1.本实用新型涉及无纺布袋制造设备领域,尤其涉及一种单张送料的无纺布折边烫把装置。
背景技术:
2.无纺布袋具有环保实用的有点,得到大力推广使用,因此促成了无纺布袋制袋机技术快速发展。这种无纺布袋通常由袋体和袋把构成,其袋把是通过超声波焊接装置焊接在袋体上的,这种将袋把焊接在袋体上的机器,就称为烫把机。传统烫把机只有对袋体焊把的作用,折口、封口需要另外在流水线上设置一台或者两台针对折边的设备,在烫把后或者烫把前再进行该工序,但是这种设备流水线长、操作复杂,另外现有技术中,无纺布袋都是卷筒放料式机械,因此,前面放料,后面牵引,其中进行折边、封口,最后进行烫把,布料是一直向前输送,前面放料、后面收料,通过放料收料卷进行牵引,而单张布料不具备有牵引力,目前市场上并没有出现说专门针对单张送料的无纺布烫把机,因为,单张送料的话,折边就要通过人工去完成,这就不符合目前自动化机械的设计理念;因此需要一种装置满足在同一设备上对单张布料的折口、封口、烫把。
技术实现要素:
3.本实用新型针对现有技术中的缺点,提供一种单张送料的无纺布折边烫把装置。
4.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
5.一种单张送料的无纺布折边烫把装置,包括烫把手装置,烫把手装置包括超声波焊接头,烫把手装置包括与第一动力源传动连接的插边板,插边板的外侧设置有内衬板,内衬板与第二动力源传动连接,内衬板在第二动力源的作用下可水平移动往返于等待工位和加工工位,无纺布料进入加工工位时,内衬板进入加工工位,插边板调整至高度与内衬板相配合的位置并向外水平移动,无纺布料通过插边板的带动沿着内衬板折边,内衬板移动至等待工位供超声波焊接头对折边的无纺布料进行封口和把手焊接。
6.作为优选,超声波焊接头位于加工工位的上方,超声波焊接头与第三动力源连接,第三动力源带动超声波焊接头上升或下降。
7.作为优选,内衬板上开设有超声波焊接头通过的通孔。
8.作为优选,第二动力源为气缸或电机,第二动力源用于带动内衬板水平方向上的运动。
9.作为优选,第一动力源为包括与插边板连接的连杆、用于带动连杆动作的气缸或电机。
10.作为优选,折边烫把装置上端设置有压痕轮,压痕轮设置在无纺布料的输送路径上。
11.作为优选,还包括飞达输送装置,飞达输送装置通过机械手将无纺布料转移至折边烫把装置的进料位置。
12.插板可以辅助将布料往皮带上贴,进一步加强折边皮带的折边效果。
13.本实用新型由于采用了以上技术方案,具有显著的技术效果:本实用新型通过烫把机的空间同时对单张的无纺布料进行折边、封口,同时也能对其烫把,通过内衬板和插边板的作用使折口过程中防止无妨布料变形,准确沿着内衬板进行折叠后立刻封口,封口效果好;本装置可以取代人工实现流程自动化,且三道流程都在一台设备中,免去了转运的麻烦,流水线大大减短,可以节约加工时间,也可以减少设备的占地空间。
附图说明
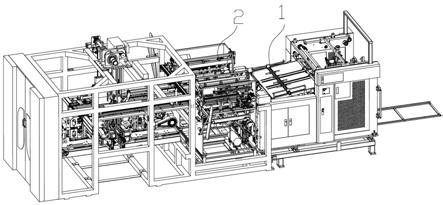
14.图1是本实用新型的结构示意图。
15.图2是折边装置的结构示意图。
16.图3是折边装置和焊接装置的连接结构示意图。
17.以上附图中各数字标号所指代的部位名称如下:其中,1、飞达输送装置;2、烫把手装置;22、插边板;221、通孔;23、内衬板;3、第二动力源;4、连杆。
具体实施方式
18.下面结合附图与实施例对本实用新型作进一步详细描述。
实施例
19.一种单张送料的无纺布折边烫把装置,包括烫把手装置2,烫把手装置2包括超声波焊接头,烫把手装置2包括与第一动力源传动连接的插边板22,插边板22至少可以进行水平方向上的运动,也可以通过其他动力源实现升降,插边板22的外侧设置有内衬板23,内衬板23与第二动力源3传动连接,内衬板23在第二动力源3的作用下可水平移动往返于等待工位和加工工位,内衬板23至少可以进行水平方向上的运动,也可以通过其他动力源实现升降,无纺布料进入加工工位时,内衬板23进入加工工位,插边板22调整至高度与内衬板23相配合的位置并向外水平移动,无纺布料通过插边板22的带动沿着内衬板23折边,内衬板23移动至等待工位供超声波焊接头对折边的无纺布料进行封口和把手焊接。
20.超声波焊接头位于加工工位的上方,超声波焊接头与第三动力源连接,第三动力源带动超声波焊接头上升或下降。第三动力源可以为电机或者气缸,若是电机,可以通过连杆、丝杠等方式带动其动作。
21.插边板22上开设有超声波焊接头通过的通孔221。通孔221可以供超声波焊接头在工作时无需插边板22的回退或者只进行水平方向的回退即可。当然内衬板23也可以通过第一动力源的带动回退并下降或上升进行对烫把位置的让位。
22.第二动力源3为气缸或电机,第二动力源3用于带动内衬板23水平方向上的运动。第二动力源3可以为电机或者气缸,若是电机,可以通过连杆、丝杠等方式带动其动作。
23.第一动力源为包括与插边板22连接的连杆4、用于带动连杆4动作的气缸或电机。连杆可以通过气缸或电机实现上下运动,通过导轨以及气缸或电机实现水平方向的运动,也可以直接通过电机与连杆的偏心连接带动连杆4动作。折边烫把装置上端设置有压痕轮,压痕轮设置在无纺布料的输送路径上。
24.还包括飞达输送装置1,飞达输送装置1通过机械手将无纺布料转移至折边烫把装
置的进料位置。
25.超声波焊接头安装在焊接座上,可以对折好边的布料进行封口、烫把,为本领域常规的技术手段,在此不加以赘述。
26.装置工作时,通过飞达送料装置1送料后通过机械手将单张布料送进折边烫把装置2,通过导向输送进入并经过压痕轮时会产生预先的折痕,单张布料进入加工工位后,通过第二动力源3带动内衬板23向外移动至加工工位上,插边板22移动至合适的高度,向内衬板23方向运动,沿着内衬板的外边缘向外进行翻折,翻折完成后内衬板23向内回退至原来的位置,插边板22可以不回退,超声波焊接头下压进行封口,而后可以将插边板22向外回退,同时进行一定的升降,留出供折口的无纺布料烫把的空间进行焊接把手的工序,完成后通过机械手将布料转移,重复对下一张无纺布料进行折边、封口、烫把的工序。
27.在本发明的描述中,需要理解的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
