1.本实用新型涉及电熔氧化铝砖砂型成型装置技术领域,尤其涉及一种拼接式电熔氧化铝砖砂型成型装置。
背景技术:
2.电熔锆刚玉砖是指利用工业氧化铝粉和精选锆英石砂为原料,制成的zro2含量为33%~45%的耐火制品。电熔锆刚玉砖主要用于玻璃工业池窑,玻璃电窑炉,钢铁行业的滑道,泡花碱行业窑炉等耐高温耐冲刷的窑炉用耐火材料。电熔氧化铝砖砂型是铸造电熔锆刚玉砖生产过程中中用原砂、黏结剂及其他辅料做成的铸件型腔,用于对电熔锆刚玉砖进行浇筑成型,该电熔氧化铝砖砂型成型装置用于浇筑电熔氧化铝砖砂型使用的成型模具。
3.申请人在先申请的授权公告号为cn214026221u,授权公告日为2021.08.24,名称为一种电熔砖用浇筑砂型制造用模具的中国专利,其具体结构包括上砂型和下砂型,所述上砂型和所述下砂型之间设置有内芯,所述上砂型的顶部设置有散热部,所述散热部的内部注入有冷却液,所述冷却液中浸泡有散热件,所述散热件用于将所述内芯中的热气流进行降温处理;所述上砂型的侧壁上设置有外卡块,所述下砂型的侧壁上设置有内卡块,所述内卡块的侧壁上铰接有支撑板,所述支撑板与所述内卡块之间设置有弹性单元,所述弹性单元用于驱使所述支撑板支撑于所述外卡块的内壁上。
4.包括上述申请在内的现有技术不足之处在于,现有的电熔氧化铝砖砂型成型装置其砂型成型腔体中的砂型内芯多为一体式结构,在浇筑成型后拔模操作不便,影响工作效率,拔模操作时易导致砂型出现损坏。
技术实现要素:
5.本发明的目的在于提供一种拼接式电熔氧化铝砖砂型成型装置,以解决现有技术中的上述不足之处。
6.为了实现上述目的,本实用新型采用了如下技术方案:一种拼接式电熔氧化铝砖砂型成型装置,包括:砂型外模以及砂型内芯;所述砂型外模为顶部具有开口的矩形箱体结构,且砂型外模的内侧活动嵌设有分隔组件,所述分隔组件将所述砂型外模内腔分隔处两个砂型浇筑腔体;所述砂型内芯共设有两个,两个所述砂型内芯对称设置在所述分隔组件两侧边的砂型浇筑腔体中以形成砂型成型腔体;所述砂型内芯包括一个内芯模块和两个侧边模块,两个所述侧边模块对称拼接在所述内芯模块的两侧,所述内芯模块为梯台结构,且内芯模块与所述分隔组件贴合一面大于所述其原离分隔组件的一面。
7.作为上述技术方案的进一步描述:
8.所述砂型外模的高度与分隔组件的高度相等,且砂型外模的高度大于砂型内芯的高度。
9.作为上述技术方案的进一步描述:
10.所述砂型外模包括底座,所述底座的顶部两侧对称设置有固定侧板,所述固定侧
板的两侧边内侧均成型有限位凸缘,位于两个所述固定侧板两侧边的限位凸缘之间均嵌设有拼接侧板。
11.作为上述技术方案的进一步描述:
12.两个所述固定侧板的两侧边之间还连接有辅助对其进行支撑固定使用的辅助连接件。
13.作为上述技术方案的进一步描述:
14.所述辅助连接件包括两个连接耳,两个所述连接耳对称固定在两个所述固定侧板的侧边,且两个连接耳之间贯穿连接有连接杆,所述连接杆的两端均螺旋套接有固定螺母。
15.作为上述技术方案的进一步描述:
16.所述分隔组件包括隔板,所述隔板嵌设在所述砂型外模的内侧中线上,所述隔板与所述砂型外模内部夹角位置设置有配合砂型内芯使用的砂型芯体,所述砂型芯体的侧面与所述砂型外模内壁相贴合。
17.本实用新型提供了一种拼接式电熔氧化铝砖砂型成型装置。具备以下有益效果:
18.该拼接式电熔氧化铝砖砂型成型装置通过设置分隔组件分隔处两个砂型浇筑腔体,且两个砂型浇筑腔体对称布置两个砂型内芯,同时砂型内芯由侧边模块对称拼接在内芯模块两侧组合而成,在拔模时,首先分隔组件拆除,使得两个砂型内芯之间具有一定的间隙,然后可以直接将内芯模块向间隙一侧移动并进行拔模,然后再将两个侧边模块进行拔模,拔模方便快捷,不会对成型的砂型造成损伤,提高工作效率,其次,砂型外模配置成矩形箱体结构,并在隔板上设置砂型芯体与砂型外模组合,通过砂型芯体配合隔板与砂型外模进行支撑,提高分隔组件安装的稳定性,使得砂型成型规格更加的精准。
附图说明
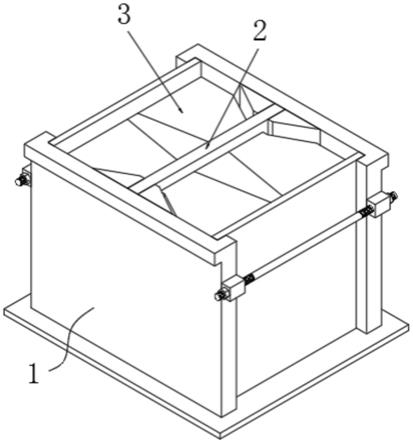
19.图1为本实用新型提出的一种拼接式电熔氧化铝砖砂型成型装置的整体结构示意图;
20.图2为本实用新型中砂型外模的结构示意图;
21.图3为本实用新型中砂型内芯的结构示意图;
22.图4为本实用新型中砂型内芯拆分的结构示意图;
23.图5为本实用新型中分隔组件的结构示意图;
24.图6为本实用新型中辅助连接件的结构示意图;
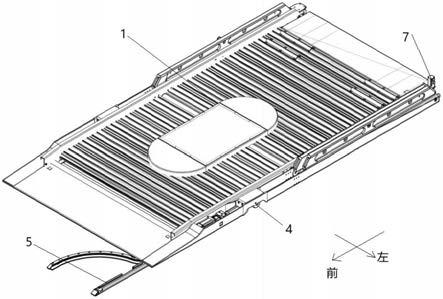
25.图7为为本实用新型提出的一种拼接式电熔氧化铝砖砂型成型装置生产的砂型结构示意图。
26.图例说明:
27.1、砂型外模;11、底座;12、固定侧板;13、限位凸缘;14、拼接侧板;15、辅助连接件;151、连接耳;152、连接杆;153、固定螺母;2、分隔组件;20、砂型浇筑腔体;21、隔板;22、砂型芯体;3、砂型内芯;31、内芯模块;32、侧边模块。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,参照图1-7,一种拼接式电熔氧化铝砖砂型成型装置,包括:砂型外模1以
及砂型内芯3;砂型外模1为顶部具有开口的矩形箱体结构,且砂型外模1的内侧活动嵌设有分隔组件2,分隔组件2将砂型外模1内腔分隔处两个砂型浇筑腔体20;砂型内芯3共设有两个,两个砂型内芯3对称设置在分隔组件2两侧边的砂型浇筑腔体20中以形成砂型成型腔体;砂型成型腔体即与砂型相适配的浇筑砂型使用的腔体,砂型内芯3包括一个内芯模块31和两个侧边模块32,两个侧边模块32对称拼接在内芯模块31的两侧,内芯模块31为梯台结构,且内芯模块31与分隔组件2贴合一面大于其原离分隔组件2的一面。本实施例提供一种拼接式电熔氧化铝砖砂型成型装置,其用于浇筑电熔氧化铝砖砂型使用的成型模具,砂型外模1中设置分隔组件2将砂型外模1内腔分隔处两个砂型浇筑腔体20,且两个砂型浇筑腔体20中对称布置两个砂型内芯3,砂型内芯3、砂型外模1以及分隔组件2三者组成,砂型成型腔体;砂型成型腔体即与砂型相适配的浇筑砂型使用的腔体,同时砂型内芯3由两个侧边模块32对称拼接在内芯模块31两侧组合而成,在拔模时,首先将分隔组件2拆除,使得两个砂型内芯3之间具有一定的间隙,然后可以直接将内芯模块31向间隙一侧移动并进行拔模,然后再将两个侧边模块32进行拔模,拔模方便快捷,不会对成型的砂型造成损伤,提高工作效率。
29.砂型外模1的高度与分隔组件2的高度相等,且砂型外模1的高度大于砂型内芯3的高度。砂型外模1包括底座11,底座11的顶部两侧对称设置有固定侧板12,固定侧板12的两侧边内侧均成型有限位凸缘13,位于两个固定侧板12两侧边的限位凸缘13之间均嵌设有拼接侧板14。即砂型外模1有两个相对固定设置的固定侧板12以及两个拼接侧板14组成,在使用时可以对拼接侧板14进行拆装,使用更加方便。
30.两个固定侧板12的两侧边之间还连接有辅助对其进行支撑固定使用的辅助连接件15。辅助连接件15包括两个连接耳151,两个连接耳151对称固定在两个固定侧板12的侧边,且两个连接耳151之间贯穿连接有连接杆152,连接杆152的两端均螺旋套接有固定螺母153。在两个固定侧板12的两侧边之间还连接辅助连接件15,通过辅助连接件15对两个固定侧板12上端之间进行辅助固定,提高两个固定侧板12的稳定性。
31.分隔组件2包括隔板21,隔板21嵌设在砂型外模1的内侧中线上,隔板21与砂型外模1内部夹角位置设置有配合砂型内芯3使用的砂型芯体22,砂型芯体22的侧面与砂型外模1内壁相贴合。
32.工作原理;该拼接式电熔氧化铝砖砂型成型装置在砂型外模1中设置分隔组件2将砂型外模1内腔分隔处两个砂型浇筑腔体20,且两个砂型浇筑腔体20中对称布置两个砂型内芯3,砂型内芯3、砂型外模1以及分隔组件2三者组成,砂型成型腔体;砂型成型腔体即与砂型相适配的浇筑砂型使用的腔体,同时砂型内芯3由两个侧边模块32对称拼接在内芯模块31两侧组合而成,在拔模时,首先将分隔组件2拆除,使得两个砂型内芯3之间具有一定的间隙,然后可以直接将内芯模块31向间隙一侧移动并进行拔模,然后再将两个侧边模块32进行拔模,拔模方便快捷,不会对成型的砂型造成损伤,提高工作效率,且砂型外模1配置成矩形箱体结构,并在分隔组件2中的隔板21上设置砂型芯体22与砂型外模1组合,通过砂型芯体22配合隔板21与砂型外模1内壁进行支撑,提高分隔组件2安装的稳定性,使得砂型成型规格更加的精准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。