1.本发明属于收卷设备技术领域,特别涉及一种用于工业滤纸生产的收卷装置。
背景技术:
2.滤纸一般分为定性滤纸和定量滤纸两种,定性滤纸经过过滤后有较多的棉质纤维生成,因此只适用于定性分析;定量滤纸经过特别的处理程序,能够有效地抵抗化学反应,因此所生成的杂质较少,可用作定量分析,常备应用于工业领域。
3.滤纸在生产过程中,需要进行收卷,便于滤纸的存储和运输。公开号为cn213264937u的中国专利公开了一种滤纸收卷装置,包括工作台、传输装置、立板、压辊、压辊轴等,尽管该实用新型能够实现对滤纸的收卷,但是仍然需要将卷芯和旋转轴进行人工安装定位,而且收卷完毕后不易拆卸,在收卷过程中,通过电机旋转带动卷芯和旋转轴转动,以进行收卷,结构复杂,过程繁琐。针对以上问题,本发明提供了一种用于工业滤纸生产的收卷装置。
技术实现要素:
4.针对上述技术问题,本发明所采用的技术方案是:一种用于工业滤纸生产的收卷装置,包括框架;还包括安装在框架上的夹持机构、传动机构、切割机构和平整机构。
5.所述的夹持机构包括动力单元和结构相同的定位组件一和定位组件二,定位组件一固定安装在框架上,定位组件二滑动安装在框架上,所述的定位组件一包括连接环,所述的连接环的两侧同轴心转动安装有活动环,所述的连接环中间同轴心转动安装有齿圈一,所述的齿圈一内部与夹持组件配合,所述的齿圈一与动力单元连接。
6.所述的传动机构包括滑动安装在框架上的滑动板,所述的滑动板的一端与直线运动组件连接,另一端与定位组件二连接,所述的直线运动组件输入端与定位组件一中的活动环连接,当定位组件一中的活动环转动时,所述的活动环驱动直线运动组件,以使直线运动组件拉动滑动板在框架上滑动。
7.所述的切割机构包括两个滑动安装在框架上用于切割工业滤纸的切割刀,所述的切割刀与齿条组件一连接,所述的齿条组件一与传动机构连接,通过所述的传动机构驱动齿条组件一滑动,以使切割刀在框架上滑动。
8.所述的平整机构包括两个对称布置的辊,所述的辊用于将工业滤纸压平。
9.进一步的,所述的动力单元包括电机,所述的电机固定安装在与框架上,所述的电机输出轴与长轴固定连接,所述的长轴转动安装在框架上且与两个连接环滑动配合,所述的长轴上设置有上齿轮一和上齿轮二,上齿轮一固定安装在长轴上,上齿轮二与长轴花键配合,所述的上齿轮一与定位组件一中的齿圈一啮合,上齿轮二与定位组件二中的齿圈一啮合,定位组件一中的连接环与框架固定连接,定位组件二中的连接环与框架滑动连接。
10.进一步的,所述的夹持组件包括若干个小齿轮,所述的小齿轮转动安装在连接环的内部,且小齿轮与齿圈一的内圈啮合,所述的小齿轮上固定安装有连接架的一端,所述的
连接架另一端上转动安装有夹持辊,所述的夹持辊两端与活动环上的定位槽一滑动配合。
11.进一步的,所述的夹持机构还包括挡板和两个固定安装在框架上的定位板,定位组件一中的活动环靠近定位组件二的一端固定安装有挡板,定位组件二中的活动环上均固定安装有挡板,所述的挡板上设置有定位槽二,所述的定位槽二与定位槽一相互对应,且定位槽二与定位槽一形状相同,一个定位板位于定位组件一的一侧,另一个定位板位于定位组件二的一侧。
12.进一步的,所述的直线运动组件包括齿圈二,所述的齿圈二与定位组件二中的活动环固定连接,所述的齿圈二与传动齿轮啮合,所述的传动齿轮转动安装在框架上,且所述的传动齿轮上连接有皮带组件一的一端,所述的皮带组件一另一端与转杆的一端连接,转杆转动安装在框架上,所述的转杆另一端与拉杆的一端转动配合,所述的拉杆的另一端与滑动板转动配合。
13.进一步的,所述的滑动板上设置有凸台一和凸台二,托架有两个,依次布置且均固定安装在直板上,所述的凸台一和凸台二之间滑动设置有一个托架,所述的直板滑动安装在框架上,所述的滑动板上固定安装有传动架,所述的传动架与齿条组件一连接。
14.进一步的,所述的齿条组件一包括固定安装在传动架上的齿条一,所述的齿条一与齿轮一啮合配合,所述的齿轮一转动安装在框架上,所述的齿轮一上同轴心安装有齿轮二,所述的齿轮二与齿条二啮合配合,所述的齿条二与切割刀固定连接,所述的切割刀与框架之间设置有弹簧。
15.进一步的,所述的平整机构还包括皮带组件三和花键,所述的花键有两个,所述的皮带组件三一端与一个辊连接,另一端与一个花键连接,另一个花键固定安装在滑动轴上,所述的滑动轴与安装在皮带组件三上的花键滑动配合,两个花键对称布置,所述的滑动轴与旋转移动组件连接,所述的旋转移动组件输入端与定位组件二中的齿圈一连接,通过所述的旋转移动组件,驱动滑动轴向靠近皮带组件三的一侧滑动,当滑动轴上固定安装的花键与安装在皮带组件三上的花键接触啮合时,所述的滑动轴随着旋转移动组件旋转时,所述的花键驱动皮带组件三转动,以使皮带组件三驱动辊转动。
16.进一步的,一种用于工业滤纸生产的收卷装置的使用方法,包括以下步骤:第一步:将用于收卷工业滤纸的缠绕轴放置在两个托架上,然后启动动力单元,通过动力单元驱动活动环转动。
17.第二步:通过活动环驱动直线运动组件运动,以使直线运动组件驱动滑动板在框架上滑动,将滑动板上的托架一起带动移动,完成托架对缠绕轴的运输和定位。
18.第三步:当托架上的缠绕轴完成定位后,通过动力单元驱动夹持组件运动,夹持组件带动缠绕轴转动,对工业滤纸进行收卷。
19.第四步:通过辊对收卷的工业滤纸进行平整。
20.第五步:当缠绕轴对工业滤纸收卷完毕后,通过切割刀将工业滤纸切断。
21.本发明与现有技术相比的有益效果是:(1)本发明通过夹持机构、传动机构、切割机构和平整机构自动对工业滤纸进行收卷,结构简单、操作方便;(2)本发明通过传动机构进行动力传递,使夹持机构、切割机构和平整机构协同工作,节约能源,简化了结构;(3)夹持机构能够对缠绕轴进行定位和夹持,使缠绕轴均匀的收卷工业滤纸。
附图说明
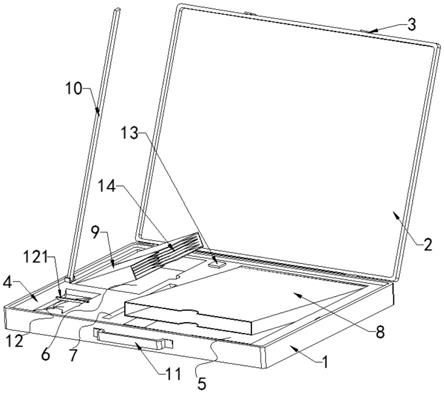
22.图1为本发明整体结构示意图。
23.图2为本发明整体结构另一角度示意图。
24.图3为本发明整体机构省略框架后的结构示意图。
25.图4为夹持机构部分结构示意图一。
26.图5为夹持机构部分结构示意图二。
27.图6为传动机构结构示意图。
28.图7为图6中a处局部放大结构示意图。
29.图8为切割机构结构示意图。
30.图9为平整机构结构示意图。
31.图10为图9中b处局部放大结构示意图。
32.附图标号:1-框架;2-夹持机构;201-连接环;202-活动环;2021-定位槽一;203-齿圈一;204-小齿轮;205-连接架;206-夹持辊;207-挡板;2071-定位槽二;208-上齿轮一;209-长轴;210-电机;211-定位板;212-上齿轮二;3-传动机构;301-齿圈二;302-传动齿轮;303-皮带组件一;304-转杆;305-拉杆;306-滑动板;3061-凸台一;3062-凸台二;307-托架;308-传动架;309-直板;4-切割机构;401-齿条一;402-齿轮一;403-齿轮二;404-齿条二;405-切割刀;406-弹簧;5-平整机构;501-辊;502-皮带组件二;503-皮带组件三;504-滑动轴;505-花键;506-安装架;507-中间短杆;508-短轴;509-圆锥齿轮组;510-圆柱齿轮组;6-缠绕轴。
具体实施方式
33.下面结合具体实施例对本发明作进一步描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
34.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸,对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
35.实施例:如图1—图10所示的一种用于工业滤纸生产的收卷装置,包括框架1,还包括安装在框架1上的夹持机构2、传动机构3、切割机构4和平整机构5。
36.夹持机构2包括动力单元和结构相同的定位组件一和定位组件二,定位组件一固定安装在框架1上,定位组件二滑动安装在框架1上,定位组件一包括连接环201,连接环201的两侧同轴心转动安装有活动环202,连接环201中间同轴心转动安装有齿圈一203,齿圈一203内部与夹持组件配合,齿圈一203与动力单元连接。
37.传动机构3包括滑动安装在框架1上的滑动板306,滑动板306的一端与直线运动组件连接,另一端与定位组件二连接,直线运动组件输入端与定位组件一中的活动环202连接,当定位组件一中的活动环202转动时,活动环202驱动直线运动组件,以使直线运动组件拉动滑动板306在框架1上滑动。
38.切割机构4包括两个滑动安装在框架1上用于切割工业滤纸的切割刀405,切割刀405与齿条组件一连接,齿条组件一与传动机构3连接,通过传动机构3驱动齿条组件一滑
动,以使切割刀405在框架1上滑动。
39.平整机构5包括两个对称布置的辊501,辊501用于将工业滤纸压平。
40.动力单元包括电机210,电机210固定安装在与框架1上,电机210输出轴与长轴209固定连接,长轴209转动安装在框架1上且与两个连接环201滑动配合,长轴209上设置有上齿轮一208和上齿轮二212,上齿轮一208固定安装在长轴209上,上齿轮二212与长轴209花键配合,上齿轮一208与定位组件一中的齿圈一203啮合,上齿轮二212与定位组件二中的齿圈一203啮合,定位组件一中的连接环201与框架1固定连接,定位组件二中的连接环201与框架1滑动连接。
41.具体地,两个辊501通过皮带组件二502连接,这样当一个辊501转动时,另一个辊501就会转动,两个辊501都转动安装在框架1上,且两个辊501之间留有用于滤纸穿过的缝隙。
42.夹持组件包括若干个小齿轮204,小齿轮204转动安装在连接环201的内部,且小齿轮204与齿圈一203的内圈啮合,小齿轮204上固定安装有连接架205的一端,连接架205另一端上转动安装有夹持辊206,夹持辊206两端与活动环202上的定位槽一2021滑动配合。
43.夹持机构2还包括挡板207和两个固定安装在框架1上的定位板211,定位组件一中的活动环202靠近定位组件二的一端固定安装有挡板207,定位组件二中的活动环202上均固定安装有挡板207,挡板207上设置有定位槽二2071,定位槽二2071与定位槽一2021相互对应,且定位槽二2071与定位槽一2021形状相同,一个定位板211位于定位组件一的一侧,另一个定位板211位于定位组件二的一侧。
44.具体地,两个定位板211都固定安装在框架1上,且对称布置,这样缠绕轴6放置在两个定位板211之间。
45.直线运动组件包括齿圈二301,齿圈二301与定位组件二中的活动环202固定连接,齿圈二301与传动齿轮302啮合,传动齿轮302转动安装在框架1上,且传动齿轮302上连接有皮带组件一303的一端,皮带组件一303另一端与转杆304的一端连接,转杆304转动安装在框架1上,转杆304另一端与拉杆305的一端转动配合,拉杆305的另一端与滑动板306转动配合。
46.滑动板306上设置有凸台一3061和凸台二3062,托架307有两个,依次布置且均固定安装在直板309上,凸台一3061和凸台二3062之间滑动设置有一个托架307,直板309滑动安装在框架1上,滑动板306上固定安装有传动架308,传动架308与齿条组件一连接。
47.齿条组件一包括固定安装在传动架308上的齿条一401,齿条一401与齿轮一402啮合配合,齿轮一402转动安装在框架1上,齿轮一402上同轴心安装有齿轮二403,齿轮二403与齿条二404啮合配合,齿条二404与切割刀405固定连接,切割刀405与框架1之间设置有弹簧406。
48.平整机构5还包括皮带组件三503和花键505,花键505有两个,皮带组件三503一端与一个辊501连接,另一端与一个花键505连接,另一个花键505固定安装在滑动轴504上,滑动轴504与安装在皮带组件三503上的花键505滑动配合,两个花键505对称布置,滑动轴504与旋转移动组件连接,旋转移动组件输入端与定位组件二中的齿圈一203连接,通过旋转移动组件,驱动滑动轴504向靠近皮带组件三503的一侧滑动,当滑动轴504上固定安装的花键505与安装在皮带组件三503上的花键505接触啮合时,滑动轴504随着旋转移动组件旋转
时,花键505驱动皮带组件三503转动,以使皮带组件三503驱动辊501转动。
49.具体地,旋转移动组件包括中间短杆507,中间短杆507一端与滑动轴504铰接,另一端与短轴508的一端连接,短轴508的另一端与圆锥齿轮组509的输出端连接,圆锥齿轮组509输入端与圆柱齿轮组510输出端同轴连接,圆柱齿轮组510输入端与齿圈一203啮合,圆柱齿轮组510和圆锥齿轮组509、短轴508都转动安装在安装架506上,安装架506固定安装在滑动板306上,滑动轴504与安装架506转动配合。
50.一种用于工业滤纸生产的收卷装置的使用方法,包括以下步骤:第一步:将用于收卷工业滤纸的缠绕轴6放置在两个托架307上,然后启动动力单元,通过动力单元驱动活动环202转动。
51.第二步:通过活动环202驱动直线运动组件运动,以使直线运动组件驱动滑动板306在框架1上滑动,将滑动板306上的托架307一起带动移动,完成托架307对缠绕轴6的运输和定位。
52.第三步:当托架307上的缠绕轴6完成定位后,通过动力单元驱动夹持组件运动,夹持组件带动缠绕轴6转动,对工业滤纸进行收卷。
53.第四步:通过辊501对收卷的工业滤纸进行平整。
54.第五步:当缠绕轴6对工业滤纸收卷完毕后,通过切割刀405将工业滤纸切断。
55.工作原理:工作的时候,将用于收卷工业滤纸的缠绕轴6放置在两个托架307上,然后启动电机210,通过电机210带动长轴209转动,长轴209上的上齿轮一208和上齿轮二212转动,通过上齿轮一208驱动定位组件一中齿圈一203转动,上齿轮二212驱动定位组件二中的齿圈一203转动,此时与齿圈一203内圈啮合的小齿轮204转动,由于连接架205与小齿轮204固定连接,转动的小齿轮204会带着连接架205一起转动,而连接架205上的夹持辊206与活动环202上的定位槽一2021滑动配合,所以转动的连接架205会带着夹持辊206沿着定位槽一2021向远离连接环201轴心的方向滑动,同时由于挡板207安装在活动环202上,所以夹持辊206在定位槽一2021上滑动的同时也会在与定位槽一2021相互对应的定位槽二2071上滑动,当夹持辊206沿着定位槽一2021上滑动到定位槽一2021的边缘时,此时夹持辊206不能在定位槽一2021和定位槽二2071上滑动了,那么转动的夹持辊206就会带着活动环202在连接环201上转动。
56.由于定位组件一中的活动环202一端固定安装有齿圈二301,那么这个转动的活动环202就会带动齿圈二301转动,通过转动的齿圈二301带动传动齿轮302转动,而皮带组件一303与传动齿轮302同轴连接,形成带轮配合,所以转动的传动齿轮302带动皮带组件一303转动,转动的皮带组件一303带动转杆304转动,通过转动的转杆304带动拉杆305转动,转动的拉杆305拉动滑动板306在框架1上滑动。
57.当滑动板306滑动时,由于凸台一3061和凸台二3062之间有距离,所以首先滑动板306滑动的时候,托架307不会受到力,不移动,此时滑动板306带动传动架308移动,传动架308驱动齿条一401滑动,通过齿条一401驱动齿轮一402转动,转动的齿轮一402带动齿轮二403转动,从而利用齿轮二403拨动齿条二404滑动,这样齿条二404带动切割刀405在框架1上向远离定位组件一的一侧滑动,并压缩切割刀405,切割刀405用于齿条二404的复位,当齿条二404滑动到边缘与齿轮二403啮合,齿条二404和切割刀405的位置不再发生变化,而此时凸台二3062滑动到与靠近定位组件一的托架307接触,那么滑动的滑动板306就会通过
凸台二3062将托架307卡住,带着托架307一起移动,移动的托架307带动下方固定的直板309在框架1上滑动,因为定位组件二中的连接环201上方与框架1滑动配合,下方与直板309固定连接,所以移动的直板309会带动连接环201沿着框架1滑动,当然由于定位组件二上的连接环201与长轴209滑动配合,且上齿轮二212与长轴209花键配合,所以整个定位组件二会在连接环201的推动下移动,那么两个随着直板309移动的托架307将托架307上方的缠绕轴6的一端首先送入到定位组件一的中心,并且缠绕轴6的一端触碰到定位板211,而靠近定位组件二的缠绕轴6的一端此时还未伸进定位组件二的中心,所以滑动板306继续拉着托架307和直板309移动,直到定位组件二中的连接环201的中心包裹住缠绕轴6的另一端,且接触到定位组件二的一侧的定位板211,这样缠绕轴6的两端都接触到了定位板211,且定位组件一和定位组件二中的夹持辊206也接触到了缠绕轴6表面,完成了定位。
58.然后将电机210反转,然后带动长轴209和上齿轮一208和上齿轮二212反转,反转的上齿轮一208和上齿轮二212带动齿圈一203反转,而齿圈一203带着小齿轮204反转,这样就会使得连接架205带着夹持辊206沿着定位槽一2021、定位槽二2071向靠近齿圈一203的中心移动,直到夹持辊206移动到和缠绕轴6接触,并将缠绕轴6顶住,这样就完成了对缠绕轴6的夹持,而且这个时候,夹持辊206不再与定位槽一2021的边缘接触,仅仅与定位槽二2071接触,那么此时夹持辊206的转动就会带着挡板207和缠绕轴6转动,而活动环202不再转动,不转动的活动环202就不会带动齿圈二301转动。此时缠绕轴6的转动就是对工业滤纸进行收卷的过程。
59.在收卷的过程中,定位组件二中的齿圈一203下方由于一直是与圆柱齿轮组510输入端啮合,就会通过圆柱齿轮组510驱动圆锥齿轮组509转动,通过圆锥齿轮组509带动短轴508转动,短轴508带着中间短杆507转动,而且在最初滑动板306滑动的过程中,滑动板306带着安装架506一起滑动,使两个花键505接触啮合,所以当中间短杆507转动时,就带着滑动轴504转动,通过滑动轴504上的花键505带着皮带组件三503转动,皮带组件三503使一个辊501转动,转动的辊501通过皮带组件二502带动另外一个辊501转动,这样就可以对穿过两个辊501正在收卷的工业滤纸进行平整。
60.当收卷完毕后,再次使电机210反转,使夹持辊206插入到定位槽一2021中,这样夹持辊206就会带着所有的活动环202旋转,这样齿圈二301再次旋转,就可以将动力传递到齿条一401处,通过齿条一401带着齿轮一402和齿轮二403反转,使齿条二404在齿轮二403和弹簧406的弹力下,恢复到初始位置,恢复的过程中带着切割刀405移动,通过切割刀405实现对工业滤纸的裁剪,此时完成工业滤纸的收卷。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。