1.本发明属于开锁器技术领域,涉及一种飞机自动开锁器的控制方法,具体涉及一种控制自动开锁器高低温时间误差性能的方法。
背景技术:
2.为保证飞机上的救生系统能够在极端环境条件下能够正常工作,飞机弹射座椅上的自动开锁器要求必须能够在低温-(55
±
2)℃、高温 (70
±
2)℃及常温 (25
±
10)℃条件下,时间误差性能合格。自动开锁器在装配完成后,需对产品的高低温及常温时间误差进行测试,现有的自动开锁器装配调试方法只能调试控制自动开锁器的常温时间误差,保证自动开锁器常温时间误差满足要求,无法对自动开锁器的高低温时间误差进行调试控制,对于自动开锁器出现常温时间误差调试合格、高低温时间误差不合格的问题没有有效的解决办法,只能采用报废高低温时间误差不合格的自动开锁器,选取高低温及常温误差合格的自动开锁器提交飞机使用。
3.自动开锁器生产装配周期较长,涉及一百多种零组件,仅因最后产品调试阶段高低温时间误差不合格而报废,是对人力、物力的极大浪费,严重影响自动开锁器的生产交付效率。
技术实现要素:
4.发明目的:
5.为了解决上述问题,本发明提供了一种控制自动开锁器高低温时间误差性能的方法,可以显著提高产品合格率。
6.发明技术解决方案:
7.一种控制自动开锁器高低温时间误差性能的方法,测试自动开锁器的高低常温的时间误差,选出不合格的自动开锁器,并记录时间误差值;分解不合格自动开锁器并对其中的调节摆片连平衡轮进行动平衡测量,找出不平衡量后对其进行平衡修复,再装回自动开锁器后重新进行高低常温的时间误差测试,直到测试通过。
8.进一步的,具体包括以下步骤:
9.步骤一,测试自动开锁器的高低温及常温时间误差,调选出不合格的自动开锁器,记录自动开锁器一定高温时间测量值x1及同样低温时间测量值x2,计算出该产品该段时间测试点在高低温条件下的测量值变量δ=x
1-x2;
10.步骤二,分解该自动开锁器,取出其中的调节摆片连平衡轮;
11.步骤三,将调节摆片连平衡轮通过动平衡机测量,记录动平衡机上显示的重心偏移的角度α及第一次不平衡量δ;
12.步骤四,测量完成后,取下调节摆片连平衡轮,将之放置在v型铁上,在调节摆片连平衡轮上找到角度为α 180
°
的部位,对该处用进行重量调整,使部位的重量减少小于δ的一定量;
13.步骤五,钻完孔后,将调节摆片连平衡轮重新放置在动平衡机上,重新测量,若调节摆片连平衡轮的第二次不平衡量λ降低到小于第一次不平衡量δ与测量值变量δ一定比例的值,则进行下一步,若不符合该要求,重做步骤三~步骤四;
14.步骤六:将调节摆片连平衡轮装入自动开锁器,重新检查高低温及常温时间误差,若还是不合格,则重复步骤二至步骤五,直到合格。
15.进一步的,步骤一中的时间段是6.5s。
16.进一步的,步骤四中,进行重量调整的方式是用钻花钻盲孔φ2
±
0.2,深度根据第一次不平衡量δ确定。
17.进一步的,步骤四中的一定量是0.8δ。
18.进一步的,步骤五中的小于第一次不平衡量δ与测量值变量δ一定比例的值,具体是<(0.2*δ/δ)g。
19.进一步的,步骤三中,将调节摆片连平衡轮通过动平衡机测量的具体方法是:将调节摆片连平衡轮通过支架架设在动平衡机的上表面并固定,然后对调节摆片连平衡轮进行动平衡测试。
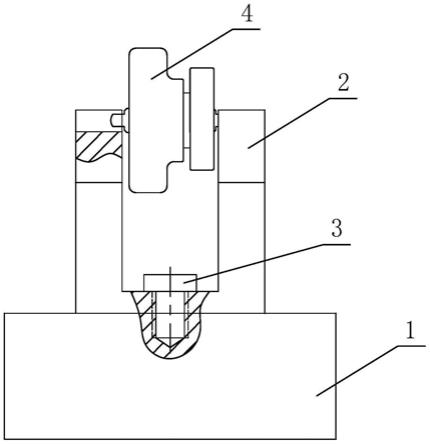
20.进一步的,步骤三中所使用的动平衡装置包括动平衡机(1)、支座(2)和固定螺钉(3),动平衡机(1)为测试平台,支座(2)是截面为u形的结构,开口的两侧具有安装调节摆片连平衡轮(4)的孔和凹槽,支座(2)底部为平面,通过固定螺钉(3)安装固定在动平衡机(1)上,调节摆片连平衡轮(4) 放置于支座(2)上,通过动平衡机(1)测量其动平衡性能。
21.本发明的优点是:
22.1、本发明集吸锡与加热于一体化,单人单装置就可以实施过去需要两个人使用两装置配合完成的工作;
23.2、本发明设计有多种的脱焊工具,对应不同种类的引脚元件的脱焊,选用合适的工具就可以简单完成,整体加热均匀,力度能够保持一致,不会造成引脚变形,更不会造成器件损坏;
24.3、本发明的方法使得脱焊产生的锡更容易清理,锡在脱焊工具段内时由于脱焊工具整体的较高温度,不会凝固,但是进入到脱焊转换装置后由于温度的骤降,立刻就会变为固体,然后拆下脱焊工具后很快就能将之清理,非常便捷。
附图说明
25.图1是调节摆片连平衡轮的结构示意图;
26.图2是图1的a-a剖视图;
27.图3是支座结构示意图;
28.图4是图3的俯视图;
29.图5是调试调节摆片连平衡轮动平衡性能的结构示意图。
30.其中,1-动平衡机、2-支座、3-固定螺钉、4-调节摆片连平衡轮。
具体实施方式
31.本部分是本发明的实施例,用于解释和说明本发明的技术方案。
32.飞机上的自动开锁器为保证能够在极端环境条件下正常工作,要求必须能够在低
温-(55
±
2)℃、高温 (70
±
2)℃及常温 (25
±
10)℃条件下,时间误差性能均合格。
33.如图1~图3所示,一种高低温时间误差性能调试系统,包括动平衡机1、支座2、固定螺钉3、调节摆片连平衡轮4组成。动平衡机由测试平台、显示屏、测试主机组成。
34.本发明一种控制自动开锁器高低温时间误差性能的方法,具体步骤如下:
35.步骤1:测试自动开锁器的高低温及常温时间误差,调选出不合格的产品,记录产品6.5s高温时间测量值x1及6.5s低温时间测量值x2,计算出该产品6.5s 时间测试点在高低温条件下的测量值变量δ=x
1-x2;
36.步骤2:分解该产品,取出其中的调节摆片连平衡轮4;
37.步骤3:将支座2通过固定螺钉3安装固定在动平衡机1上,将调节摆片连平衡轮4放置于支座2上,通过动平衡机1测量,记录动平衡机1上显示的重心偏移的角度α及不平衡量δ;
38.步骤4:测量完成后,从支座2上取下调节摆片连平衡轮4,放置在v型铁上,在调节摆片连平衡轮4上找到角度为α 180
°
的部位,在该处用钻花钻盲孔φ2
±
0.2,使部位的重量减少0.8δ;
39.步骤5:钻完孔后,将调节摆片连平衡轮4重新放置在动平衡机1上,重新测量,若调节摆片连平衡轮的不平衡量λ降低到<(0.2*δ/δ)g,则进行下一步,若不符合该要求,重做步骤2~步骤4;
40.步骤6:将调节摆片连平衡轮4装入自动开锁器,重新检查高低温及常温时间误差。
41.实施例:
42.某次测试自动开锁器高低温及常温时间误差性能时,发现一只自动开锁器常温4s、6s、6.5s三个时间测试点的检查结果为为4.05s、6.08s、6.50s,符合常温时间误差要求(参见表1),常温时间误差合格,高温时间误差检查结果为4.20s、6.41s、6.93s,低温时间误差检查结果为3.81s、5.53、6.09s,高低温时间误差性能不合格,对于该产品按如下步骤进行调试:
43.步骤1:该产品6.5s高温时间测量值x1为6.93,6.5s低温时间测量值x2为6.09,计算出该产品6.5s时间测试点在高低温条件下的测量值变量δ=0.84;
44.步骤2:分解产品,取出其中的调节摆片连平衡轮4;
45.步骤3:将支座2通过固定螺钉3安装固定在动平衡机1上,将调节摆片连平衡轮4放置于支座2上,通过动平衡机1测量其动平衡性能,其不平衡量值δ为0.305g,重心偏移角度α为74.47
°
;
46.步骤4:测量完成后,从支座2上取下调节摆片连平衡轮4,放置在v型铁上,按动平衡机1上显示的重心偏移的角度及偏移量,在调节摆片连平衡轮4 上找到角度为254.47
°
的部位,在距离调节摆片连平衡轮4端面2.8
±
0.2处,用钻花钻盲孔φ2
±
0.2,使部位的重量减少0.244g;
47.步骤5:钻完孔后,将调节摆片连平衡轮4重新放置在动平衡机1上,重新测量,检查不平衡量λ=0.057g<0.072g,重心偏移角度为21.35
°
;
48.步骤6:将调节摆片连平衡轮4装入自动开锁器,重新检查高低温及常温时间误差,检查结果见表2,符合要求,产品高低温及常温时间误差调试合格。
49.表1自动开锁器时间误差(s)
[0050][0051]
表2自动开锁器时间误差检查结果(s)
[0052]
工作点466.5常温(25
±
10)℃4.026.056.49低温(-55
±
2)℃3.955.916.44高温(70
±
2)℃4.126.196.58
[0053]
上述实施例只为说明本发明的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本发明的内容并据以实施,并不能以此来限制本发明的保护范围,凡根据本发明精神本质所作出的等同变换或修饰,都应涵盖本发明的保护范围内。本发明未详细描述的技术、形状、构造部分均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
