1.本发明涉及产品检测技术,特别涉及一种动检测产品外观的方法及系统。
背景技术:
2.现有的产品外观检查主要依靠人工来识别,主要依靠员工的技能程度以及质量人员的巡查有效性。现有的产品外观检查主要依靠人工检查产品,局限性有以下几点:人工检查过程容易出现主观意见,已对质量标准把控不准,从而产生误判的风险,流出不良品至客户端;由于人员流动率大,新员工上岗或者换岗作业时需要投入较大的培训成本,且试用期存在较大的质量风险;在外观检验工位的员工需要时刻保持高度集中的注意力以及身体劳动,员工的作业负荷较大。
技术实现要素:
3.为了解决现有技术存在的问题,本发明目的在于提供一种动检测产品外观的方法,其能提高检测效率。
4.本发明的第二个目的在于一种动检测产品外观的系统。
5.为达上述目的,本发明采用以下技术方案:
6.一种自动检测产品外观的方法,包括以下步骤:
7.根据需要拍摄产品的部位的数量,设置相同数量的延迟时间;
8.将拍摄系统的拍摄镜头调整至当前所需的拍摄角度,以使拍摄到产品需拍摄的部位;
9.将需要检测的产品置于检测工位;
10.通过采用延时拍摄技术对产品进行拍摄;当本次延迟拍摄结束后,将发送指令以使拍摄镜头调整至下一个延迟时间所需要的拍摄角度,以使拍摄到产品需拍摄的部位;
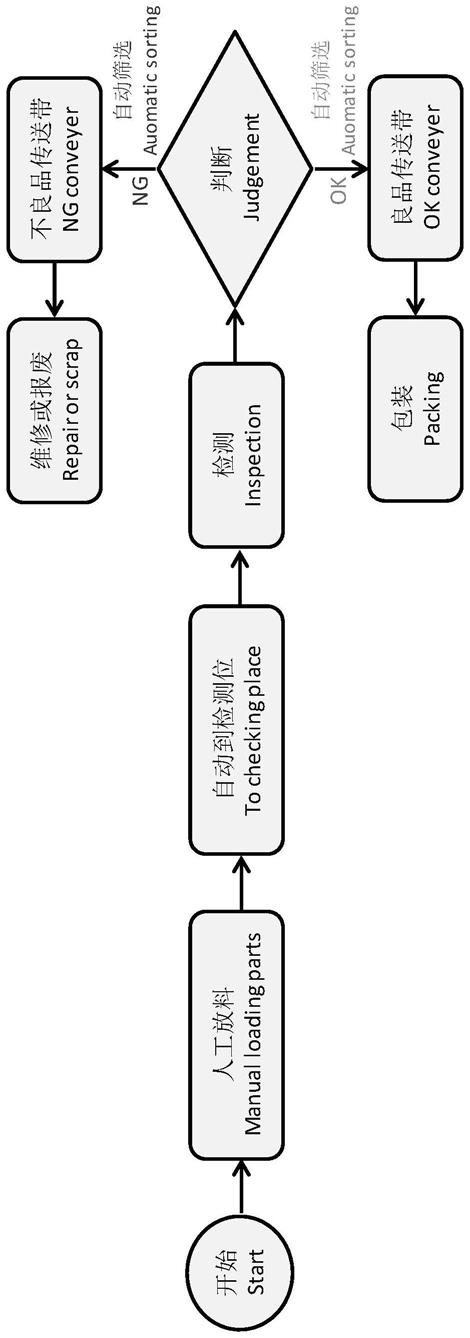
11.将延时拍摄的图片数据与预设的数据进行比对;若与预设的数据进行比对,不符合预设数据阈值,则进入不良品区;若与预设的数据进行比对,则进入良品区。
12.作为优选,包括以下步骤:在进入不良品区后,进入维修检测阶段;在进入良品区后,进入包装阶段。
13.作为优选,,所述将需要检测的产品置于检测工位的步骤包括:通过自动传送机构将所述需要检测的产品传送至检测工位。
14.一种自动检测产品外观系统,包括上料口、检测单元、定位夹具、控制系统、延时拍摄系统、传送单元;所述上料口与所述传送单元连通,所述定位夹具设置在所述传送单元的路径的旁侧;所述检测单元、定位夹具与所述控制系统连接;所述延时拍摄系统的拍摄镜头位于其可拍摄到检测区的位置。
15.作为优选,所述延时拍摄系统的拍摄镜头设置在转向机构上。
16.本发明的有益效果为:
17.通过上述方法及系统,使生产高效,传统人工检测需要90秒左右的检查时间,而现
在的系统检测时间只需要30秒,效率提升十分明显。实现产品外观的自动检测,检测准确性得到跳跃性提升。
附图说明
18.下面根据附图和实施例对本发明作进一步详细说明。
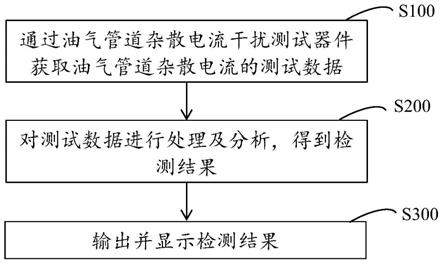
19.图1是本发明所述的方法的流程图。
具体实施方式
20.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面对本发明实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.参考图1所示,本发明所述的一种自动检测产品外观的方法,包括以下步骤:
22.根据需要拍摄产品的部位的数量,设置相同数量的延迟时间;
23.将拍摄系统的拍摄镜头调整至当前所需的拍摄角度,以使拍摄到产品需拍摄的部位;
24.将需要检测的产品置于检测工位;通过自动传送机构将所述需要检测的产品传送至检测工位。
25.通过采用延时拍摄技术对产品进行拍摄,当本次延迟拍摄结束后,将发送指令以使拍摄镜头调整至下一个延迟时间所需要的拍摄角度,以使拍摄到产品需拍摄的部位。其中,所谓的本次延迟拍摄结束,即到达当前的延时拍摄时间且完成拍摄后。
26.将延时拍摄的图片数据与预设的数据进行比对。例如,某一开孔与基准点直线距离标准值49.20(-0.2, 0.2),产品在拍摄后计算出的实际距离与理论数据进行对比,实际距离在标准值的范围内则判定为良品进入良品区随后进行包装阶段,反之则判定为不良品进入不良品区。
27.采用延时拍摄技术对产品进行拍摄的步骤包括:根据需要拍摄的产品部位,设置不同的延时拍摄时间对产品进行拍摄。
28.将延时拍摄的图片数据与预设的数据进行比对;若与预设的数据进行比对,不符合预设数据阈值,则进入不良品区;若与预设的数据进行比对,则进入良品区。在进入不良品区后,进入维修检测阶段;在进入良品区后,进入包装阶段。
29.本发明所述的一种自动检测产品外观系统,包括上料口、检测单元、定位夹具、控制系统、延时拍摄系统、传送单元;所述上料口与所述传送单元连通,所述定位家具设置在所述传送单元的路径的旁侧;所述检测单元、定位夹具与所述控制系统连接;所述延时拍摄系统的拍摄镜头位于其可拍摄到检测区的位置。延时拍摄系统的拍摄镜头设置在转向机构上。
30.定位夹具包括底座及转角缸,转角缸设置在底座上;产品精确定位在夹具上之后,启动夹紧按钮,转角缸的压板转动角度并下压以使夹紧产品,操作简单且效率高。
31.通过上述方法及系统,采用延时拍摄技术,可以根据需要检测的部位或者观察举例,设定不同的延时拍摄的时间,以保证每次摆设的效果及角度相同;而且也可以根据实际
需要拍摄的位置进行调整,即不需要设置多台相机,即可通过延时设置,而实现各个位置的拍摄,实现动态的检测区域。将检测顺序按产品位置、缺陷内容等特性分开检测,即根据产品缺陷以及位置区域特性,再综合曝光干扰因素依次对产品各区域进行拍摄检测,且拍摄相机可以根据程序设置切换拍摄角度;防止漏检、误检、干扰检测等事件发生。
32.根据不同产品的工艺流程制定相应的智能检测内容,将待检测产品的所有可能的质量缺陷都考虑到位,实现不良品流出0风险。
33.采用精密的伺服系统,保证了智能检测过程精确且稳定产品上下料;该自动检测系统将所有的生产信息全面实体化通过plc控制面板呈现出来,通过plc控制面板能过清晰地了解到整体的报工信息以及单个产品最终的检测结果。
34.巧妙的运用集成化气动装置作为定位夹具,将产品在上下料、定位检测、中转夹持等流程的设备投入最小化,大大节约了生产空间及成本。
35.通过上述方法及系统,使生产高效,传统人工检测需要90秒左右的检查时间,而现在的系统检测时间只需要30秒,效率提升十分明显。实现产品外观的自动检测,检测准确性得到跳跃性提升。plc记录生产总数、良品数、不良品数,并呈现在设备控制面板主界面上,员工或管理人员可以随时查看生产信息,实现生产报工信息实现目视化管理。
36.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以适当组合,形成本领域技术人员可以理解的其他实施方式。
37.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。