1.本发明属于印制板组件防护领域,具体涉及一种雷达产品所用印制板组件的调试及涂覆过程的防护方法。
背景技术:
2.印制板组件是以印制电路板为基板,安装元器件后借助印制电路实现电气互联的电子组件。随着集成电路和电子技术的飞速发展,印制板组件体积小、重量轻、集成度高、功能独立的优势愈加明显,在雷达行业中得到了大量应用。通常雷达产品所用的印制板组件在元器件安装完成后,还需经过电气性能测试、应力筛选、喷涂三防漆等调试及涂覆过程,生产环节多、加工周期长,存在一定的质量风险隐患。同时,作为雷达产品的核心部件,印制板组件的制造成本较高,一旦发生质量问题,会造成较大的经济损失。因此,雷达印制板组件生产过程中的防护十分重要。
3.目前,大多企业会针对印制板组件的转运环节进行防护,主要手段为将印制板组件装入防静电屏蔽气泡袋或插入防静电周转车,虽具有一定的防护效果,但也存在着一些不足:(1)将印制板组件装入或取出防静电屏蔽气泡袋的过程较为繁琐,且存在剐蹭器件的风险;(2)防静电周转车预留的插入间隙不易控制,过大会导致印制板组件晃动,过小易导致板材在插、拔过程中受损;(3)长距离运输时,两种方式都可能因振动过大而导致器件脱落。与此同时,多数企业缺乏对于印制板组件作业过程中的防护。在开展调试或涂覆工作时,印制板组件往往与桌面或人手直接接触,增加了器件发生磕碰、脱落或被静电击穿的风险。因此,亟需形成一种雷达印制板组件调试及涂覆过程防护方法,在不影响工作效率的情况下,保证印制板组件在调试、涂覆作业及中途转运等各个环节均处于防护状态。
技术实现要素:
4.要解决的技术问题
5.为了避免现有技术的不足之处,本发明提出一种便捷、有效的防护方法,以解决雷达印制板组件在调试及涂覆过程中缺乏防护的问题。
6.技术方案
7.一种雷达印制板组件调试及涂覆过程防护方法,其特征在于:使用六角铜螺柱、涂覆前保护工装、涂覆工装、应力筛选工装、转运内衬实现雷达印制板组件在调试及涂覆过程中的防护;
8.所述的六角铜螺柱为标准件,一头为外螺纹、另一头为内螺纹,多对六角铜螺柱通过印制板过穿孔首尾相接,可将印制板组件夹持在中间;
9.所述的涂覆前保护工装为一金属底座,应用于印制板组件涂覆前的器件保护环节;涂覆前保护工装表面挖有若干孔槽,其位置、尺寸与相应的印制板组件有关,将六角铜螺柱插入其中,可实现印制板组件的限位放置,保证操作人员进行作业时印制板组件不会随意移动;
10.所述的涂覆工装为一木制底座,应用于印制板组件表面涂覆环节;涂覆工装表面挖有若干孔槽,其位置、尺寸与相应的印制板组件有关,将六角铜螺柱插入其中,可实现印制板组件的限位放置,保证操作人员进行作业时印制板组件不会随意移动;
11.所述的应力筛选工装为多层金属框架结构,应用于印制板组件调试环节;单层框架由多根横梁、纵梁组合而成,框架中间设置有底部带孔的凹槽,凹槽内可插入六角铜螺柱,通过在背面紧固螺钉可将印制板组件与框架组合在一起,单层框架可放置多块印制板组件;框架周围设置有通孔,多层框架摞放时,可将长螺柱贯穿此通孔再用螺母紧固,从而将多层框架组合在一起并一次进入试验设备;底层框架相比于其它层,四周有多处金属块,可与工作台面接触;
12.所述的转运内衬为一经过防静电处理的块状泡棉,应用于印制板组件的转运环节;内衬部分区域掏空并挖有若干孔槽,将六角铜螺柱插入孔槽中可实现印制板组件的限位放置,避免转运时发生过大振动和接触损伤,掏空的区域能保证印制板组件整体不突出于工装,转运时可将多层内衬摞放,提高转运效率。
13.本发明进一步的技术方案:所述的涂覆前保护工装长边两侧悬空,便于操作人员拿取。
14.本发明进一步的技术方案:所述的涂覆工装长边两侧中间设置有扣槽,便于操作人员拿取。
15.本发明进一步的技术方案:所述的涂覆工装上并排放置多个雷达印制板组件。
16.本发明进一步的技术方案:所述的转运内衬长边两侧中间设置有扣槽,便于操作人员拿取。
17.有益效果
18.本发明提出的一种雷达印制板组件调试及涂覆过程防护方法,与现有的印制板组件防护方法相比,其有益效果主要体现在以下两个方面:
19.(1)能够实现印制板组件调试及涂覆过程的全程防护。通过设计涂覆前保护工装、涂覆工装、应力筛选工装、转运内衬,使六角铜螺柱能够全程与印制板组件相连接,从而避免接触损伤,同时各个环节的作业需求也都能够得到满足。
20.(2)设计人性化、使用方便。通过尽量选择轻质材料、设置减重槽及侧边扣槽等手段,大大减轻了工装重量,便于操作人员搬运;通过抓取六角铜螺柱的方式取放印制板组件,操作简便,也省去了开合防静电屏蔽气泡袋的操作,从而提高工作效率。
附图说明
21.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
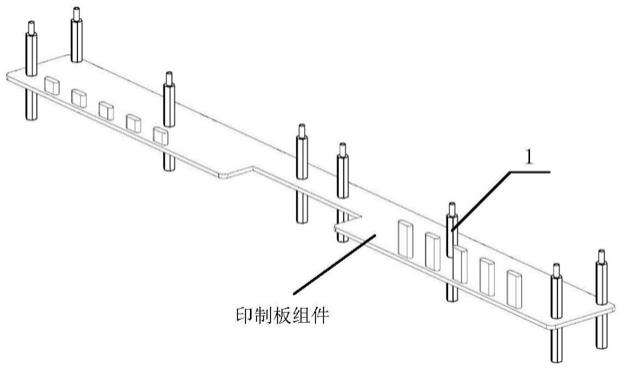
22.图1为印制板组件与六角铜螺柱配合后的工作示意图;
23.图2为印制板组件进行涂覆前保护时的工作示意图;
24.图3为印制板组件进行涂覆时的工作示意图;
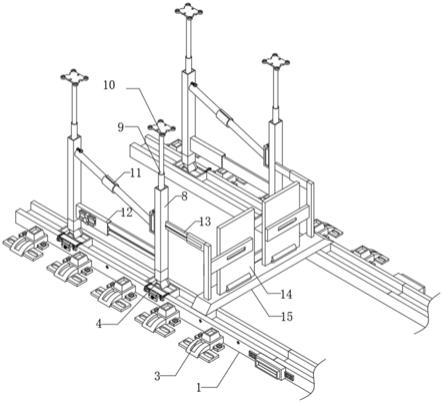
25.图4为印制板组件进行应力筛选时的工作示意图;
26.图5为印制板组件转运时的工作示意图;
27.图6为六角铜螺柱的示意图;
28.图7为涂覆前保护工装的示意图;
29.图8为涂覆工装的示意图;
30.图9为应力筛选工装底层框架正面的示意图;
31.图10为应力筛选工装底层框架背面的示意图;
32.图11为应力筛选工装非底层框架正面的示意图;
33.图12为应力筛选工装非底层框架背面的示意图;
34.图13为转运内衬的示意图;
35.图中:1-六角铜螺柱、2-涂覆前保护工装、3-涂覆工装、4-应力筛选工装、5-转运内衬。
具体实施方式
36.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
37.本发明使用六角铜螺柱、涂覆前保护工装、涂覆工装、应力筛选工装、转运内衬实现雷达印制板组件在调试及涂覆过程中的防护。
38.所述的六角铜螺柱为标准件,一头为外螺纹、另一头为内螺纹,其具体规格需根据印制板上的过穿孔直径及元器件高度而确定,应用于印制板组件调试、涂覆作业及中途转运等各个环节。多对六角铜螺柱通过印制板过穿孔首尾相接,可将印制板组件夹持在中间,无论转运、取放、作业时均不拆下,始终保证印制板组件处于悬空状态,不与人手或桌面直接接触,从而避免器件损伤。
39.所述的涂覆前保护工装为一金属底座,应用于印制板组件涂覆前的器件保护环节。工装表面挖有若干孔槽,其位置、尺寸与相应的印制板组件有关,将六角铜螺柱插入其中,可实现印制板组件的限位放置,保证操作人员进行作业时印制板组件不会随意移动;工装长边两侧悬空,便于操作人员拿取。
40.所述的涂覆工装为一木制底座,应用于印制板组件喷涂三防漆等表面涂覆环节。
41.工装表面挖有若干孔槽,使用原理与涂覆前保护工装类似,主要区别是涂覆工装可一次性放置多块印制板组件,从而提高喷涂效率,具体放置数量需根据工作台面尺寸确定;选择木材制作工装,能够显著减轻重量;工装长边两侧中间设置有扣槽,便于操作人员拿取。
42.所述的应力筛选工装为多层金属框架结构,应用于印制板组件应力筛选等调试环节。单层框架由多根横梁、纵梁组合而成,框架中间设置有底部带孔的凹槽,凹槽内可插入六角铜螺柱,通过在背面紧固螺钉可将印制板组件与框架组合在一起,单层框架可放置多块印制板组件;框架周围设置有通孔,多层框架摞放时,可将长螺柱贯穿此通孔再用螺母紧固,从而将多层框架组合在一起并一次进入试验设备,提高工作效率;底层框架相比于其它层,四周有多处金属块,可与工作台面接触,保证整体结构的稳定性。
43.所述的转运内衬为一经过防静电处理的块状泡棉,应用于印制板组件的转运环节。内衬部分区域掏空并挖有若干孔槽,将六角铜螺柱插入孔槽中可实现印制板组件的限
位放置,避免转运时发生过大振动和接触损伤,掏空的区域能保证印制板组件整体不突出于工装,转运时可将多层内衬摞放,提高转运效率;工装长边两侧中间设置有扣槽,便于操作人员拿取。
44.如图1~图5所示,本发明所指印制板组件防护方法的实现主要依靠六角铜螺柱1、涂覆前保护工装2、涂覆工装3、应力筛选工装4、转运内衬5。本实施例针对的印制板组件为某雷达波控板,外形尺寸为400mm
×
40mm,正反两面均有元器件,共有8个过穿孔。
45.如图1所示,元器件安装完成后,需使用六角铜螺柱1进行印制板组件防护。根据过穿孔数量、直径和印制板组件整体高度,确定单块印制板组件使用14个m2.5
×
20 6(螺纹直径m2.5、六角长度20mm、螺纹长度6mm)六角铜螺柱1。令8对六角铜螺柱1分别通过印制板的8个过穿孔首尾相接,螺纹旋紧后可将印制板组件夹持在中间。后续无论取放、转运或作业时,六角铜螺柱1均不拆下,从而始终保持印制板组件处于悬空状态,不与其它物体接触。
46.如图2~图3所示,印制板组件喷涂三防漆时,需使用涂覆前保护工装2、涂覆工装3进行器件保护和涂覆工作。首先,操作人员需抓取印制板组件上的六角铜螺柱1,并将其插入涂覆前保护工装2表面对应的孔槽中,孔槽呈对称布置(参考图7),故对于印制板组件的摆放方向无要求;接着,操作人员可利用纸胶带对不需喷涂三防漆的器件和区域进行保护,由于印制板组件已被限位,所以不会随意移动;将印制板组件翻面并重复前两步,可完成多块印制板组件涂覆前的保护工作;之后,将它们放入涂覆工装3中,根据工作台面尺寸,设计每个涂覆工装3可放置4块印制板组件;最后,对印制板组件正反两面喷涂三防漆,因涂覆工装3表面孔槽的限位作用(参考图8),喷漆时的气流不会导致印制板组件移动。
47.如图4所示,印制板组件进行应力筛选工作时,需使用应力筛选工装4。首先,将夹持着印制板组件的六角铜螺柱1插入应力筛选工装4各层框架的孔槽中(参考图9、图11);接着,使用螺钉从框架背面(参考图10、图12)拧入六角铜螺柱1,使印制板组件与框架紧固在一起;之后,将各层框架摞放,注意底层框架与其它层框架外形不同,再用长螺柱贯穿框架环周的通孔并用螺母紧固,从而将多层框架紧固在一起;最后,整体放入应力筛选设备,使用压板装夹固定,便可进行相关试验。
48.如图5所示,印制板组件在转运时,需使用转运内衬5。将夹持着印制板组件的六角铜螺柱1插入转运内衬5的孔槽中(参考图13),保证转运过程中印制板组件不会产生过大的晃动;考虑到人体工效,每个转运内衬5可放置7块印制板组件;操作人员可将转运内衬5摞放,一次转运多块印制板组件,还可以将其放入防静电周转箱,以满足长距离车载运输的需求。
49.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明公开的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。