:
1.本实用新型属于曲轴减震器生产技术领域,特别涉及一种曲轴减震器pin组装压力检测装置。
背景技术:
2.现有曲轴减震器的枢轴pin组装方式是操作人员手动将pin装入轴端面孔内,在无压力载荷检测的情况下,通过组装机压装,只能通过检测高度反推压装力,人力成本高,装配中过松导致运输或后道工序生产过程中脱落,压装过紧导致pin变形或未安装到位。
3.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本实用新型的目的在于提供一种曲轴减震器pin组装压力检测装置,从而克服上述现有技术中的缺陷。
5.为实现上述目的,本实用新型提供了一种曲轴减震器pin组装压力检测装置,包括:工件角度调整检测机构、pin组装压力检测机构、工件位置调整机构、工作台、主支架;所述工作台上设置有工件角度调整检测机构、pin组装压力检测机构、工件位置调整机构、主支架;所述工件角度调整检测机构包括伺服马达、工件定位柱、伸缩气缸、伸缩板、孔位感应检测仪、孔定位探针、角度检测仪,伺服马达设置在工作台内,工件定位柱设置在工作台上,伺服马达与工件定位柱连接,伸缩气缸设置在主支架上,伸缩气缸与伸缩板连接,伸缩板上设置有孔位感应检测仪,孔位感应检测仪末端设置有孔定位探针,孔定位探针位于工件定位柱上方,角度检测仪通过线路与伺服马达连接;所述pin组装压力检测机构包括传送带、形态调整块、pin夹爪送料机构、电磁冲头、限位块、支撑座、弹簧、升降板、升降气缸、压力检测仪、组装工件柱,传送带、组装工件柱设置在工作台上,传送带上设置有形态调整块,升降气缸、压力检测仪设置在主支架上,升降气缸与升降板连接,升降板上设置有支撑座、电磁冲头,电磁冲头前段设置有插槽,支撑座通过弹簧与限位块连接,限位块位于电磁冲头前方,限位块、电磁冲头位于组装工件柱上方,pin夹爪送料机构位于形态调整块上方,电磁冲头位于pin夹爪送料机构运动轨迹终点处,压力检测仪通过线路与电磁冲头连接;工件定位柱、组装工件柱位于同一排,工件位置调整机构设置在工件定位柱、组装工件柱一侧,通过工件位置调整机构在工件定位柱、组装工件柱之间转移工件。
6.优选地,技术方案中,工件位置调整机构包括支架、滑轨、平移气缸、上料气缸、导轨、滑块、上料夹爪,平移气缸、滑轨设置在工作台上,支架设置在滑轨上,支架与平移气缸连接,支架上设置有上料气缸、导轨,导轨上设置有滑块,上料气缸与滑块连接,滑块前端设置有上料夹爪,上料夹爪前方为对应的工件定位柱、组装工件柱。
7.与现有技术相比,本实用新型具有如下有益效果:
8.通过工件角度调整检测机构调整曲轴减震器到合适位置,通过pin组装压力检测机构将pin压入曲轴减震器轴孔中,并对pin压入轴孔时受到的压力进行检测,相比于人工装配,提高了装配效率,保证pin压制到位,提高了组装质量,节省人力成本。
附图说明:
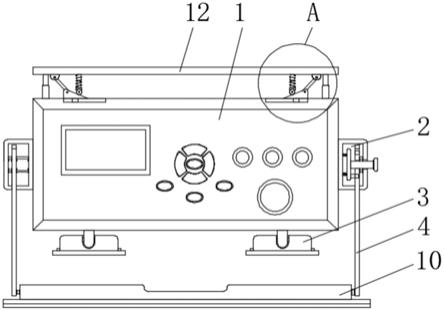
9.图1为本实用新型曲轴减震器pin组装压力检测装置主视图;
10.图2为本实用新型曲轴减震器pin组装压力检测装置右视图;
11.附图标记为:1-伺服马达、2-工件定位柱、3-伸缩气缸、4-伸缩板、5-孔位感应检测仪、6-孔定位探针、7-角度检测仪、8-传送带、9-形态调整块、10-pin夹爪送料机构、11-电磁冲头、12-限位块、13-支撑座、14-弹簧、15-升降板、16-升降气缸、17-压力检测仪、18-组装工件柱、19-工作台、20-主支架、21-支架、22-滑轨、23-上料气缸、24-导轨、25-滑块、26-上料夹爪、27-曲轴减震器、28-枢轴pin。
具体实施方式:
12.下面对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
13.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
14.如图1-2所示,一种曲轴减震器pin组装压力检测装置,包括:工件角度调整检测机构、pin组装压力检测机构、工件位置调整机构、工作台19、主支架20;所述工作台19上设置有工件角度调整检测机构、pin组装压力检测机构、工件位置调整机构、主支架20;所述工件角度调整检测机构包括伺服马达1、工件定位柱2、伸缩气缸3、伸缩板4、孔位感应检测仪5、孔定位探针6、角度检测仪7,伺服马达1设置在工作台19内,工件定位柱2设置在工作台19上,伺服马达1与工件定位柱2连接,伸缩气缸3设置在主支架20上,伸缩气缸3与伸缩板4连接,伸缩板4上设置有孔位感应检测仪5,孔位感应检测仪5末端设置有孔定位探针6,孔定位探针6位于工件定位柱2上方,角度检测仪7通过线路与伺服马达1连接;所述pin组装压力检测机构包括传送带8、形态调整块9、pin夹爪送料机构10、电磁冲头11、限位块12、支撑座13、弹簧14、升降板15、升降气缸16、压力检测仪17、组装工件柱18,传送带8、组装工件柱18设置在工作台19上,传送带8上设置有形态调整块9,升降气缸16、压力检测仪17设置在主支架20上,升降气缸16与升降板15连接,升降板15上设置有支撑座13、电磁冲头11,电磁冲头11前段设置有插槽,支撑座13通过弹簧14与限位块12连接,限位块12位于电磁冲头11前方,限位块12、电磁冲头11位于组装工件柱18上方,pin夹爪送料机构10位于形态调整块9上方,电磁冲头11位于pin夹爪送料机构10运动轨迹终点处,压力检测仪17通过线路与电磁冲头11连接;工件定位柱2、组装工件柱18位于同一排,工件位置调整机构设置在工件定位柱2、组装工件柱18一侧,工件位置调整机构包括支架21、滑轨22、平移气缸(未画出)、上料气缸23、导轨24、滑块25、上料夹爪26,平移气缸、滑轨22设置在工作台19上,支架21设置在滑轨22上,支架21与平移气缸连接,支架21上设置有上料气缸23、导轨24,导轨24上设置有滑块25,上料气缸23与滑块25连接,滑块25前端设置有上料夹爪26,上料夹爪26前方为对应的工件定
位柱2、组装工件柱18,通过工件位置调整机构在工件定位柱2、组装工件柱18之间转移工件。
15.将曲轴减震器27放置在上料夹爪26中,上料气缸23启动,带动滑块25在导轨24上向前移动,上料夹爪26将曲轴减震器27运送至工件定位柱2上方,上料夹爪26松开,曲轴减震器27放置在工件定位柱2上,设置伺服马达1转动200
°
,伺服马达1启动,带动工件定位柱2转动200
°
,角度检测仪7记录伺服马达1转动的角度,待工件定位柱2转动200
°
后,伸缩气缸3启动,带动伸缩板4下降,孔定位探针6与曲轴减震器28顶面的枢轴孔对齐,孔定位探针6插入枢轴孔中,孔位感应检测仪5根据孔定位探针6的插入深度判断曲轴减震器27是否到位。
16.曲轴减震器27到位后,上料夹爪26夹起曲轴减震器27,上料气缸23复位,平移气缸启动,带动支架21整体移动,上料夹爪26移动至组装工件柱18前方,上料气缸23启动,上料夹爪26将曲轴减震器27移动至组装工件柱18上方,上料夹爪26松开,曲轴减震器27放置在组装工件柱18上。
17.枢轴pin28由输送带8输送至形态调整块9处,形态调整块9为一带有倾斜面的结构,当枢轴pin28随着输送带8移动至形态调整块9时,枢轴pin28由平躺状态中逐渐变为竖直状态,此时位于形态调整块9上方的pin夹爪送料机构10通过气动结构动作,将枢轴pin28夹持住,并将枢轴pin28移送至电磁冲头11下方,电磁冲头11通电产生磁力,将枢轴pin28吸入前端插槽中,pin夹爪送料机构10复位,升降气缸16启动,带动升降板15下降。在升降板15下降过程中,限位块12底面先接触到曲轴减震器28顶面,限位块12不在下降,电磁冲头11继续下降,电磁冲头11与枢轴孔对齐,电磁冲头11在下降过程中,将枢轴pin28压入枢轴孔中,同时压力检测仪17实时检测枢轴pin28受到的压力,当枢轴pin28压制完成后,电磁冲头11断电,升降气缸16复位,上料夹爪26将曲轴减震器27夹住,上料气缸23复位,曲轴减震器27取下,送到后道工序中,平移气缸复位,然后重复动作,对下一个曲轴减震器27进行枢轴pin28的组装和压力检测。
18.通过工件角度调整检测机构调整曲轴减震器到合适位置,通过pin组装压力检测机构将枢轴pin压入曲轴减震器轴孔中,并对枢轴pin压入轴孔时受到的压力进行检测,相比于人工装配,提高了装配效率,保证枢轴pin压制到位,提高了组装质量,节省人力成本。
19.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。