种散热模块制造方法,尤指一种可改善散热模块制造时因各相异或相同材质的散热元件之间不易焊接结合的散热模块制造方法。
背景技术:
2.铜具有热传导效率高的特性,故现有散热模块常选用铜作为直接与发热源接触并吸收发热源所产生的热量的基座,并由铜基座再将所吸附的热量传递给作为加速热传导的热管或均温板及增加散热面积且散热效率较佳的鳍片,但以全铜材质制成的基座、均温板、热管或鳍片的该复数散热元件,其整体重量较重且材料成本较为昂贵,近年来已逐渐被质轻且成本较低的铝材质鳍片及铝基座所取代使用。
3.虽选用铝材质取代铜材质可改善了铜重量重及材料成本昂贵等问题,但铝材质并非不具有缺点,如铝表面易被氧化,在焊接过程中生成高熔点的氧化物,使焊缝金属难以完全熔合,给施焊带来困难。
4.若铜与铝直接进行焊接时,两材料直接对接的部位,在焊接后容易因为脆性大而产生裂纹,并且在铜与铝进行熔焊时,靠近铜材料这一侧的焊缝中很容易形成cual2等共晶,而cual2等共晶结构仅分布于材料的晶界附近,容易产生晶界间的疲劳或裂纹,又由于铜与铝两者的熔点温度及共晶温度相差甚大,在熔焊作业中,当铝熔化时而铜却保持固体状态,当铜熔化时,铝已熔化很多了,无法以共融或共晶状态共存,增加焊接难度,再者,焊缝易产生气孔,由于铜与铝的导热性都很好,焊接时熔池金属结晶快,高温时的治金反应气体来不及逸出,故而容易产生气孔,故铜与铝材质间无法直接进行焊接,则必须对该铝材质表面进行表面改质后使得以进行后续与铜材质或其他材料焊接的作业,故为改善前述现有改用铝材质取代铜材质无法直接与铜或其他异材质进行焊接的缺失,则熟悉该项技艺的人士使用了无电镀镍作为表面改质的技术工法,并无电镀镍有三种:低磷、中磷、高磷。且无电镀沉积(electroless depostion)又可以称做化学镀(chemical deposition)或自催化镀法(autocatalytic plating),无电镀镍液可分为下列三种:(1)活化敏化 酸性镀浴ph值在4~6之间的属于酸性镀液,其特色是蒸发量所引起成分量的损失较少,虽然操作温度较高,但镀液较安全且容易控制,含磷量高、镀率高,常为工业界所使用。(2)活化敏化 碱性镀液碱性镀浴的ph值在8~10之间,因调整ph值的氨水容易挥发,在操作时须适时补充氨水来维持ph值的稳定,含磷量较少,镀液较不稳,操作温度较低。(3)hpm 碱性镀浴hpm是将硅晶片浸泡于di-water:h2o2(aq):hcl(aq)=4:1:1的混合液中利用硅晶表面形成的氧化层来取代敏化活化,在表面形成自我催化表面。
5.而无电镀镍制程中需使用大量的化学反应液体,并且在无电镀镍制程后将会产生大量含有重金属或化学物质的工业废液,而工业废液中都会产生大量的含有黄磷等有毒物质的废水,并且该废水无法在重复使用,也必须通过专责单位将该废水进行回收处理,不能将该废水直接排放避免环境收到污染。黄磷污水中含有50~390mg/l浓度的黄磷,黄磷是一种剧毒物质,进入人体对肝脏等器官危害极大。长期饮用含磷的水可使人的骨质疏松,发生
下颌骨坏死等病变。故现行各国已开始禁用此项制程,并推广无毒制程以保护环境。
6.故如何提供一种可降低散热模块组合结构整体重量,以及取代化学镀镍作为改善铝材质无法与其他异材质焊接的表面改质工法,同时可有利于焊接作业进行又不额外产生环境污染物的方法,则为现阶段首重的目标。
技术实现要素:
7.如此,为有效解决上述的问题,本发明的主要目的,系提供一种取代化学镀镍作为改善铝制散热元件与其他相异或相同材质散热元件间无法直接进行焊接的散热模块制造方法。
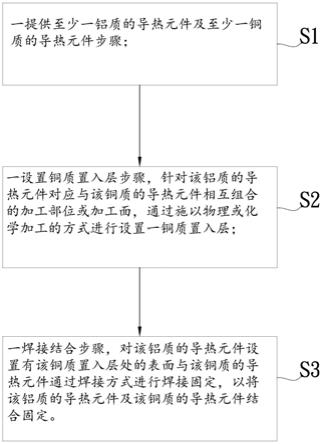
8.为达上述的目的,本发明提供一种散热模块制造方法,其特征在于,包含下列步骤:
9.一提供至少一铝质的导热元件及至少一铜质的导热元件步骤;
10.一设置铜质置入层步骤,针对该铝质的导热元件对应与该铜质的导热元件相互组合的加工部位或加工面,通过施以物理或化学加工的方式进行设置一铜质置入层;
11.一焊接结合步骤,对该铝质的导热元件设置有该铜质置入层处的表面与该铜质的导热元件通过焊接方式进行焊接固定,以将该铝质的导热元件及该铜质的导热元件结合固定。
12.其中:所述铜质置入层具有一植入面及一接触面,该植入面及接触面在该铜质置入层的相反两面,该植入面咬嵌深入于所述铝质的导热元件与该铜质的导热元件相互固定组合的部位内,该接触面作为该铜质置入层的外露表面与一焊料层结合。
13.其中:所述铜质的导热元件是一铜质热管,所述铝质的导热元件是一铝质基座。
14.其中:所述铜质的导热元件具有一吸热部及一冷凝部,所述铝质的导热元件具有一结合部,该吸热部对应与该结合部组设,该结合部外部表面设置有该铜质置入层,所述冷凝部对应穿设复数散热鳍片,该复数散热鳍片是铝材质,所述吸热部通过该铜质置入层的设置与该结合部焊接固定。
15.凭借本发明以该铜质置入层取代传统化学镀镍,当有铝制散热元件欲与其他异材质或同材质的散热元件进行焊接时,可通过于该铝制散热元件与其他材质元件结合的部位的表面设置该铜质置入层,改善铝制散热元件不易与其他异材料或同材料进行焊接的问题,由该铜质置入层取代传统化学镀镍镀层所衍生的缺失。
附图说明
16.图1是本发明的散热模块制造方法步骤流程图;
17.图2是本发明的散热模块制造方法示意图。
18.附图标记说明:铜质的导热元件1;铝质的导热元件2;铜质置入层3;焊料层4。
具体实施方式
19.本发明的上述目的及其结构与功能上的特性,将依据所附图式的较佳实施例予以说明。
20.请参阅图1,是本发明的散热模块制造方法步骤流程图,如图所示,本发明散热模
块制造方法,包含下列步骤:
21.s1:一提供至少一铝质的导热元件及至少一铜质的导热元件;
22.提供一铜质的导热元件或一铝质的导热元件,所述铜质的导热元件是一铜质材质的基座、底板、热管、均温板或一水冷头,所述铝质的导热元件是铝质材质的基座或鳍片等元件。
23.s2:一设置铜质置入层步骤,针对该铝质的导热元件对应与该铜质的导热元件相互组合的加工部位或加工面,通过施以物理或化学加工的方式进行设置一铜质置入层;
24.对欲进行加工面或部位施以物理或化学加工设质一铜质置入层,即针对该铝质的导热元件与该铜质的导热元件要相互固定组合的部位,以物理或化学加工方式于铝质的导热元件的表面形成该铜质置入层,该物理加工可为机械加工产生形变或切销的方式进行,如通过高速喷涂金属粒子堆积于该铝质的导热元件欲与该铜质的导热元件的表面形成该铜质置入层,或通过敲击锤打的方式将铜薄层崁设于该铝质的导热元件欲与该铜质的导热元件的表面形成该铜质的置入层,该化学加工的方式系通过以印刷、电镀、电解、电铸等方式将该铜质置入层设置于该铝质的导热元件的表面,凭借于铝质的导热元件的表面所设置的铜质置入层可改善现有铝质的导热元件与铜质的导热元件不易焊接的缺失。
25.s3:一焊接结合步骤,对该铝质的导热元件设置有该铜质置入层处的表面与该铜质的导热元件通过焊接方式进行焊接固定,以将该铝质的导热元件及该铜质的导热元件结合固定。
26.此一步骤将进行焊接作业将铝质、铜质的导热元件进行接合,其焊接作业将针对该铝质的导热元件设置有铜质置入层处的表面与该铜质的导热元件进行焊接,由于该铜质置入层的设置,令铝质的导热元件与铜质的导热元件欲焊接的处具有相同金属元素,使铝质的导热元件与铜质的导热元件两者间可顺利焊接结合。
27.参阅图2,如图所示,所述铝质的导热元件2与该铜质的导热元件1对应与结合,并该铝质的导热元件2与该铜质的导热元件1接触结合的部位设置有该铜质置入层3,并于该铜质置入层3与该铜质的导热元件1之间通过设置一焊料层4将该铝质的导热元件2与该铜质的导热元件1固定结合。
28.所述铜质的导热元件1具有一吸热部及一冷凝部,所述铝质的导热元件2具有一结合部,该吸热部对应与该结合部组设,并该结合部外部表面设置有该铜质置入层,并所述冷凝部对应穿设复数散热鳍片,该复数散热鳍片是铝材质,所述吸热部通过该铜质置入层的设置与该结合部焊接固定。
29.所述铜质置入层3具有一植入面及一接触面在该铜质置入层3的相反两面,该植入面咬嵌深入于所述铝质的导热元件2与该铜质的导热元件1相互固定组合的部位内,该接触面作为该铜质置入层3的外露表面与一焊料层4结合。
30.通过本发明说明书内容的揭示可知,当将该铝质的导热元件欲与该铜质的导热元件结合的部位形成一铜质置入层后,可通过焊接的方式轻易将两导热元件欲结合的部位施以焊接结合。
31.本发明欲改良在传统散热模块制造时,系使用了铝质的导热元件(如基座、散热鳍片组)及铜质的导热元件进行结合,二者必须通过焊接的方式进行结合,但由于铜材质与铝材质及铝材质与铝材质并无法直接进行焊接,现有技术必须先行于该铝质散热鳍片与该铝
质基座接合或铝质基座与铜质热管接合的部位以化学镀镍的方式沉积一镍镀层,令该铝质基座与该铝质鳍片及该铜质热管得以顺利进行焊接结合,又因该化学镀镍的工法所产生的环境污染已渐渐被重视且被要求改善,故本发明提供一种当铝质的导热元件欲与该铜质的导热元件施以焊接结合时,于铝质的导热元件欲与该铜质的导热元件相互焊接结合的部位外表面设置一铜质置入层,令该铝质的导热元件与该铜质的导热元件得以顺利直接焊接结合,故本发明由铜质的置入层取代了传统散热模块制造时使用化学镀镍的方式,不仅节省成本且可改善化学镀镍所产生的环保污染等问题。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。