1.本发明涉及汽车装配技术领域,特别是涉及一种行李箱自动装配方法及系统。
背景技术:
2.目前绝大多数汽车制造厂商对于行李箱的装配采取手工方式,也即是装配工位为手工装配作业方式。该种装配方式下,通常需要作业人员进入白车身内部进行行李箱装配,而作业人员进入白车身内会存在磕碰伤、划伤等安全风险。同时操作空间的狭窄导致人机工程不满足标准要求;另外,由于手工装配作业对于行李箱与车身匹配的间隙段差一致性较差,会造成大量额外手工调整作业,从而增加额外的工作量。
技术实现要素:
3.基于此,有必要针对上述问题,提供一种行李箱自动装配系统,用于将待组装行李箱装配至白车身;所述系统包括车身装配线、机器人系统rb01、机器人系统rb02和对中台;
4.所述机器人系统rb01、机器人系统rb02和对中台位于所述车身装配线的同一侧;所述对中台位于所述机器人系统rb01和所述机器人系统rb02之间;
5.所述车身装配线用于承载和传送所述白车身;
6.所述机器人系统rb01用于在所述白车身被传送至所述车身装配线的预定位置时将所述待组装行李箱抓取并放置于所述对中台上;
7.所述对中台用于固定所述待组装行李箱的摆放位置并对所述待组装行李箱的铰链状态进行校正;
8.所述机器人系统rb02用于将所述对中台上的所述待组装行李箱装配至所述白车身。
9.上述行李箱自动装配系统,通过设置机器人系统rb01在白车身被传送至车身装配线的预定位置时,来将待组装行李箱抓取并放置于对中台上,固定待组装行李箱的摆放位置;然后设置机器人系统rb02将对中台上的待组装行李箱装配至白车身。也即是说,本技术通过机器人系统rb01和机器人系统rb02的配合即可实现行李箱的自动装配。大幅降低了线下额外手工调整工作量,还提高了行李箱与白车身的匹配一致性。另外,由于采用机器人系统rb01和机器人系统rb02来实现行李箱的自动装配,亦可降低作业人员受伤的风险,提高操作安全。
10.在其中一个实施例中,还包括:
11.控制系统,分别与所述机器人系统rb01、机器人系统rb02连接。
12.在其中一个实施例中,所述机器人系统rb02集成有一视觉系统,所述视觉系统与所述控制系统交互,所述视觉系统用于获取所述白车身车尾部分的尺寸信息;所述控制系统基于所述尺寸信息确定所述待组装行李箱的装配路径。
13.在其中一个实施例中,所述机器人系统rb02还集成有一拧紧系统,所述拧紧系统与所述控制系统交互,所述拧紧系统用于对依照所述装配路径装配至所述白车身的所述待
组装行李箱进行拧紧作业。
14.在其中一个实施例中,还包括:
15.第一抓手存放架,位于所述机器人系统rb01远离所述对中台一侧,用于为所述机器人系统rb01存储抓取所述待组装行李箱所需的抓手。
16.在其中一个实施例中,还包括:
17.行李箱料箱,位于所述机器人系统rb01远离所述车身装配线一侧,用于存放所述待组装行李箱。
18.在其中一个实施例中,还包括:
19.第二抓手存放架,位于所述机器人系统rb02远离所述对中台一侧,用于为所述机器人系统rb02存储抓取所述待组装行李箱所需的抓手。
20.在其中一个实施例中,还包括:
21.装配抓手存放架,位于所述车身装配线远离所述机器人系统rb02一侧,用于为所述机器人系统rb02存储装配所述待组装行李箱所需的抓手。
22.基于同样的发明构思,本技术还提供一种行李箱自动装配方法,用于将待组装行李箱装配至白车身,所述方法包括:
23.当检测到一白车身传送至车身装配线的预定位置时,抓取所述待组装行李箱并放置于一对中台,以固定所述待组装行李箱的摆放位置并对所述待组装行李箱的铰链状态进行校正;以及
24.将所述对中台上的所述待组装行李箱装配至所述白车身。
25.上述行李箱自动装配方法,通过在检测到一白车身传送至车身装配线的预定位置时,抓取待组装行李箱并放置于一对中台以固定待组装行李箱的摆放位置;然后将对中台上的待组装行李箱装配至白车身。以实现行李箱的自动装配,可大幅降低线下额外手工调整工作量,同时还能提高行李箱与白车身的匹配一致性。
26.在其中一个实施例中,所述将所述对中台上的所述待组装行李箱装配至所述白车身的步骤之前,还包括:
27.将所述对中台上的所述待组装行李箱抓取至预定拍摄位;
28.对所述白车身尾部的尺寸信息进行扫描拍摄;
29.依照所述尺寸信息确定所述待组装行李箱的装配路径。
30.基于同样的发明构思,本技术还提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时可用于执行前述任一所述的方法。
附图说明
31.图1为一实施例中的行李箱自动装配系统的模块示意图;
32.图2为图1中车身装配线的结构示意图;
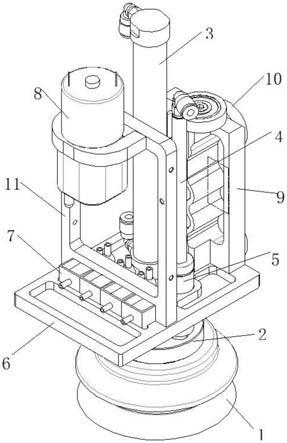
33.图3为图1中对中台的结构示意图;
34.图4为图1中机器人系统rb01的局部示意图;
35.图5为图1中拧紧系统的结构示意图;
36.图6为图1中行李箱料箱的结构示意图;
37.图7为图1中第一抓手存放架的结构示意图;
38.图8为一实施例中的行李箱自动装配方法的流程示意图;
39.图9为另一实施例中的行李箱自动装配方法的流程示意图。
具体实施方式
40.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
41.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
42.如本技术背景技术中所描述的,目前绝大多数汽车制造厂商对于行李箱的装配采取手工方式,也即是装配工位为手工装配作业方式。该种装配方式下,通常需要作业人员进入白车身内部进行行李箱装配,而作业人员进入白车身内会存在磕碰伤、划伤等安全风险。同时操作空间的狭窄导致人机工程不满足标准要求;另外,由于手工装配作业对于行李箱与车身匹配的间隙段差一致性较差,会造成大量额外手工调整作业,从而增加额外的工作量。
43.基于此,本技术希望提供一种新的方案,以解决前述所记载的技术问题,其具体构成将在后续实施例中得以详细阐述。
44.根据本技术的第一个方面,如图1所示,为本技术所提供的一种行李箱自动装配系统的模块示意图。可同时参阅图2-图6。该系统主要用于将待组装行李箱db装配至白车身wb。在另一些实施例中,还可借由该系统将背门装配至白车身wb,将背门装配至白车身wb的方法与本具体实施例类似,且可以基于同一套装配系统,区别仅在于将行李箱替换为背门。
45.具体地,可继续参阅图1-图4,本具体实施例中的系统可以包括车身装配线110(传输定位系统)、机器人系统rb01、机器人系统rb02和对中台140。车身装配线110主要用于承载和传送所述白车身wb;机器人系统rb01、机器人系统rb02和对中台140设置于所述车身装配线110的同一侧;且所述对中台140位于所述机器人系统rb01和所述机器人系统rb02之间。本具体实施例中,对中台140主要被配置为固定所述待组装行李箱db的摆放位置,并对待组装行李箱db的铰链状态进行校正。
46.所述机器人系统rb01被配置为在所述白车身wb被传送至所述车身装配线110的预定位置时将所述待组装行李箱db抓取并放置于所述对中台140上。具体地,可借由该车身装配线110配备的定位系统来定位白车身wb的位置,该定位方法可参照现有技术进行了解,本技术在此不作进一步赘述。
47.所述机器人系统rb02被配置为将所述对中台140上的所述待组装行李箱db装配至所述白车身wb。
48.上述行李箱自动装配系统,通过设置机器人系统rb01在白车身被传送至车身装配线的预定位置时,来将待组装行李箱抓取并放置于对中台上,固定待组装行李箱的摆放位置,并对待组装行李箱db的铰链状态进行校正;然后设置机器人系统rb02将对中台上的待组装行李箱装配至白车身。也即是说,本技术通过机器人系统rb01和机器人系统rb02的配
合即可实现行李箱的自动装配。大幅降低了线下额外手工调整工作量,还提高了行李箱与白车身的匹配一致性。另外,由于采用机器人系统rb01和机器人系统rb02来实现行李箱的自动装配,亦可降低作业人员受伤的风险,提高操作安全。
49.本技术中,机器人系统rb01和机器人系统rb02可为自动机械手臂,而该自动机械手臂可与现有机械臂具有完全或大致相同的结构,同时机器人系统rb01和机器人系统rb02可以具有完全相同的结构、参数和性能,也可以具有部分相同的结构、参数和性能。另外,机器人系统rb01和机器人系统rb02还可以是模块化可拆卸、可自定义组装的结构。本领域技术人员可依照实际情况进行选择和调整,本具体实施例不对此作进一步限定。可以理解地,针对机器人系统rb01的具体结构描述可参阅图4进行了解,本技术在此不作进一步赘述。
50.对中台140的设置位置可依照机器人系统rb01和机器人系统rb02的操作半径来进行调整和确定;例如,对中台140可设置于机器人系统rb01和机器人系统rb02的中间位置;也可以设置于更靠近机器人系统rb01一侧;更可以设置于更靠近机器人系统rb02一侧。为了避免机器人系统rb02和机器人系统rb01之间可能存在的取放误差,本具体实施例中,对中台140设置于机器人系统rb01和机器人系统rb02的中间,当机器人系统rb01将待组装行李箱db放置于对中台140上时,对中台140由于其上设置的固定结构,会将待组装行李箱db以预设摆放位置固定住,等到需要机器人系统rb02抓取待组装行李箱db时,机器人系统rb02就能不用过多调节自身取放路径即可实现待组装行李箱db的抓取,同时也可以简化机器人系统rb02在下一制程中的预操作步骤。可以理解地,针对对中台140的具体结构描述可参阅图3进行了解,本技术在此不作进一步赘述。
51.可选地,对中台140还可透过一机械结构(图3未示出)来对待组装行李箱db的总成铰链进行位置校正,以确保后续待组装行李箱db与白车身wb之间的铰链装配;另外,对中台140对于待装配行李箱db的外形尺寸也起到检具监控作用,如遇待装配行李箱db外形尺寸超出公差要求则不能放进对中台140进行后续作业。
52.在另一种可选实施例中,可继续参阅图1,本技术的行李箱自动装配系统还可以包括一控制系统(图未示),该控制系统分别与前述的机器人系统rb01和机器人系统rb02连接。该控制系统主要用以获取白车身wb到达车身装配线110预设位置信息,机器人系统rb01和机器人系统rb02的控制指令输出。
53.可选地,控制系统可集成于机器人系统rb01上,也可以集成于机器人系统rb02上,还可以分立为单独的控制柜,本技术对此不作进一步限定,本领域技术人员可依照实际需求进行选择和调整。
54.在另一种可选实施例中,可继续参阅图1,本技术的机器人系统rb02集成有一视觉系统(图未示),所述视觉系统与所述控制系统交互,所述视觉系统被配置为获取所述白车身wb车尾部分的尺寸信息si;所述控制系统基于所述尺寸信息si确定所述待组装行李箱db的装配路径。
55.具体地,视觉系统可例如为一个视觉相机,其可以集成于机器人系统rb02的端部,应理解,该视觉系统的拍摄范围应当避开机器人系统rb02上集成的另外机械结构(例如抓手、装配治具、拧紧治具),以使拍摄图像满足要求。视觉系统所获取的尺寸信息si可以包括车尾部分的长、宽信息以及车尾处用于装配待组装行李箱db的孔位尺寸信息。当视觉系统获取上述信息后,即可传输给控制系统,控制系统对该些信息进行处理(与数据库中的标准
信息进行匹配、比对、分析),从而依照处理结果得出相应的装配路径。控制系统将该装配路径输出给机器人系统rb02执行,从而透过机器人系统rb02实现待组装行李箱db的精确装配,使得组装一致性更好。
56.在另一种可选实施例中,所述机器人系统rb02还集成有一拧紧系统(可参阅图5),所述拧紧系统与所述控制系统交互,所述拧紧系统被配置为对依照所述装配路径装配至所述白车身wb的所述待组装行李箱db进行拧紧作业。当机器人系统rb02按照控制系统输出的装配路径将待组装行李箱db装配至白车身wb上时,机器人系统rb02即可利用自身集成的拧紧系统将待组装行李箱db固定与白车身wb上。可以理解,依照待组装行李箱db与白车身wb之间的连接方式不同,拧紧系统可以进行适应性调整;或者,该拧紧系统仅提供一个拧紧所需的驱动力,其具体的拧紧结构设置为可更换、可拆卸。可以理解地,针对拧紧系统的具体结构组成描述可参照图5进行了解,本技术在此不作进一步赘述。
57.在另一种可选实施例中,可继续参阅图1,并同时参阅图7。本技术的行李箱自动装配系统还可以包括第一抓手存放架150,位于所述机器人系统rb01远离所述对中台140一侧,用于为所述机器人系统rb01存储抓取所述待组装行李箱db所需的抓手。可以理解地,针对第一抓手存放架150的具体结构组成描述可参照图7进行了解,本技术在此不作进一步赘述。
58.在另一种可选实施例中,可继续参阅图1,并同时参阅图6。本技术的行李箱自动装配系统还可以包括行李箱料箱160,位于所述机器人系统rb01远离所述车身装配线110一侧,用于存放所述待组装行李箱db。可以理解地,针对行李箱料箱160的具体结构组成描述可参照图6进行了解,本技术在此不作进一步赘述。
59.在另一种可选实施例中,可继续参阅图1,本技术的行李箱自动装配系统还可以包括第二抓手存放架170,位于所述机器人系统rb02远离所述对中台140一侧,用于为所述机器人系统rb02存储抓取所述待组装行李箱db所需的抓手。
60.可选地,第一抓手存放架150和第二抓手存放架170所存放的抓手的型号、类别可以完全相同,也可以部分相同,本技术不作进一步限定。第二抓手存放架170的具体结构组成可同样参阅图6进行了解,本技术在此不作进一步赘述。
61.在另一种可选实施例中,本技术的行李箱自动装配系统还可以包括装配抓手存放架(图未示),位于所述车身装配线10远离所述机器人系统rb02一侧,也即是说,装配抓手存放架和机器人系统rb02分列装配线110的两侧,用于为所述机器人系统rb02存储装配所述待组装行李箱db所需的抓手。
62.根据本技术的第二个方面,可参照图8,本技术还提供一种行李箱自动装配方法,用于将待组装行李箱装配至白车身,所述方法可以包括步骤s100-s200。
63.步骤s100,当检测到一白车身传送至车身装配线的预定位置时,抓取所述待组装行李箱并放置于一对中台,以固定所述待组装行李箱的摆放位置并对所述待组装行李箱的铰链状态进行校正;以及
64.步骤s200,将所述对中台上的所述待组装行李箱装配至所述白车身。
65.具体地,针对本具体实施例中自动装配方法的具体描述,可参照前述行李箱自动装配系统进行理解,本技术在此不做进一步赘述。
66.上述行李箱自动装配方法,通过在检测到一白车身传送至车身装配线的预定位置
memory),例如随机存取存储器(英文:random-access memory,缩写:ram),如静态随机存取存储器(英文:static random-access memory,缩写:sram),双倍数据率同步动态随机存取存储器(英文:double data rate synchronous dynamic random access memory,缩写:ddr sdram)等;存储器也可以包括非易失性存储器(英文:non-volatile memory),例如快闪存储器(英文:flash memory)。存储器用于存储计算机程序(如实现上述方法的应用程序、功能模块等)、计算机指令等,上述的计算机程序、计算机指令等可以分区存储在一个或多个存储器中。并且上述的计算机程序、计算机指令、数据等可以被处理器调用。
84.上述的计算机程序、计算机指令等可以分区存储在一个或多个存储器中。并且上述的计算机程序、计算机指令、数据等可以被处理器调用。
85.处理器,用于执行存储器存储的计算机程序,以实现上述实施例涉及的方法中的各个步骤。具体可以参见前面方法实施例中的相关描述。
86.处理器和存储器可以是独立结构,也可以是集成在一起的集成结构。当处理器和存储器是独立结构时,存储器、处理器可以通过总线耦合连接。
87.上述计算机可读存储介质,由于其上存储的计算机程序被处理器执行时可用于执行前述任一实施例所描述的行李箱自动装配方法,上述方法通过在检测到一白车身传送至车身装配线的预定位置时,抓取待组装行李箱并放置于一对中台以固定待组装行李箱的摆放位置;然后将对中台上的待组装行李箱装配至白车身。以实现行李箱的自动装配,可大幅降低线下额外手工调整工作量,同时还能提高行李箱与白车身的匹配一致性。
88.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
89.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。