一种用于医疗用品安全生产的智能系统
【技术领域】
1.本发明属于智能控制领域,尤其涉及一种用于医疗用品安全生产的智能系统。
背景技术:
2.由于医疗用品关系到使用者的身体健康,因此医疗用品的生产是各类生产活动中对于安全性要求最高的生产活动之一。虽然现在自动化生产线已经得到了大范围应用,但是仍然有许多医疗用品的生产需要人工操作,这些人工操作的步骤都会给医疗用品的生产过程带来风险,生产工人本身的技能和效率,都会影响生产的效率和产品合格率,因此需要提供生产智能系统,对这样生产过程进行智能化控制。
技术实现要素:
3.为了解决现有技术中的上述问题,本发明提供了一种用于医疗用品安全生产的智能系统。
4.本发明采用的技术方案具体如下:
5.一种用于医疗用品安全生产的智能系统,包括中央服务器和医疗用品生产线上多个工序的多个工位,每个工位上安装有rfid识别装置,该rfid识别装置可以识别工人携带的rfid标签,以读取rfid标签中的工人的身份信息,并将身份信息传输给中央服务器;所述中央服务器与每个工位的rfid装置具有通信连接,实时获取每个工位的工人状态,并根据每个工位的状态,对所述生产线进行智能控制,所述智能控制包括以下步骤:
6.(1)所述中央服务器实时接收生产线上各个工位的rfid识别装置的识别结果,基于所述识别结果确定各个工位上工人的就位情况;
7.(2)所述中央服务器根据所述就位情况,确定所述生产线是否满足安全生产的运行条件;
8.(3)所述中央服务器确定每个就位工人的效率等级和质量等级,将每个就位工人的效率等级和质量等级输入预设的生产线仿真模型,所述生产线仿真模型用于估算当前生产线的生产效率和产品合格率;
9.(4)根据所述仿真模型估算得到的结果,为当前生产线设置相应的产品抽检比例,并配置相应数量的质检人员;
10.(5)根据生产线的运行结果,所述中央服务器定时调整各个工人的效率等级和质量等级,并重新执行步骤3-4。
11.进一步地,所述rfid标签设置于工人携带的rfid装置中,所述rfid装置为可穿戴设备。
12.进一步地,所述rfid装置为工牌、手环或者胸章。
13.进一步地,当工人离开工位时,该工位的rfid识别装置可以实时发现相应rfid标签的离开,从而通知中央服务器该工人已离开该工位。
14.进一步地,每个工位的rfid识别装置都具有装置的唯一标识,中央服务器中存储
了rfid识别装置的唯一标识和工位的对应关系。
15.进一步地,所述就位情况包括哪些工位上有工人,以及这些工人的身份信息。
16.进一步地,所述安全生产的运行条件包括就位的每个工人都在其对应工序的工位上。
17.进一步地,所述安全生产的运行条件包括每个工序的工人数量满足预定条件。
18.进一步地,如果不满足安全生产的运行条件,所述中央服务器暂停所述生产线,并发出相应的警示信息。
19.进一步地,如果所述仿真模型估算得到的结果不符合预定标准,则所述中央服务器发出警示信息,并且给出改进建议。
20.本发明的有益效果是:提高医疗用品生产的安全性,保证产品的合格率。
【附图说明】
21.此处所说明的附图是用来提供对本发明的进一步理解,构成本技术的一部分,但并不构成对本发明的不当限定,在附图中:
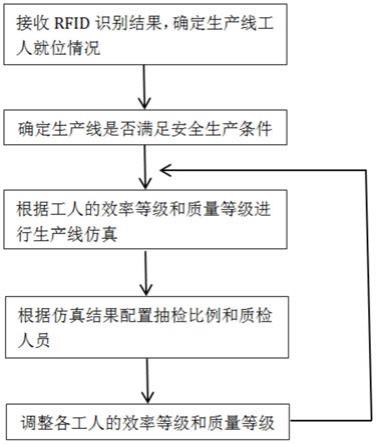
22.图1是本发明智能系统的工作过程。
【具体实施方式】
23.下面将结合附图以及具体实施例来详细说明本发明,其中的示意性实施例以及说明仅用来解释本发明,但并不作为对本发明的限定。
24.通常而言,一条医疗用品的生产线上有多个工序,部分工序可以自动化完成,而部分工序需要由工人参与完成(以下所称的工序都是由工人参与的工序),本发明对由工人参与完成的生产过程进行智能化评估和控制。
25.概括而言,假设医疗用品生产中有n个工序需要由工人参与完成,设n个工序为a1,a2,
……
,an,而每个工序可以有一个或多个工人同时操作,即工序ai中,有wi个工人同时操作,1≤i≤n,wi≥1。
26.每个工人都在与其相应的工位上进行工作,由于工位的数量限制,每个工序可以同时参与的工人必然具有一个上限值,即一个工序实际操作的工人数量应当是在1和所述上限值之间。
27.为了确定每个工序实际参与的工人,本发明要求每个工人携带一个rfid装置,所述rfid装置具有rfid标签,所述rfid标签中记录了该工人的身份信息。具体的rfid装置可以采用各种形式的可穿戴设备,例如工牌、手环、胸章等等,本发明对rfid装置的具体形式不作限制。
28.每个工位都分别安装有rfid识别装置,该rfid识别装置可以读取上述rfid标签中工人的身份信息,并将身份信息传输给中央服务器,因此,当工人进入所述工位时,该工位的rfid识别装置可以实时识别该工人,并告知中央服务器。当工人离开所述工位时,该工位的rfid识别装置也可以实时发现rfid标签的离开,从而通知中央服务器该工人已离开该工位。
29.所述中央服务器是本发明智能系统的核心,其与每个工位的rfid装置具有通信连接,实时获取每个工位的工人状态,即中央服务器可以实时获取每个工位是否有工人,如果
有,是哪个工人在工作。进一步地,中央服务器根据每个工位的状态,对整个医疗用品生产线进行本发明的智能控制。
30.基于所述中央服务器,参见附图1,下面对本发明的智能系统的工作过程进行详细说明。
31.(1)中央服务器实时接收生产线上各个工位的rfid识别装置的识别结果,基于所述识别结果确定各个工位上工人的就位情况。
32.具体的,中央服务器在事先就应当了解所述生产线上具有哪些工序,每个工序具有哪些工位。每个工位的rfid识别装置都具有装置的唯一标识,中央服务器中存储了rfid识别装置的唯一标识和工位的对应关系。rfid识别装置向中央服务器传输识别结果时,会携带其自身的唯一标识,这样中央服务器就可以确定该识别结果是对应于哪个工位。基于所述识别结果,中央服务器就可以确定各个工位的工人就位情况,所述就位情况包括哪些工位上有工人,以及这些工人的身份信息。
33.(2)所述中央服务器根据所述就位情况,确定所述生产线是否满足安全生产的运行条件。
34.具体的,所述安全生产的运行条件主要是关注于工人和生产线的配合情况,根据不同生产线的不同要求,本领域技术人员可以给出不同的运行条件,本发明对此不作限制。
35.根据本发明的一个实施例,每个工人通常都具有其对应的工序,所述中央服务器可以事先存储每个工人所对应的工序,因此中央服务器可以根据所述就位情况,检查就位的每个工人是否都在其对应工序的工位上。即所述安全生产的运行条件包括就位的每个工人都在其对应工序的工位上。
36.根据本发明的另一个实施例,生产线上的每个工序对工人的数量具有最低要求,例如,第一道工序有3个工位,要求其中至少有2个工位有人工作。中央服务器可以事先存储每个工序对工人的数量要求,因此中央服务器可以根据所述就位情况,检查是否每个工序的工人数量都满足要求。即所述安全生产的运行条件包括每个工序的工人数量满足预定条件。
37.总之,中央服务器根据事先确定的安全生产的运行条件,以及实时获取的所述就位情况,确定生产线是否满足安全生产的运行条件,只有在满足安全生产的运行条件后,才可以启动生产线;如果不满足安全生产的运行条件,所述中央服务器应当暂停所述生产线,并发出相应的警示信息。
38.(3)所述中央服务器确定每个就位工人的效率等级和质量等级,将每个就位工人的效率等级和质量等级输入预设的生产线仿真模型,所述生产线仿真模型用于估算当前生产线的生产效率和产品合格率。
39.具体的,所述效率等级和质量等级用于描述一个工人的工作效率和生产产品的质量。对于一个工序的工人而言,工作效率可以是该工人在一定时间内完成该工序的产品数量,例如在一小时内可以完成100个产品该工序操作,则其工作效率为100个产品/小时,可以通过对该工人的长期监测来确定每小时完成产品数量的平均值,作为其工作效率。初次上岗的工人可以根据培训期间的测试来确定工作效率。优选的,可以用概括的效率等级来描述工作效率的不同范围,例如根据工作效率的分布,将工作效率划分为10个等级,每个等级对应不同的工作效率的范围,这样可以使不同工序的工作效率具有可比性。
40.类似的,对于一个工序的工人而言,其生产产品质量是该工人完成该工序的合格率,可以通过对该工人的长期监测来确定该合格率。初次上岗的工人可以根据培训期间的测试来确定该合格率。优选的,可以用概括的质量等级来描述合格率的不同范围,例如将合格率划分为10个等级,合格率90%-100%为第一等级,80%-90%为第二等级,以此类推。
41.在确定当前生产线上每个工人的效率等级和质量等级后,通过预定义的生产线仿真模型对生产线的生产过程进行仿真,从而可以获得当前生产线的生产效率和最终的产品合格率。对生产线的仿真模型在现有技术中已经有多种可能的模型,在此不再赘述,本领域技术人员可以根据具体生产线的类型和管理需求来选择合适的仿真模型,本发明对此不作限制。
42.(4)根据所述仿真模型估算得到的结果,为当前生产线设置相应的产品抽检比例,并配置相应数量的质检人员。
43.具体的,生产线仿真模型估算得到了当前的生产效率和产品合格率,最终的产品抽检比例和质检人员数量可以基于这两个估算结果进行配置。通常而言,产品合格率越低,产品抽检比例也应当相应提高,单位时间内产品的抽检数量越多,需要的质检人员也越多,而单位时间内产品的抽检数量取决于生产效率和产品抽检比例。总之,本领域技术人员可以根据预先确定的配置模型来确定产品抽检比例和质检人员数量,以最大程度检验和保证产品的合格率和安全性。
44.通常而言,只有产品合格率达到预定标准以上,该产品的生产才是安全的。因此如果所述仿真模型估算得到的结果不符合预定标准,例如产品合格率过低,则所述中央服务器可以发出警示信息,并且给出改进建议,例如更换某个工序的某个工人。
45.(5)根据生产线的运行结果,所述中央服务器定时调整各个工人的效率等级和质量等级,并重新执行步骤3-4。
46.具体的,所述生产线的运行结果包括各个工人在本次工作期间的生产效率以及完成其相应工序的合格率,该合格率可以根据产品的抽检结果来确定。基于上述运行结果,所述中央服务器就可以重新计算和调整当前生产线上各个工人的效率等级和质量等级,该计算可以每隔一定时间进行一次,例如每隔4小时计算一次。在重新计算和调整后,所述中央服务器就可以根据新的数据重新进行生产线仿真,得到新的仿真结果,根据新的仿真结果再次配置相应的产品抽检比例和质检人员数量。
47.以上所述仅是本发明的较佳实施方式,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。