1.本实用新型涉及一种圆柱形塑件压塑成型模具,属于压塑成型技术领域。
背景技术:
2.压塑成型模具的排气结构对于压塑过程十分重要,压塑成型过程原材料会释放出小分子挥发份物和少量树脂,若不能排出会造成产品疏松等疵病。
3.目前排气结构采用加大模具配合间隙的方式,这种结构不仅排气空间有限,同时会影响模具配合定位,底模与外模定位差,制品易形成疏松,位置公差难以保证。
技术实现要素:
4.本实用新型的目的是为了解决传统压塑成型工艺中压塑成型模具的排气结构存在排气效果差、制品易形成疏松等问题,而提供一种圆柱形塑件压塑成型模具。
5.本实用新型的目的是通过以下技术方案实现的:
6.本实用新型的一种圆柱形塑件压塑成型模具,包括底模和外模;所述外模的内形为与圆柱形塑件外径相匹配的工作型面;所述底模的上表面为水平工作型面,所述底模的外径与所述外模的内径相匹配,所述底模的侧壁轴向开有一组圆周均布的排气缺口;
7.所述外模套在所述底模的上方,使所述底模的上表面、所述外模的内表面围合成与圆柱形塑件外形相匹配的压塑腔室。
8.工作过程
9.所述底模与所述外模装配定位后,向压塑腔室内注入压塑料,在压塑成型过程中,压塑料挥发出的小分子气体及部分树脂从所述底模侧壁的各个排气缺口中排出。
10.有益效果
11.本实用新型的压塑成型模具,结构简单,装配方便,底模侧壁未加工排气缺口的位置与外模的内壁形成可靠的配合定位,底模侧壁未排气缺口位置使压塑过程排气充分,消除压塑过程疏松疵病,制品质量和位置公差得以保证。
附图说明
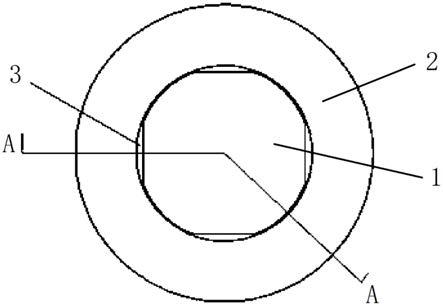
12.图1为本实用新型压塑成型模具的结构示意图;
13.图2为图1的a-a向剖面图;
具体实施方式
14.下面结合附图和实施例对本实用新型的内容作进一步描述。
15.实施例
16.如图1、2所示,本实用新型的一种圆柱形塑件压塑成型模具,包括底模1和外模2;所述外模2的内形为与圆柱形塑件外径相匹配的工作型面;所述底模1的上表面为水平工作型面,所述底模1的外径与所述外模2的内径相匹配,所述底模1的侧壁轴向开有一组圆周均
布的排气缺口;
17.所述外模2套在所述底模1的上方,使所述底模1的上表面、所述外模2的内表面围合成与圆柱形塑件外形相匹配的压塑腔室。
18.工作过程
19.所述底模1与所述外模2装配定位后,向压塑腔室内注入压塑料,在压塑成型过程中,压塑料挥发出的小分子气体及部分树脂从所述底模1侧壁的各个排气缺口中排出。
技术特征:
1.一种圆柱形塑件压塑成型模具,其特征是:包括底模和外模;所述外模的内形为与圆柱形塑件外径相匹配的工作型面;所述底模的上表面为水平工作型面,所述底模的外径与所述外模的内径相匹配,所述底模的侧壁轴向开有一组圆周均布的排气缺口;所述外模套在所述底模的上方,使所述底模的上表面、所述外模的内表面围合成与圆柱形塑件外形相匹配的压塑腔室。
技术总结
本实用新型公开了一种圆柱形塑件压塑成型模具,包括底模和外模;所述外模的内形为与圆柱形塑件外径相匹配的工作型面;所述底模的上表面为水平工作型面,所述底模的外径与所述外模的内径相匹配,所述底模的侧壁轴向开有一组圆周均布的排气缺口;所述外模套在所述底模的上方,使所述底模的上表面、所述外模的内表面围合成与圆柱形塑件外形相匹配的压塑腔室。本实用新型的压塑成型模具,结构简单,装配方便,底模侧壁未加工排气缺口的位置与外模的内壁形成可靠的配合定位,底模侧壁未排气缺口位置使压塑过程排气充分,消除压塑过程疏松疵病,制品质量和位置公差得以保证。制品质量和位置公差得以保证。制品质量和位置公差得以保证。
技术研发人员:张千龙 陈金忠 许国娟 阮攀科 武艳生 郝艳芝 郭春梅 谢健康 蔚根花 宋俊华 张鑫
受保护的技术使用者:晋西工业集团有限责任公司
技术研发日:2021.10.15
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
