1.本实用新型属于金属热处理技术领域,具体涉及一种消磁热处理加热炉用上料机构。
背景技术:
2.金属部件在加工成型后,可能会因为生产工序而带上磁性,而一些金属部件的使用条件是不允许带有磁性的,以免对使用该金属部件的设备产生干扰,造成不可挽回的后果,故这些金属部件需要进行消磁热处理才能使用、装配。由于需要热处理的金属部件大多尺寸较小,需要使用托盘盛装,热处理温度较高,需要使用耐高温材质的托盘,如金属材质的托盘,托盘一次性盛装的金属部件较多,加上托盘的重量,在装满金属部件后的托盘非常沉重,人力无法长时间进行上料操作,工作效率低下。
3.综上所述,为解决现有的技术问题,本实用新型设计了一种结构简单、可以自动对托盘进行装料、自动将托盘进行上料的消磁热处理加热炉用上料机构。
技术实现要素:
4.本实用新型为解决现有的技术问题,设计了一种结构简单、可以自动对托盘进行装料、自动将托盘进行上料的消磁热处理加热炉用上料机构。
5.本实用新型的目的可通过以下技术方案来实现:
6.一种消磁热处理加热炉用上料机构,包括:
7.输料机构,包括输料传送带、称料斗,所述输料传送带设置在称料斗上方,所述称料斗下方转动连接有电子秤;
8.上盘机构,所述上盘机构设置在输料机构右侧,所述上盘机构包括上盘传送带、上盘托板、上盘夹爪,所述上盘传送带设置在上盘托板上方,所述上盘夹爪对称设置在上盘托板两侧;
9.上料传送带,所述上料传送带设置在上盘机构右侧,所述上盘传送带与上盘托板衔接;
10.上料托盘,所述上料托盘为金属网片围合而成。
11.进一步的,所述料斗称与电子秤的转动连接处设有步进电机。
12.进一步的,所述上盘托板对应上盘传送带位置的下方设有电磁铁。
13.进一步的,所述上盘夹爪包括滑轨、竖向油缸、横向油缸、爪头,所述竖向油缸设置在滑轨上,所述横向油缸设置在竖向油缸的输出轴上,所述横向油缸的输出轴对向设置,所述爪头设置在横向油缸的输出轴上。
14.进一步的,所述上料传送带上方设有对称设置的挡架,所述挡架之间的间距大于上料托盘的宽度。
15.相比现有技术,本实用新型结构设置合理:1、向托盘内输料称量精准,且相较于人工称料,效率更高;2、机械代替人工搬运装料的托盘,减少人工的劳动强度,提高生产效率。
附图说明
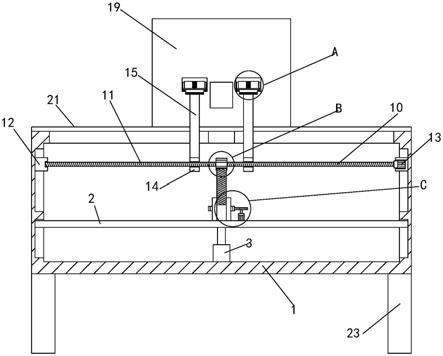
16.图1为本上料机构侧视结构示意图;
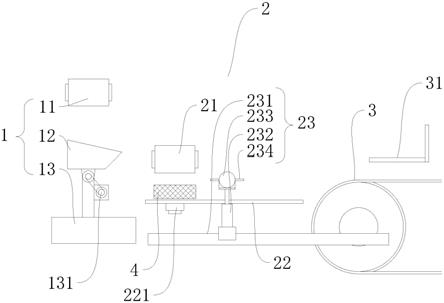
17.图2为本上料机构俯视结构示意图;
18.参见图1至图2,其中:1、输料机构;11、输料传送带;12、称料斗;13、电子秤;131、步进电机;2、上盘机构;21、上盘传送带;22、上盘托板;221、电磁铁;23、上盘夹爪;231、滑轨;232、竖向油缸;233、横向油缸;234、爪头;3、上料传送带;31、挡架;4、上料托盘。
具体实施方式
19.下面结合实施例,对本实用新型的技术方案作进一步的阐述。在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
20.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
21.实施例一:
22.一种消磁热处理加热炉用上料机构,包括:
23.输料机构1,包括输料传送带11、称料斗12,所述输料传送带11设置在称料斗12上方,所述称料斗12下方转动连接有电子秤13;
24.上盘机构2,所述上盘机构2设置在输料机构1右侧,所述上盘机构2包括上盘传送带21、上盘托板22、上盘夹爪23,所述上盘传送带21设置在上盘托板22上方,所述上盘夹爪23对称设置在上盘托板22两侧;
25.上料传送带3,所述上料传送带3设置在上盘机构2右侧,所述上盘传送带3与上盘托板22衔接;
26.上料托盘4,所述上料托盘4为金属网片围合而成。
27.具体的,在进行金属部件的消磁热处理前,由于大部分需要处理的金属部件尺寸都比较小且需要处理的数量较多,需要分部分使用上料托盘4进行盛装;在进行金属部件的输料时,由输料传送带11向称料斗12输送,电子秤13称量称料斗12内金属部件的重量,当达到一次上料托盘4运输的重量时,输料传送带11停止输送,上盘传送带11向上盘托板22上传输一个上料托盘4,称料斗12倾斜并将其内的金属部件都倾倒入上料托盘4内,由于上料托盘4时金属网片围合而成,其表面有较多的网眼,此时上盘托板22两侧的上盘夹爪23移动到上料托盘4处,上盘夹爪23配合上料托盘4侧边的网眼将上料托盘4叉起,并带动上料托盘4移动到上料传送带3上,实现自动上料。
28.实施例二:
29.实施例二与实施例一的区别在于,所述料斗称12与电子秤13的转动连接处设有步
进电机131。
30.具体的,称料斗12的倾倒与复位动作通过步进电机131的传动实现。
31.实施例三:
32.实施例三与实施例一的区别在于,所述上盘托板22对应上盘传送带21位置的下方设有电磁铁221。
33.具体的,在上盘传送带21向上盘托板22传送上料托盘4时,电磁铁221通电带有磁性,上料托盘4从上盘传送带21下落到上盘托板22后被电磁铁221吸附住,防止因为下落的冲击使上料托盘4在上盘托板22上弹跳,导致上料托盘4位置不正或跳脱出上盘托板22,在上料托盘4稳定在上盘托板22上后,电磁铁221断电失去磁性,防止让倾倒入上料托盘4的金属部件带上磁性。
34.实施例四:
35.实施例四与实施例一的区别在于,所述上盘夹爪23包括滑轨231、竖向油缸232、横向油缸233、爪头234,所述竖向油缸232设置在滑轨231上,所述横向油缸233设置在竖向油缸232的输出轴上,所述横向油缸233的输出轴对向设置,所述爪头234设置在横向油缸233的输出轴上。
36.具体的,上盘夹爪23在搬运上料托盘4时,先通过滑轨231横向移动到上料托盘4的侧边,横向油缸233的输出轴伸出,将爪头234插入上料托盘4的网眼内,然后竖向气缸232的输出轴伸出,将上料托盘4抬起离开上盘托板22,滑轨231再次工作,将上料托盘4带动到上料传送带3上方,竖向油缸233的输出轴回缩,上料托盘4与上料传送带3接触,横向油缸232的输出轴回缩,将爪头234抽离上料托盘4的网眼,使上料托盘4可以随上料传送带3一同运动。
37.实施例五:
38.实施例五与实施例四的区别在于,所述上料传送带3上方设有对称设置的挡架31,所述挡架31之间的间距大于上料托盘4的宽度。
39.具体的,在上盘夹爪23带动上料托盘4到达上料传送带3上方时,上料托盘4位于两个挡架之间,在爪头234抽出网眼时,挡架对上料托盘4起到阻挡的作用,防止上料托盘4被爪头234的移动而带动,在上料传送带3上的位置偏离。
40.本文中所描述的仅为本实用新型的优选实施方式,但本实用新型的保护范围并不局限于此。本实用新型所属领域的技术人员对所描述的具体实施例进行的修改或补充或采用类似的方式替换,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。