1.本发明涉及液晶屏装配到位的判定,涉及装配判定领域。
背景技术:
2.汽车用全仪表液晶以模组式液晶为主体,若液晶屏未装配到位将导致汽车振动过程中出现异响甚至液晶屏破损,最终导致全液晶仪表影响用户使用。目前的判定多采用人工目视检查,存在漏检、错检的风险。
技术实现要素:
3.本发明的目的是为了解决现有采用人工目视检查液晶屏的装配,存在漏检、错检的问题,提出了汽车用全液晶仪表模组式液晶屏装配到位判定方法。
4.汽车用全液晶仪表模组式液晶屏装配到位判定方法,所述方法包括以下内容:
5.步骤1、将液晶屏装配到pcb板上,使用位于液晶屏中心正上方的工业相机进行拍照,获得液晶屏图像;
6.步骤2、对液晶屏图像进行处理,获得含有液晶屏内外两个边框的图像;
7.步骤3、从步骤2得到的图像中得到液晶屏外边框面积,判定该面积是否在设定外边框面积范围内,如果否,则返回步骤1,重新拍照,直至经过三次判定该面积都不在设定范围内,则判定液晶屏外框尺寸不合格,如果是,则判定液晶屏外框尺寸合格,执行步骤4;
8.步骤4、从步骤2得到的图像中得到液晶屏内边框面积,判断该面积是否在设定内边框面积范围内,如果否,则执行步骤5,如果是,则执行步骤6;
9.步骤5、获得液晶屏外边框面积和液晶屏内边框面积的差值,判断该差值是否在设定差值范围内,如果否,则返回步骤1,重新拍照,直至经过三次判定该差值都不在设定差值范围内,则判定液晶屏内框尺寸不合格,如果是,则判定液晶屏内框尺寸合格,执行步骤6;
10.步骤6、对步骤2得到的含有液晶屏内外两个边框的图像进行处理,得到液晶屏外框上的四个顶点坐标,四个顶点坐标自左上至左下顺时针分别为μ1(x1,y1)、μ2(x2,y2)μ3(x3,y3),μ4(x4,y4),同时获得液晶屏下面印制板上的识别点坐标θ(x,y);
11.步骤7、获得四个顶点坐标相对于识别点坐标的偏差值,一共获得8个偏差值分别为
△
1x、
△
1y、
△
2x、
△
2y、
△
3x、
△
3y、
△
4x和
△
4y;
12.步骤8、分别判断每个偏差值是否在各自设定偏差范围内,若有一个不在,则判定液晶屏装配不到位,若都在,则执行步骤9;
13.步骤9、获得允许偏差范围
△
x和
△
y,
△
x=1.31
×
(
△
1x
△
2x
△
3x
△
4x)/4,
△
y=1.31
×
(
△
1y
△
2y
△
3y
△
4y)/4;
14.步骤10、分别判定
△
1x、
△
2x、
△
3x、
△
4x与
△
x的关系,若均小于
△
x,则执行步骤11,若均大于等于
△
x,则判定为液晶屏装配不到位;
15.步骤11、分别判定
△
1y、
△
2y、
△
3y、
△
4y与
△
y的关系,若均小于
△
y,则执行步骤12,若均大于等于
△
y,则判定为液晶屏装配不到位;
16.步骤12、使用工业相机对装配到印制板上的液晶屏进行侧视拍照,得到液晶屏的侧面图像;
17.步骤13、从液晶屏的侧面图像上检测液晶屏是否装配到位,如果否,则判定液晶屏装配不到位,如果是,则判定液晶屏装配到位。
18.优选地,步骤13中,从液晶屏的侧面图像检测液晶屏是否装配到位,具体为:
19.步骤131、对液晶屏的侧面图像进行处理,获得含有液晶屏下边与pcb板上边两条直线的图像;
20.步骤132、判断步骤131得到的图像中两条直线的平行度是否在预设平整度范围内,如果否,则返回步骤12,重新拍照,直至经过三次判定2条直线不平行,则判定液晶屏装配不到位,如果是,则执行步骤133;
21.步骤133、对步骤131得到的含有液晶屏下边与pcb板上边两条直线的图像进行处理,得到液晶屏下边左、中、右三点到pcb板上边的垂直距离,分别为l1、l2和l3;
22.步骤134、分别判定l1、l2和l3是否均在设定距离范围内,若全部在设定距离范围内,则执行步骤135,若有l1、l2和l3中有一个距离不在设定距离范围内,则判定液晶屏装配不到位;
23.步骤135、获得l1、l2和l3的平均偏差值及允许距离偏差值,判断允许距离偏差值是否小于l1、l2和l3的平均偏差值,如果是,则判定液晶屏装配到位,如果否,则判定液晶屏装配不到位。
24.本发明的有益效果是:
25.本技术分为两个主要步骤:正视判定、侧视判定。正视判定即工业相机位于液晶屏中心正上方,视野以拍下整个产品为准。侧视判定即工业相机位于液晶侧方,对准液晶屏与印制板切面的中心,视野以拍下整个产品为准。
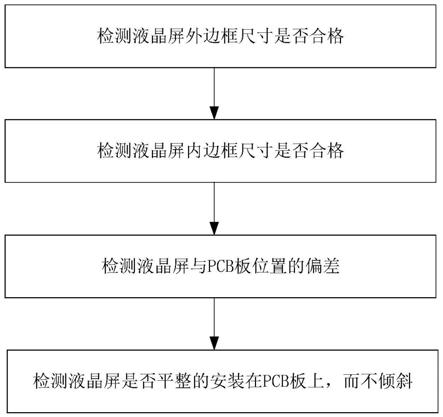
26.本技术先进行正视判定,先计算液晶屏外边框面积,来检测液晶屏外边框是否尺寸合格,如果没在设定外边框面积范围内,说明外边框尺寸不合格,有可能是外边框尺寸大了或者小了,如果合格在进一步检测内边框尺寸,如果内边框尺寸也合格,在进一步检测外边框四个顶点坐标相对于识别点坐标的偏差值,目的是检测液晶屏是否安装在pcb板正确位置,而不是相对pcb板倾斜的,如果不倾斜再进一步通过侧视判定来判断液晶屏是否水平的安装在pcb板上了,所以通过正视判定和侧视判定后,能够检测出液晶屏是否正确的与pcb板装配在一起了。
27.另外,本技术以工业相机为平台,通过精准测量,可以以数据证明液晶屏装配到位,从而大幅降低装配不到位带来的故障。本技术不需要人工目视检查,检测液晶屏装配问题更快速、准确。
附图说明
28.图1为汽车用全液晶仪表模组式液晶屏装配到位判定方法的流程图;
29.图2为正视判定图;
30.图3为侧视判定图。
具体实施方式
31.具体实施方式一:结合图1和图2说明本实施方式,本实施方式所述的汽车用全液晶仪表模组式液晶屏装配到位判定方法,所述方法包括以下内容:
32.步骤1、将液晶屏装配到pcb板上,使用位于液晶屏中心正上方的工业相机进行拍照,获得液晶屏图像;
33.步骤2、对液晶屏图像进行处理,获得含有液晶屏内外两个边框的图像;
34.步骤3、从步骤2得到的图像中得到液晶屏外边框面积,判定该面积是否在设定外边框面积范围内,如果否,则返回步骤1,重新拍照,直至经过三次判定该面积都不在设定范围内,则判定液晶屏外框尺寸不合格,如果是,则判定液晶屏外框尺寸合格,执行步骤4;
35.步骤4、从步骤2得到的图像中得到液晶屏内边框面积,判断该面积是否在设定内边框面积范围内,如果否,则执行步骤5,如果是,则执行步骤6;
36.步骤5、获得液晶屏外边框面积和液晶屏内边框面积的差值,判断该差值是否在设定差值范围内,如果否,则返回步骤1,重新拍照,直至经过三次判定该差值都不在设定差值范围内,则判定液晶屏内框尺寸不合格,如果是,则判定液晶屏内框尺寸合格,执行步骤6;
37.步骤6、对步骤2得到的含有液晶屏内外两个边框的图像进行处理,得到液晶屏外框上的四个顶点坐标,四个顶点坐标自左上至左下顺时针分别为μ1(x1,y1)、μ2(x2,y2)μ3(x3,y3),μ4(x4,y4),同时获得液晶屏下面印制板上的识别点坐标θ(x,y);
38.步骤7、获得四个顶点坐标相对于识别点坐标的偏差值,一共获得8个偏差值分别为
△
1x、
△
1y、
△
2x、
△
2y、
△
3x、
△
3y、
△
4x和
△
4y;
39.步骤8、分别判断每个偏差值是否在各自设定偏差范围内,若有一个不在,则判定液晶屏装配不到位,若都在,则执行步骤9;
40.步骤9、获得允许偏差范围
△
x和
△
y,
△
x=1.31
×
(
△
1x
△
2x
△
3x
△
4x)/4,
△
y=1.31
×
(
△
1y
△
2y
△
3y
△
4y)/4;
41.步骤10、分别判定
△
1x、
△
2x、
△
3x、
△
4x与
△
x的关系,若均小于
△
x,则执行步骤11,若均大于等于
△
x,则判定为液晶屏装配不到位;
42.步骤11、分别判定
△
1y、
△
2y、
△
3y、
△
4y与
△
y的关系,若均小于
△
y,则执行步骤12,若均大于等于
△
y,则判定为液晶屏装配不到位;
43.步骤12、使用工业相机对装配到印制板上的液晶屏进行侧视拍照,得到液晶屏的侧面图像;
44.步骤13、从液晶屏的侧面图像上检测液晶屏是否装配到位,如果否,则判定液晶屏装配不到位,如果是,则判定液晶屏装配到位。
45.本实施方式中,图2中顶点1至顶点4表示液晶屏外框上的四个顶点,附图标记1表示印制板上的识别点,附图标记2表示液晶屏外边框,附图标记3表示固定pcb板的外壳,附图标记4表示固定液晶屏的pcb板,附图标记5表示液晶屏内边框。
46.步骤5中获得液晶屏外边框面积和液晶屏内边框面积的差值,该差值s=s1-s2,s2表示液晶屏内边框面积,s2表示液晶屏外边框面积。
47.液晶屏下边指液晶屏的底边,pcb板上边指pcb板的顶边。
48.具体实施方式二:结合图3说明本实施方式,本实施方式是对具体实施方式一所述的汽车用全液晶仪表模组式液晶屏装配到位判定方法进一步限定,在本实施方式中,步骤
13中,从液晶屏的侧面图像检测液晶屏是否装配到位,具体为:
49.步骤131、对液晶屏的侧面图像进行处理,获得含有液晶屏下边与pcb板上边两条直线的图像;
50.步骤132、判断步骤131得到的图像中两条直线的平行度是否在预设平整度范围内,如果否,则返回步骤12,重新拍照,直至经过三次判定2条直线不平行,则判定液晶屏装配不到位,如果是,则执行步骤133;
51.步骤133、对步骤131得到的含有液晶屏下边与pcb板上边两条直线的图像进行处理,得到液晶屏下边左、中、右三点到pcb板上边的垂直距离,分别为l1、l2和l3;
52.步骤134、分别判定l1、l2和l3是否均在设定距离范围内,若全部在设定距离范围内,则执行步骤135,若有l1、l2和l3中有一个距离不在设定距离范围内,则判定液晶屏装配不到位;
53.步骤135、获得l1、l2和l3的平均偏差值及允许距离偏差值,判断允许距离偏差值是否小于l1、l2和l3的平均偏差值,如果是,则判定液晶屏装配到位,如果否,则判定液晶屏装配不到位。
54.本实施方式中,本技术通过检测距离值,判断液晶屏是否平整的压紧在pcb板上,而不是液晶屏一端压紧,另一端未压紧,此时就会呈倾斜状态,整个液晶屏没有安装紧。图3表示液晶屏与pcb板的位置关系,液晶屏是安装在pcb板上的,图2中的液晶屏与pcb板之间的两个固定柱是液晶屏自带的。
55.具体实施方式三:本实施方式是对具体实施方式一所述的汽车用全液晶仪表模组式液晶屏装配到位判定方法进一步限定,在本实施方式中,8个偏差值表示为:
56.δ1x=|x
1-x|,
57.δ1y=|y
1-y|,
58.δ2x=|x
2-x|,
59.δ2y=|y
2-y|,
60.δ3x=|x
3-x|,
61.δ3y=|y
3-y|,
62.δ4x=|x
4-x|,
63.δ4y=|y
4-y|。
64.具体实施方式四:本实施方式是对具体实施方式一所述的汽车用全液晶仪表模组式液晶屏装配到位判定方法进一步限定,在本实施方式中,步骤135中,l1、l2和l3的平均偏差值l
△
表示为:
65.l
△
=(|l1-l2| |l2-l3| |l3-l1|)/3。
66.具体实施方式五:本实施方式是对具体实施方式一所述的汽车用全液晶仪表模组式液晶屏装配到位判定方法进一步限定,在本实施方式中,步骤135中,允许距离偏差值l表示为:
67.l=(|l1-l2| |l2-l3|)
×
0.9。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
