1.本发明涉及船舶领域的磁粉检测,尤其涉及应用于大型结构环、纵向焊缝磁粉检测,具体的说是一种焊接接头数字化荧光磁粉检测方法。
背景技术:
2.目前,荧光磁粉检测多采用人工操作进行检测,对于焊缝表面或近表面缺陷的检测一般采用电磁轭置于焊缝上,通过与焊缝长度方向呈
±
45
°
磁化焊缝并喷洒磁悬液,使荧光磁粉吸附在焊缝表面或近表面缺陷上,采用黑光灯照射焊缝表面使缺陷显示出来。
3.采用上述方法检测时,受人工操作能力及人员责任心影响较大,容易使焊缝表面或近表面缺陷漏检,检测结果无可追溯性,无法实现检测图像的永久保存。
4.借助数字化荧光磁粉检测装置自动爬行技术及有线数据传输,可控制磁粉检测装置在大型结构环、纵焊缝等连续导磁面上进行自动爬行检测;辅以荧光磁粉成像,借助摄像机对检测情况进行实时监控,并通过控制柜内电脑对检测图像进行数字化存储,实现替代人工完成自动化检测的工作。
技术实现要素:
5.为了弥补现有电磁轭磁粉检测技术的不足,本发明的提出了一种焊接接头数字化荧光磁粉检测方法。该荧光粉检测方法通过自动爬行、磁化、喷洒磁悬液及图像采集方法,最大程度规避在人工检测过程中因人员能力不足或责任心不强因素造成的检测结果偏离,摄像机记录并存储检测部位的方式使检测结果可追溯,实现检测结果的永久保存,解决电磁轭磁粉检测的技术问题。
6.本发明解决技术问题所采用的技术方案是:一种焊接接头数字化荧光磁粉检测方法,通过采用提升力测试与灵敏度测试,验证检测装置的灵敏度,在被检测面上放置检测装置,使其吸附在被检测面,电磁轭通电交叉磁化并喷洒磁悬液,使被检测面布满磁力线的同时荧光磁粉吸附在被检焊缝表面或近表面缺陷上,同时使用黑光灯进行照射,生成缺陷影像,并采用高清相机对缺陷影像进行拍摄及存储,从而实现对焊缝表面缺陷的有效检测;包括如下步骤:(1)开机测试:将控制柜、检测装置检测系统各部分连接完毕且检查无错连、虚接问题后,对控制柜进行供电操作,并对控制柜计算机进行开机、启动数字化荧光磁粉检测装置;(2)检测环境检查:借助车体前后板、车体侧板及o型橡胶圈可在检测装置内部制造出遮光环境,对环境光照度、黑光辐照度进行测量,参考标准cb/t3958-2004,环境光照度应不大于20lx,黑光辐照度应不低于1000μw/cm2;(3)电磁轭提升力测试:将检测装置四个充气轮胎位置悬空一定高度,将提升力试块置于电磁轭下方,控
制电磁轭向下运动至紧密贴合提升力试块,通电励磁,通过其中一台电机驱动器一体机带动电磁轭缓慢提升;首先记录测力计数据作为原始数据,通过丝杠滑块套装带动电磁轭向下移动,当电磁轭接触提升力试块之后,时刻采集测力计数据,当测力计数据与原始数据发生较大改变时,表明电磁轭已经紧密贴近壁面并已施加一定压力,控制电磁轭通电工作后,借助其中一台电机驱动器一体机带动电磁轭提升,同时不断提取测力计数据;当实时数据与原始数据差值达到45n标准值,停止该电机驱动器一体机的转动,继续监测测力计数值,其数值差在标准值保持3秒,检测装置电磁轭的吸附力满足检测需求;(4)电磁轭直线运动校准:通过其中一台电机驱动器一体机控制电磁轭向下运动,直至电磁轭紧密接触被检壁面,对控制柜显示器上的数值进行判断,若数值在
±
20范围内,则说明检测装置电磁轭直线运动符合要求;(5)电磁轭旋转运动校准:通过其中另一台电机驱动器一体机控制电磁轭向左旋转45
°
,完成运动后,通过该电机驱动器一体机反转,控制电磁轭向右旋转90
°
,待检测装置完成上述运动后,对控制柜显示器上的数值进行判断,若数值在
±
20范围内,则说明检测装置电磁轭旋转运动符合要求,水平方向上旋转精确;(6)检测灵敏度测试:选取一张规格尺寸大于检测装置的钢板,将a1-30/100试片凹槽向下置于钢板上,用有效且不影响磁痕形成的方式将试片固定在钢板上,将检测装置置于试片上方,利用控制柜操控其中一台电器驱动器一体机正转带动电磁轭向下运动,待电磁轭测试提升力满足条件后,再使其向下移动并旋转,对试片进行交叉磁化,同时通过磁悬液喷嘴喷淋磁悬液,打开黑光灯并通过高清相机观测磁痕显示,出现明显“圆圈”及“十字”磁痕,则说明该系统电磁轭灵敏度满足要求。
7.(7)图像采集及输入输出:使用检测装置对不同被检测面进行图像抓取,证明检测装置具有可靠稳定的图像采集能力,各项功能正常,成像效果清晰,照片格式为jpeg;对抓取的坐标纸图像进行尺寸计算,拍摄影像尺寸不小于10cm*5cm;对拍摄影像进行调取、输入输出测试,验证检测装置具有快速的输入输出功能;(8)检测装置吸附测试:将检测装置分别布置于在竖直、水平被检测面上,调整高性能型号磁体,分别在静态和动态下,观察检测装置是否出现下滑与倾覆不稳定吸附现象;(9)检测装置运动测试:将检测装置分别布置于在竖直、水平被检测面上,分别设置检测装置电机驱动器转动方向和转速,控制检测装置进行直线前进和后退运动;利用差速原理实现检测装置转弯运动;观察其能否实现直线、转弯运动;(10)自动检测:上述功能测试完毕且处于完好状态后,将检测装置安全布置在被检焊缝上后,对其位置进行调整,保证被检焊缝位于其前进方向中心线上;首先通过磁悬液喷嘴对被检焊缝进行磁悬液喷淋,确保被检焊缝的磁悬液喷淋位置及热影响区处于润湿状态;再由其中
另一台电机驱动器一体机正转带动电磁轭向左旋转45
°
后,由其中一台电机驱动器一体机带动电磁轭向下运动至紧密接触被检壁面,通电励磁同时并通过磁悬液喷嘴喷洒磁悬液,持续1-3s,打开黑光灯借助高清相机自动调焦记录检测结果;断开电磁轭后,由其中一台电机驱动器一体机带动电磁轭向上运动至竖直原位,由其中另一台电机驱动器一体机反转带动电磁轭向右旋转90
°
,由其中一台电机驱动器一体机带动电磁轭向下运动至紧密接触被检测面201表面,通电励磁同时并通过磁悬液喷嘴喷洒磁悬液,持续1-3s,打开黑光灯,借助高清相机自动调焦记录检测结果;其中一台电机驱动器一体机带动电磁轭向上运动至竖直原位,至此完成一次检测作业;之后控制车体向前运动,进行下一次检测作业,往复循环此过程至被检焊缝检测完毕;(11)图像评定及复探:对高清相机记录的图像进行评定若出现疑似缺陷磁痕影像,可根据图像的信息对该处片位进行人工复探,确认磁痕是否为缺陷。
8.积极效果,本发明提出的检测方法,能够有效地对大型结构环焊缝、纵焊缝进行自动检测,并保存检测影像,弥补现有技术的不足,自动化程度高。适宜作为一种焊接接头数字化荧光磁粉检测方法应用。
附图说明
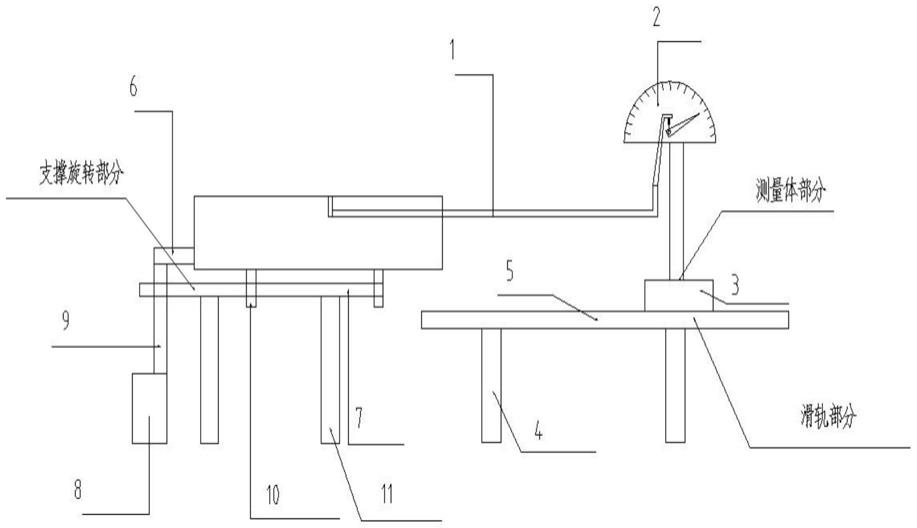
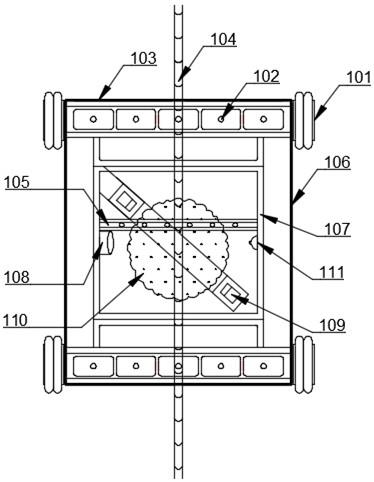
9.图1为荧光磁粉检测装置沿焊缝实施检测的仰视图;图2为荧光磁粉检测装置沿焊缝实施检测的主视图;图3为荧光磁粉检测装置沿大型结构环焊缝实施检测的示意图。
10.图中,101.充气轮胎,102.高性能型号磁体,103.车体前后板,104.被检焊缝,105.磁悬液喷嘴,106.车体侧板,107.o型橡胶圈,108.高清相机,109.电磁轭,110.磁悬液喷淋位置,111.黑光灯,201.被检测面,301.大型结构环型焊缝,302.环型被检焊缝,303.检测装置,304.实施检测方向。
具体实施方式
11.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
12.在本发明中,在不矛盾或冲突的情况下,本发明的所有实施例、实施方式以及特征可以相互组合。在本发明中,常规的设备、装置、部件等,既可以商购,也可以根据本发明公开的内容自制。在本发明中,为了突出本发明的重点,对一些常规的操作和设备、装置、部件进行的省略,或仅作简单描述。
13.据图所示,一种焊接接头数字化荧光磁粉检测装置包括充气轮胎101、高性能型号磁体102、车体前后板103、磁悬液喷嘴105、车体侧板106、o型橡胶圈107、高清相机108、电磁
轭109和黑光灯111,车体前后板103、车体侧板106围合成车体,在车体的侧部设置充气轮胎101,车体底部设有高性能型号磁体102,车体内腔设置有磁悬液喷嘴105、o型橡胶圈107、高清相机108和黑光灯111,电磁轭109穿过车体内腔。
14.一种焊接接头数字化荧光磁粉检测方法,以直径为10米的大型结构环型对接焊缝301为例,实现对环焊缝的全面磁粉检测,并对焊缝影像信息进行记录保存,具体说明实施过程。
15.(1)开机测试:将控制柜、检测装置303检测系统各部分连接完毕且检查无错连、虚接问题后,对控制柜进行供电操作,并对控制柜计算机进行开机、启动数字化荧光磁粉检测装置303;(2)检测环境检查:借助车体前后板103、车体侧板106及o型橡胶圈107可在检测装置303内部制造出遮光环境,对环境光照度、黑光辐照度进行测量,测得实际环境光照度8lx,黑光辐照度15977μw/cm2;(3)电磁轭提升力测试:将检测装置303四个充气轮胎101位置悬空一定高度,将提升力试块置于电磁轭109下方,控制电磁轭109向下运动至紧密贴合提升力试块,通电励磁,通过其中一台电机驱动器一体机带动电磁轭109缓慢提升;首先记录测力计数据作为原始数据,通过丝杠滑块套装带动电磁轭向下移动,当电磁轭109接触提升力试块之后,时刻采集测力计数据,当测力计数据与原始数据发生较大改变时,表明电磁轭109已经紧密贴近壁面并已施加一定压力,控制电磁轭通电工作后,借助其中一台电机驱动器一体机带动电磁轭109提升,同时不断提取测力计数据;当实时数据与原始数据差值达到45n标准值,停止该电机驱动器一体机的转动,继续监测测力计数值,其数值差在标准值保持3秒,检测装置电磁轭的吸附力满足检测需求;(4)电磁轭直线运动校准:通过其中一台电机驱动器一体机控制电磁轭109向下运动,直至电磁轭109紧密接触被检壁面,对控制柜显示器上的数值进行判断,通过校准测试,三次数值分别为1、2、0,说明检测装置电磁轭直线运动符合要求;(5)电磁轭旋转运动校准:通过其中另一台电机驱动器一体机控制电磁轭109向左旋转45
°
,完成运动后,通过该电机驱动器一体机反转,控制电磁轭109向右旋转90
°
,待检测装置303完成上述运动后,对控制柜显示器上的数值进行判断,通过校准测试,三次数值分别为-1、2、1,说明检测装置电磁轭旋转运动符合要求,水平方向上旋转精确;(6)检测灵敏度测试:选取一张规格尺寸650*500*24mm的钢板,将a1-30/100试片凹槽向下置于钢板上,用有效且不影响磁痕形成的方式将试片固定在钢板上,将检测装置303置于试片上方,利用控制柜操控其中一台电器驱动器一体机正转带动电磁轭109向下运动,待电磁轭测试提升力满足条件后,再使其向下移动并旋转,对试片进行交叉磁化,同时通过磁悬液喷嘴105喷淋磁悬液,打开黑光灯111并通过高清相机108观测磁痕显示,出现明显“圆圈”及“十字”磁痕,则说明该系统电磁轭灵敏度满足要求。
16.(7)图像采集及输入输出:使用检测装置303对不同大型结构环焊缝301进行图像抓取,证明检测装置303具有可靠稳定的图像采集能力,各项功能正常,成像效果清晰,照片格式为jpeg;对抓取的坐标纸图像进行尺寸计算,拍摄影像尺寸为20cm*10cm;对20张影像进行调取、输入输出测试,验证检测装置303具有快速的输入输出功能;(8)检测装置吸附测试:将检测装置303分别布置于在大型结构环焊缝301上,调整高性能型号磁体102,分别在静态和动态下,观察检测装置303是否出现下滑与倾覆不稳定吸附现象,检测装置303能够实现稳定吸附;(9)检测装置运动测试:将检测装置303分别布置于在大型结构环焊缝301上,分别设置检测装置电机驱动器转动方向和转速,控制检测装置进行直线前进和后退运动;利用差速原理实现检测装置转弯运动;检测装置能够实现前进、后退及转弯运动;(10)自动检测:上述功能测试完毕且处于完好状态后,将检测装置(303)安全布置在环型被检焊缝302上后,对其位置进行调整,保证环型被检焊缝302位于其实施检测方向304上;首先通过磁悬液喷嘴105对被检焊缝104进行磁悬液喷淋,确保被检焊缝104的磁悬液喷淋位置110及热影响区处于润湿状态;再由其中另一台电机驱动器一体机正转带动电磁轭109向左旋转45
°
后,由其中一台电机驱动器一体机带动电磁轭109向下运动至紧密接触被检壁面,通电励磁同时并通过磁悬液喷嘴105喷洒磁悬液,持续1-3s,打开黑光灯111借助高清相机108自动调焦记录检测结果;断开电磁轭109后,由其中一台电机驱动器一体机带动电磁轭109向上运动至竖直原位,由其中另一台电机驱动器一体机反转带动电磁轭109向右旋转90
°
,由其中一台电机驱动器一体机带动电磁轭109向下运动至紧密接触大型结构环型焊缝301表面,通电励磁同时并通过磁悬液喷嘴105喷洒磁悬液,持续1-3s,打开黑光灯111,借助高清相机108自动调焦记录检测结果;其中一台电机驱动器一体机带动电磁轭109向上运动至竖直原位,至此完成一次检测作业;之后控制车体向前运动,进行下一次检测作业,往复循环此过程至环型被检焊缝302检测完毕;(11)图像评定及复探:对高清相机108记录的图像进行评定若出现疑似缺陷磁痕影像,可根据图像的信息对该处片位进行人工复探,确认磁痕是否为缺陷;经过观察,该条大型结构环型对接焊缝无缺陷磁痕显示。
17.本发明的优点:本发明相较于常规手持电磁轭的磁粉检测方式,具有以下创新点:(1)本发明数字化荧光磁粉检测装置可以在待检结构面进行动态检测作业,集机电气液控于一体的多功能、高集成的检测装置,能够自主完成相应标准作业流程代替人工作业,或者人为操作对局部待检壁面进行重点监测,并可实现对检测部位图像的记录及保存,开创先例。
18.(2)采用阵列式永磁吸附技术,高性能型号磁体均匀分布在车体下放前后两侧,可以通过自行装卸磁铁改变磁粉检测装置吸附力大小,适应不同导磁率金属壁面,稳定可靠,
可以避免紧急失电状况下设备坠落,配合永磁吸盘和防坠器可以保证各种工作环境下的人机安全。
19.(3)数字化荧光磁粉检测装置车轮采用限位盘加充气轮胎组合的方式。限位盘可以限制充气轮胎压缩量,进而控制磁粉检测装置工作时最大吸附力,避免吸附力过大导致设备动力不足的情况。
20.(4)数字化荧光磁粉检测装置采用全封闭式外壳,内部有与磁轭一起运动的内衬板组成的箱体共同完成黑暗环境的制造。内衬板下侧装有o型橡胶圈,当磁轭向壁面动作直至接触壁面过程中,内衬板随之动作,同时o型橡胶圈适当压缩,紧贴壁面壁面避免光源进入,同时在内衬板和车体上板孔内有间隙,在车体上板内孔粘有密封条,既不影响运动又避免光源进入。
21.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。