一种fakra连接器自动组装机
技术领域
1.本实用新型涉及自动化生产技术领域,特别是涉及一种fakra连接器自动组装机。
背景技术:
2.fakra连接器是目前汽车广泛采用的部件,主要应用于:gps定位系统、发动机管理系统、模拟或数字收音机、辅助加热、电视/视频显示器、天线、配电箱、事故数据分析、遥控无钥匙进入系统、距离控制、压力控制和导航系统等。
3.冲压板fakra连接器由绝缘体、屏蔽线夹、外壳组成,而现有的冲压板fakra连接器通过半自动与人工组合进行产品装配,效率低下,且作业精度难以控制。
技术实现要素:
4.本技术实施例提供一种fakra连接器自动组装机,解决了fakra连接器通过半自动与人工组合进行产品装配效率低下的问题。
5.为了实现上述目的,本实用新型采取的技术方案是:
6.一种fakra连接器自动组装机,包括:
7.依次连接的上料工位、组装工位、外壳打点工位、测试工位、ng排除工位,收料工位,所述外壳打点工位设有:定位针,打点针组,凸轮装置。
8.优选的,所述凸轮装置包括第一凸轮、第二凸轮、第三凸轮、第四凸轮。
9.优选的,所述打点针组包括:左打点针、右打点针、下打点针,所述左打点针和所述右打点针可上下做往复移动。
10.优选的,所述外壳打点工位还包括:限位杆,所述限位杆用于将连接器的一端固定。
11.优选的,所述测试工位包括:保持力检测装置、尺寸检测装置、ccd检测装置、插拔力测试装置。
12.优选的,所述尺寸检测装置包括:测量器、浮动件、拉簧。
13.优选的,所述上料工位包括:线夹上料装置、外壳上料装置、绝缘体上料装置。
14.优选的,所述外壳上料装置包括:光电开关、限位块。
15.优选的,所述线夹上料装置包括:定位件、感应开关。
16.优选的,所述fakra连接器自动组装机还包括:吹气除尘工位。
17.本实用新型的有益效果在于:通过设置依次连接的上料工位、组装工位、外壳打点工位、测试工位、ng排除工位,所述外壳打点工位设有:定位针,打点针组,凸轮装置,以解决fakra连接器通过半自动与人工组合进行产品装配效率低下的问题,实现全自动化生产fakra连接器,提高生产效率和作业精度。
附图说明
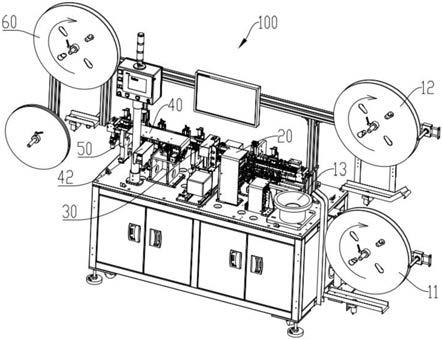
18.图1为本实用新型实施例的立体图;
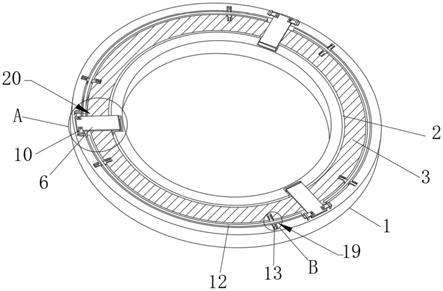
19.图2为本实用新型实施例的外壳打点工位的示意图;
20.图3为本实用新型实施例的尺寸检测装置的示意图;
21.图4为本实用新型的生产流程图。
具体实施方式
22.本技术实施例通过提供一种fakra连接器自动组装机,解决现有技术中的fakra连接器通过半自动与人工组合进行产品装配效率低下的技术问题。
23.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施的限制。
24.说明书附图中的附图标记如下表所示:
[0025][0026][0027]
如图1至图3所示,为本技术实施例:
[0028]
一种fakra连接器自动组装机100,包括依次连接的上料工位(包括线夹上料装置11、外壳上料装置12、绝缘体上料装置13)、组装工位20、外壳打点工位30、测试工位40、ng排除工位50,吹气除尘工位(未图示),收料工位60。
[0029]
需要说明的是,各工位之间可以通过传输流道来实现产品的流动,也可以通过机械抓手等方式来实现产品的工位流动。
[0030]
其中,外壳上料装置12包括:光电开关、限位块,通过设置光电开关可以监控送料位置是否有偏移,当送料位置产品偏移时,可以通过限位块进行调整。线夹上料装置11包括:定位件、感应开关。这样,利用感应开关可以感应载带上是否载有线夹,定位件可以防止线夹出现左右歪斜,变形。
[0031]
组装工位用来完成在绝缘体上组装屏蔽线夹,然后再将组装后的组合件插入冲压外壳。
[0032]
可以理解的是,吹气除尘工位可以设置在多处,例如,在各个上料装置上料后,进行吹气除尘,全部组装步骤完成后,进行吹气除尘,在整道自动化生产工序完成后,进行吹气除尘后,再收料。
[0033]
所述fakra连接器自动组装机100还包括显示器和人工界面,显示器用来显示自动组装的工作状态,人工界面用来进行操作程序的界面显示。
[0034]
所述外壳打点工位30设有:定位针31,打点针组32,凸轮装置33,限位杆34。
[0035]
需要说明的是,通过定位针31,可保证打点针组所打的点位精准定位,无误差。
[0036]
打点针组32包括左打点针、右打点针、下打点针,所述左打点针和所述右打点针可上下做往复移动,这样,便于在产品定位台上搬移产品,不会受阻碍。左打点针、右打点针、下打点针固定的位置可调整,也就是说,打点针的数量和设置的位置均可以按实际需求来设置。例如,可以将左打点针、下打点针、右打点针分别设置在三、六、九点钟的方向上。
[0037]
所述凸轮装置33包括多个凸轮,具体的,可以是第一凸轮、第二凸轮、第三凸轮、第四凸轮。设置多个凸轮的作用是分别驱动不同的部件进行动作,例如,第一凸轮带动左打点针、下打点针进行移动打点;第二凸轮带动右打点针进行移动打点,同时驱动左打点针和右打点针同时上下移动;第三凸轮驱动限位杆34进行定位,这样,可以保证产品在打点过程中的组装尺寸完全一致;第四凸轮驱动定位针31进行按压定位产品,这样保证产品在各个打点方向上的受力均衡。
[0038]
限位杆34的作用是将连接器的一端固定,避免连接器在打点过程中产生位移。
[0039]
所述测试工位40包括:保持力检测装置、尺寸检测装置42、ccd检测装置、插拔力测试装置。所述尺寸检测装置42包括:测量器421、浮动件422、拉簧。
[0040]
可以理解的是,测试工位的测试方法可以有多种,各个测试装置的顺序也可以根据实际需要调整。
[0041]
这里进行举例说明,保持力测试的方法为:当检测探头接触产品时,反馈给压力传感器的压力值大于预设压力阈值,则测试产品合格,反之,当检测探头接触产品时,反馈给压力传感器的压力值小于等于预设压力阈值,则测试产品不合格。
[0042]
插拔力测试的方法为:使用检测探头与产品进行一次对插,反馈给压力传感器的压力值在最大阈值和最小阈值之间,则测试产品合格,反之,使用检测探头与产品进行一次对插,反馈给压力传感器的压力值在最大阈值和最小阈值之外,则测试产品不合格。
[0043]
浮动件422的作用是可以间接测量产品的界面落差尺寸,通过浮动件422贴近产品,学习到产品的落差尺寸,再通过测量器来测量浮动件422学习到的落差尺寸,即为产品的落差尺寸。而设置拉簧的目的是使测试时浮动件422完全贴近产品,无误差。
[0044]
如图4所示,为本实用新型全自动化的生产流程,现对整个生产过程举例说明:
[0045]
通过料盘将屏蔽线夹上料,料盘上料前已将产品按照一定位置固定好,通过振动盘将绝缘体震动上料,屏蔽线夹与绝缘体分别上料后进行组装操作,完成组装步骤一,然后将组装好的组合件插入到通过料盘上料的外壳中,完成整个组装的过程,即,完成组装步骤二。
[0046]
将组装好的产品进入流道,载送到外壳打点工位,通过定位针进行产品位置的定位,再通过限位杆对产品进行固定,然后通过凸轮装置带动打点针组(左打点针、右打点针、下打点针)对外壳进行各个方向的打点,打点完成后,转入测试工位进行各种功能测试,依次进行保持力检测、尺寸检测、ccd检测、插拔力测试。
[0047]
保持力检测装置连接有ng排除工位,ng排除工位可以对测试不合格的fakra连接器进行分类,合格产品直接进入合格品收料工位料盘收料,不合格产品进入不合格产品区。
[0048]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0049]
以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。