1.本发明涉及产品粘贴技术领域,特别是涉及一种贴胶装置。
背景技术:
2.在现代工业生产中,常需要用到双面胶对产品或产品器件进行粘合,如在电子手表中,需要通过双面胶对零部件与表带进行粘合固定。而现阶段,通常采用人工贴双面胶的方式进行双面胶的贴胶工作,通过人工操作的方式操作人员需要进行重复性的劳动,容易产生疲劳状态,产品的质量及效率得不到保证。
技术实现要素:
3.基于此,本发明提供一种贴胶装置,先通过所述取料机构将所述震动盘机构提供的待粘贴件放置并粘贴在所述双面胶供料机构提供的双面胶上,再通过所述放料机构将所述双面胶供料机构上贴有双面胶的待粘贴件放置在待粘贴产品上,并使待粘贴件通过双面胶粘贴在待粘贴产品上,达到自动化粘贴及提高粘贴效率的目的。
4.一种贴胶装置,包括震动盘机构、双面胶供料机构、取料机构以及放料机构,所述震动盘机构用于提供待粘贴件,所述双面胶供料机构用于提供双面胶;
5.所述取料机构用于将所述震动盘机构提供的待粘贴件放置并粘贴在所述双面胶供料机构提供的双面胶上;
6.所述放料机构用于将所述双面胶供料机构上贴有双面胶的待粘贴件放置在待粘贴产品上,并使待粘贴件通过双面胶粘贴在待粘贴产品上。
7.上述贴胶装置,通过所述震动盘机构提供待粘贴件,并通过所述双面胶供料机构提供双面胶。在贴胶过程中,先通过所述取料机构将所述震动盘机构提供的待粘贴件放置并粘贴在所述双面胶供料机构提供的双面胶上,再通过所述放料机构将所述双面胶供料机构上贴有双面胶的待粘贴件放置在待粘贴产品上,并使待粘贴件通过双面胶粘贴在待粘贴产品上,完成待粘贴件与待粘贴产品之间的双面胶粘贴。该粘贴装置可实现自动化粘贴,节省了人力劳动需要,同时由于其自动化粘贴的实现,可有效保证产品的质量,提高粘贴效率。
8.在其中一个实施例中,所述震动盘机构包括震动盘以及分料组件,所述震动盘用于存储并提供待粘贴件;所述分料组件包括分料板以及分料驱动模组,所述分料板安装在所述分料驱动模组上,所述分料板上设置有若干分料槽,所述分料驱动模组用于驱动所述分料板运动,以使所述分料板上空载的分料槽可与震动盘对接,使所述震动盘提供的待粘贴件可落入空载的所述分料槽内。
9.在其中一个实施例中,所述取料机构包括取料支架、取料组件以及取料检测组件,所述取料组件滑动连接在所述取料支架上,所述取料组件可对所述震动盘机构提供的待粘贴件进行夹取并提供至所述取料检测组件;
10.所述取料检测组件用于对所述取料组件提供的待粘贴件进行位置检测;
11.若待粘贴件处于合格位置,则所述取料组件可将完成检测的待粘贴件放置并粘贴在所述双面胶供料机构提供的双面胶上;
12.若待粘贴件不处于合格位置,则所述取料组件可对其夹取的待粘贴件进行位置微调,直至待粘贴件处于合格位置。
13.在其中一个实施例中,所述取料组件包括取料夹持气缸以及取料微调模组,所述取料夹持气缸滑动连接在所述取料支架上,所述取料夹持气缸用于可对所述震动盘机构提供的待粘贴件进行夹取并提供至所述取料检测组件;
14.所述取料微调模组与所述取料夹持气缸相接,所述取料微调组件用于驱动所述取料夹持气缸沿预设第一方向运动,以使所述取料夹持气缸夹取的待粘贴件处于合格位置。
15.在其中一个实施例中,所述取料机构还包括第一取料块以及第二取料块,所述第一取料块滑动连接在所述取料支架上,所述第二取料块滑动连接在所述第一取料块上,所述第一取料块的滑动方向与所述第二取料块的滑动方向位于同一水平面内且相互垂直;
16.所述取料组件沿高度方向滑动连接在所述第二取料块上。
17.在其中一个实施例中,所述取料组件还包括设于所述取料支架上的双面胶检测组件,所述双面胶检测组件用于检测所述双面胶供料机构提供的双面胶是否存在异常。
18.在其中一个实施例中,所述放料机构包括放料支架、放料组件以及放料检测组件,所述放料组件滑动连接在所述放料支架上,所述放料组件可对所述双面胶供料机构上贴有双面胶的待粘贴件进行夹取并提供至所述放料检测组件;
19.所述放料检测组件用于对所述放料组件提供的贴有双面胶的待粘贴件进行位置检测;
20.若贴有双面胶的待粘贴件处于合格位置,则所述放料组件可将完成检测的贴有双面胶的待粘贴件放置并粘贴在待粘贴产品上;
21.若贴有双面胶的待粘贴件不处于合格位置,则所述放料组件可对其夹取的贴有双面胶的待粘贴件进行位置微调,直至贴有双面胶的待粘贴件处于合格位置。
22.在其中一个实施例中,所述放料组件包括放料夹持气缸以及放料微调模组,所述放料夹持气缸滑动连接在所述放料支架上,所述放料夹持气缸用于可对所述双面胶供料机构上贴有双面胶的待粘贴件进行夹取并提供至所述放料检测组件;
23.所述放料微调模组与所述放料夹持气缸相接,所述放料微调组件用于驱动所述放料夹持气缸沿预设第二方向运动,以使所述放料夹持气缸夹取的贴有双面胶的待粘贴件处于合格位置。
24.在其中一个实施例中,所述放料机构还包括第一放料块以及第二放料块,所述第一放料块滑动连接在所述放料支架上,所述第二放料块滑动连接在所述第一放料块上,所述第一放料块的滑动方向与所述第二放料块的滑动方向位于同一水平面内且相互垂直;
25.所述放料组件沿高度方向滑动连接在所述第二放料块上。
26.在其中一个实施例中,所述放料组件还包括设于所述放料支架上的第一贴合检测组件以及第二贴合检测组件,所述第一贴合检测组件用于检测所述双面胶供料机构上的贴有双面胶的待粘贴件是否存在异常,所述第二贴合检测组件用于检测待粘贴件通过双面胶粘贴在待粘贴产品后是否存在异常。
附图说明
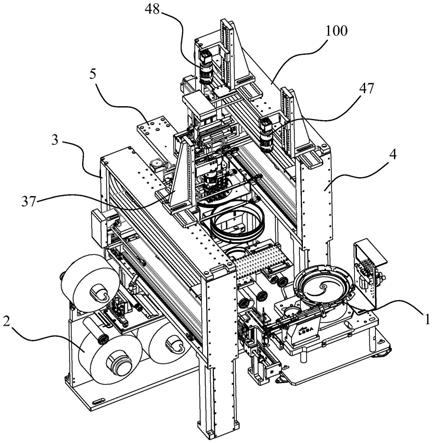
27.图1为本发明的贴胶装置的结构示意图;
28.图2为图1中震动盘机构的结构示意图;
29.图3为图2中分料组件的结构示意图;
30.图4为图2中震动盘的结构示意图;
31.图5为图1中双面胶供料机构的结构示意图;、
32.图6为图1中取料机构的结构示意图;
33.图7为图6去掉取料支架、取料检测组件及双面胶检测组件后的结构示意图;
34.图8为图7去掉取料组件及第三取料块后的结构示意图;
35.图9为图7中取料组件与第三取料块的结构示意图;
36.图10为图9中取料组件的结构示意图;
37.图11为图1中放料机构的结构示意图;
38.图12为图11去掉放料支架、放料检测组件、第一贴合检测组件及第二贴合检测组件后的结构示意图;
39.图13为图12去掉放料组件及第三放料块后的结构示意图;
40.图14为图12中放料组件与第三放料块的结构示意图;
41.图15为图1中产品供料机构的结构示意图。
42.附图中各标号的含义为:
43.100-贴胶装置;
44.1-震动盘机构;11-震动盘;111-振料盘本体;112-出料轨道;12-分料组件;121-分料板;1211-分料槽;122-分料驱动模组;1221-分料横向驱动件;1222-分料纵向驱动件;
45.2-双面胶供料机构;21-双面胶物料卷;22-供料支架;23-供料轨道;24-放料辊组;25-收料辊组;
46.3-取料机构;31-取料支架;32-取料组件;321-取料夹持气缸;322-取料微调模组;3221-取料微调驱动件;3222-第一微调传动件;3223-第二微调传动件;3224-微调传送带;33-取料检测组件;331-第一摄像机;332-第一光源;34-第一取料块;35-第二取料块;351-第二取料驱动件;36-第三取料块;361-第三取料驱动件;37-双面胶检测组件;371-第二摄像机;
47.4-放料机构;41-放料支架;42-放料组件;421-放料夹持气缸;422-放料微调模组;4221-放料微调驱动件;423-驱动支架;43-放料检测组件;431-第三摄像机;432-第二光源;44-第一放料块;441-第一放料驱动件;45-第二放料块;451-第二放料驱动件;452-放料感应器;46-第三放料块;461-第三放料驱动件;462-电磁阀;463-电气端子排;47-第一贴合检测组件;471-第四摄像机;48-第二贴合检测组件;481-第五摄像机;482-第三光源;
48.5-产品供料机构;51-产品供料支架;511-放料槽;
49.200-待粘贴件;
50.300-待粘贴产品。
具体实施方式
51.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中
给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
52.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
53.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
54.如图1至图15所示,其为本发明的一种实施例的贴胶装置100,包括震动盘机构1、双面胶供料机构2、取料机构3以及放料机构4,所述震动盘机构1用于提供待粘贴件200,所述双面胶供料机构2用于提供双面胶。
55.所述取料机构3用于将所述震动盘机构1提供的待粘贴件200放置并粘贴在所述双面胶供料机构2提供的双面胶上。
56.所述放料机构4用于将所述双面胶供料机构2上贴有双面胶的待粘贴件200放置在待粘贴产品300上,并使待粘贴件200通过双面胶粘贴在待粘贴产品300上。
57.该贴胶装置100,通过所述震动盘机构1提供待粘贴件200,并通过所述双面胶供料机构2提供双面胶。在贴胶过程中,先通过所述取料机构3将所述震动盘机构1提供的待粘贴件200放置并粘贴在所述双面胶供料机构2提供的双面胶上,再通过所述放料机构4将所述双面胶供料机构2上贴有双面胶的待粘贴件放置在待粘贴产品300上,并使待粘贴件200通过双面胶粘贴在待粘贴产品300上,完成待粘贴件200与待粘贴产品300之间的双面胶粘贴。该粘贴装置可实现自动化粘贴,节省了人力劳动需要,同时由于其自动化粘贴的实现,可有效保证产品的质量,提高粘贴效率。
58.在一个实施例中,如图2至图4所示,所述震动盘机构1包括震动盘11以及分料组件12,所述震动盘11用于存储并提供待粘贴件200。
59.所述分料组件12包括分料板121以及分料驱动模组122,所述分料板121安装在所述分料驱动模组122上,所述分料板121上设置有若干分料槽1211,所述分料驱动模组122用于驱动所述分料板121运动,以使所述分料板121上空载的分料槽1211可与震动盘11对接,使所述震动盘11提供的待粘贴件200可落入空载的所述分料槽1211内。
60.具体地,所述震动盘11包括振料盘本体111以及与所述振料盘本体111的出料口相接的出料轨道112。可以理解地,所述分料驱动模组122驱动所述分料板121运动时,可使所述分料板121上空载的分料槽1211与震动盘11的出料轨道112对接,使所述震动盘11提供的待粘贴件200可由所述出料轨道112落入空载的所述分料槽1211内。
61.在一个实施例中,如图3所示,所述分料驱动模组122包括分料横向驱动件1221以及分料纵向驱动件1222,所述分料纵向驱动件1222安装在所述分料横向驱动件1221上,所述分料板121安装在所述分料纵向驱动件1222上,所述分料横向驱动件1221用于驱动所述分料纵向驱动件1222沿水平方向运动,所述分料纵向驱动件1222用于驱动所述分料板121沿高度方向运动,通过所述分料横向驱动件1221与所述分料纵向驱动件1222的双向调节,以使所述分料板121可更好地与所述震动盘11对接。
62.进一步地,所述分料横向驱动件1221可采用电机与丝杆配合的方式实现其水平方向的驱动功能,所述分料纵向驱动件1222可采用气缸的方式实现其高度方向的驱动功能。
63.在一个实施例中,如图6至图10所示,所述取料机构3包括取料支架31、取料组件32以及取料检测组件33,所述取料组件32滑动连接在所述取料支架31上,所述取料组件32可对所述震动盘机构1提供的待粘贴件200进行夹取并提供至所述取料检测组件33。
64.所述取料检测组件33用于对所述取料组件32提供的待粘贴件200进行位置检测。
65.若待粘贴件200处于合格位置,则所述取料组件32可将完成检测的待粘贴件200放置并粘贴在所述双面胶供料机构2提供的双面胶上;若待粘贴件200不处于合格位置,则所述取料组件32可对其夹取的待粘贴件200进行位置微调,直至待粘贴件200处于合格位置。
66.在一个实施例中,如图7至图10所示,所述取料组件32包括取料夹持气缸321以及取料微调模组322,所述取料夹持气缸321滑动连接在所述取料支架31上,所述取料夹持气缸321用于可对所述震动盘机构1提供的待粘贴件200进行夹取并提供至所述取料检测组件33。
67.所述取料微调模组322与所述取料夹持气缸321相接,所述取料微调组件322用于驱动所述取料夹持气缸321沿预设第一方向运动,以使所述取料夹持气缸321夹取的待粘贴件200处于合格位置。在本实施例中,所述预设第一方向为绕所述取料夹持气缸321的轴线进行旋转的旋转方向。
68.在一个实施例中,如图10所示,所述取料微调模组322包括取料微调驱动件3221、第一微调传动件3222、第二微调传动件3223以及微调传送带3224,所述第一微调传动件3222与所述取料微调驱动件3221相接,所述第二微调传动件3223与所述取料夹持气缸321相接,所述微调传送带3224绕设在所述第一微调传动件3222与所述第二微调传动件3223上,所述取料微调驱动件3221用于驱动所述第一微调传动件3222转动,从而带动所述微调传送带3224运动,并带动所述第二微调传动件3223转动,以使所述取料夹持气缸321进行旋转,实现对其夹持的待粘贴件200的位置的微调。
69.优选地,所述取料微调驱动件3221采用电机实现其驱动功能。所述第一微调传动件3222与所述第二微调传动件3223的外壁均设置有外齿,所述微调传送带3224的内壁设置有可与所述外齿啮合的内齿,通过外齿与内齿的设置,实现所述第一微调传动件3222对所述微调传送带3224的驱动,以及所述微调传送带3224对所述第二微调传动件3223的驱动。
70.在一个实施例中,如图6至图10所示,所述取料组件32可设置有多个,即所述取料夹持气缸321设置有多个,所述取料微调模组322设置有多个,多个所述取料夹持气缸321与多个所述取料微调模组322一一对应设置。通过设置多个所述取料夹持气缸321可实现所述取料机构3对多个所述待粘贴件200的一次性夹取,而通过使每一所述取料夹持气缸321均对应设置一所述取料微调模组322,从而可对各所述取料夹取气缸321进行分别微调,以使所述取料机构3一次性夹取的多个所述待粘贴件200均可微调至其对应的合格位置。
71.在一个实施例中,如图6所示,所述取料检测组件33包括第一摄像机331以及第一光源332,所述第一摄像机331的镜头朝向所述取料组件32,所述第一光源332设于所述第一摄像机331与所述取料组件32之间,通过所述第一摄像机331对所述取料组件32夹持的待粘贴件200进行拍摄,以检测所述取料组件32夹持的待粘贴件200是否处于合格位置。
72.在一个实施例中,如图7至图9所示,所述取料机构3还包括第一取料块34以及第二
取料块35,所述第一取料块34滑动连接在所述取料支架31上,所述第二取料块35滑动连接在所述第一取料块34上,所述第一取料块34的滑动方向与所述第二取料块35的滑动方向位于同一水平面内且相互垂直。所述取料组件32沿高度方向滑动连接在所述第二取料块35上。
73.通过调节所述第一取料块34、所述第二取料块35与所述取料组件32之间的相对位置,从而可实现对所述取料组件32的位置的调节,从而实现所述取料组件32的物料运输功能。
74.进一步地,所述取料机构3还包括第三取料块36,所述第三取料块36沿高度方向滑动连接在所述第二取料块35上,所述取料组件32安装在所述第三取料块36上。通过调节所述第一取料块34、所述第二取料块35与所述第三取料块36之间的相对位置,从而可实现对所述取料组件32的位置的调节。
75.在一优选实施例中,如图7至图9所示,所述第一取料块34可在第一取料驱动件的驱动下滑动连接在所述取料支架31上,所述第二取料块35可在第二取料驱动件351的驱动下滑动连接在所述第一取料块34上,所述第三取料块36可在第三取料驱动件361的驱动下沿高度方向滑动连接在所述第二取料块35上。
76.优选地,所述第一取料驱动件、所述第二取料驱动件351及所述第三取料驱动件361均可采用电机实现各自的驱动功能。
77.在一个实施例中,如图6所示,所述取料组件3还包括设于所述取料支架31上的双面胶检测组件37,所述双面胶检测组件37用于检测所述双面胶供料机构2提供的双面胶是否存在异常。该双面胶的异常指位置异常或状态异常等,或如叠胶、缺胶等。
78.进一步地,所述双面胶检测组件37包括第二摄像机371,通过所述第二摄像机371对所述双面胶供料机构2提供的双面胶进行拍摄,以检测所述双面胶供料机构2提供的双面胶是否存在异常。
79.在一个实施例中,如图11至图14所示,所述放料机构4包括放料支架41、放料组件42以及放料检测组件43,所述放料组件42滑动连接在所述放料支架41上,所述放料组件42可对所述双面胶供料机构2上贴有双面胶的待粘贴件200进行夹取并提供至所述放料检测组件43。
80.所述放料检测组件43用于对所述放料组件42提供的贴有双面胶的待粘贴件200进行位置检测。
81.若贴有双面胶的待粘贴件200处于合格位置,则所述放料组件42可将完成检测的贴有双面胶的待粘贴件200放置并粘贴在待粘贴产品300上;若贴有双面胶的待粘贴件200不处于合格位置,则所述放料组件42可对其夹取的贴有双面胶的待粘贴件200进行位置微调,直至贴有双面胶的待粘贴件200处于合格位置。
82.在一个实施例中,如图11至图14所示,所述放料组件42包括放料夹持气缸421以及放料微调模组422,所述放料夹持气缸421滑动连接在所述放料支架上41,所述放料夹持气缸421用于可对所述双面胶供料机构2上贴有双面胶的待粘贴件200进行夹取并提供至所述放料检测组件43。
83.所述放料微调模组422与所述放料夹持气缸421相接,所述放料微调组件422用于驱动所述放料夹持气缸421沿预设第二方向运动,以使所述放料夹持气缸421夹取的贴有双
面胶的待粘贴件200处于合格位置。
84.在一个实施例中,如图14所示,所述放料微调模组422包括放料微调驱动件4221,所述放料微调驱动件4221与所述放料夹持气缸421相接,从而驱动所述放料夹持气缸421沿预设第二方向运动,实现微调。优选地,所述放料微调驱动件4221采用电机实现其驱动功能。
85.在一个实施例中,如图11至图14所示,所述放料微调模组422可通过一驱动支架423与所述放料夹持气缸421相接,即所述放料夹持气缸421均连接于所述驱动支架423上。通过使所述放料微调模组422驱动所述驱动支架423沿所述预设第二方向运动,从而使所述放料夹持气缸421可沿所述预设第二方向运动。在本实施例中,所述预设第二方向为绕所述驱动支架4231的轴线进行旋转的旋转方向。
86.进一步地,若所述放料夹持气缸421设置有多个,多个所述放料夹持气缸421均连接于所述驱动支架423上。通过使所述放料微调模组422驱动所述驱动支架423沿所述预设第二方向运动,从而使多个所述放料夹持气缸421可沿所述预设第二方向运动。通过设置多个所述放料夹持气缸421可实现所述放料机构4对多个贴有双面胶的待粘贴件200的一次性夹取,而通过使多个所述取料夹持气缸321对应同一个所述放料微调模组422设置,从而可通过一个所述放料微调模组422对多个所述取料夹取气缸321同时进行微调,以使所述放料机构4一次性夹取的多个所述待粘贴件200均可微调至其对应的合格位置。
87.在一个实施例中,如图11所示,所述放料检测组件43包括第三摄像机431以及第二光源432,所述第三摄像机431的镜头朝向所述放料组件42,所述第二光源432设于所述第三摄像机431与所述放料组件42之间,通过所述第三摄像机431对所述放料组件42夹持的待粘贴件200进行拍摄,以检测所述放料组件42夹持的待粘贴件200是否处于合格位置。
88.在一个实施例中,如图11至图14所示,所述放料机构4还包括第一放料块44以及第二放料块45,所述第一放料块44滑动连接在所述放料支架41上,所述第二放料块45滑动连接在所述第一放料块44上,所述第一放料块44的滑动方向与所述第二放料块45的滑动方向位于同一水平面内且相互垂直。所述放料组件42沿高度方向滑动连接在所述第二放料块45上。
89.通过调节所述第一放料块44、所述第二放料块45与所述放料组件42之间的相对位置,从而可实现对所述放料组件42的位置的调节,从而实现所述放料组件42的物料运输功能。
90.进一步地,所述放料机构4还包括第三放料块46,所述第三放料块46沿高度方向滑动连接在所述第二放料块45上,所述放料组件42安装在所述第三放料块46上。通过调节所述第一放料块44、所述第二放料块45与所述第三放料块46之间的相对位置,从而可实现对所述放料组件42的位置的调节。
91.在一个实施例中,如图12及图14所示,所述放料机构4还包括设于所述第三放料块46上的电磁阀462以及电气端子排463,所述电磁阀462与所述放料组件42的放料夹持气缸421相接,以控制所述放料夹持气缸421的进出气。所述电气端子排463可与所述放料机构4的各电气元件进行电连接,通过所述电气端子排463的设置,可减小通电线路的设置,以减少零件的使用,节约制造成本及后期维修成本。
92.在一个实施例中,如图13所示,所述放料机构4还包括设于所述第二放料块45上放
料感应器452,所述放料感应器452可用于感应所述放料夹持气缸421是否移动到位。
93.在一优选实施例中,如图11至图13所示,所述第一放料块44可在第一放料驱动件441的驱动下滑动连接在所述放料支架41上,所述第二放料块45可在第二放料驱动件451的驱动下滑动连接在所述第一放料块44上,所述第三放料块46可在第三放料驱动件461的驱动下沿高度方向滑动连接在所述第二放料块45上。
94.优选地,所述第一放料驱动件441、所述第二放料驱动件451及所述第三放料驱动件461均可采用电机实现各自的驱动功能。
95.在一个实施例中,如图11所示,所述放料组件4还包括设于所述放料支架41上的第一贴合检测组件47以及第二贴合检测组件48,所述第一贴合检测组件47用于检测所述双面胶供料机构5上的贴有双面胶的待粘贴件200是否存在异常,该所述双面胶供料机构5上的贴有双面胶的待粘贴件200的异常指位置异常或粘贴异常等,或如叠胶、缺胶等。所述第二贴合检测组件48用于检测待粘贴件200通过双面胶粘贴在待粘贴产品300后是否存在异常,该待粘贴件200通过双面胶粘贴在待粘贴产品300后的异常指位置异常或粘贴异常等,或如叠胶、缺胶等。
96.进一步地,所述第一贴合检测组件47包括第四摄像机471,通过所述第四摄像机471对所述双面胶供料机构5上的贴有双面胶的待粘贴件200进行拍摄,以检测所述双面胶供料机构5上的贴有双面胶的待粘贴件200是否存在异常。
97.所述第二贴合检测组件48包括第五摄像机481以及第三光源482,通过所述第五摄像机481对待粘贴件200通过双面胶粘贴在待粘贴产品300后的状态进行拍摄,以检测待粘贴件200通过双面胶粘贴在待粘贴产品300后是否存在异常。
98.在一个实施例中,如图5所示,所述双面胶供料机构2包括双面胶物料卷21、供料支架22、供料轨道23、放料辊组24以及收料辊组25,所述供料支架22上设置有放料端以及收料端,所述供料轨道23设于所述供料支架22上且位于所述放料端与所述收料端之间,所述放料辊组24设于所述供料端,所述收料辊组25设于所述收料端,所述双面胶物料21卷依次经所述放料辊组24、所述供料轨道23及所述收料辊组25进行卷绕,所述双面胶物料卷21上载有双面胶。
99.所述取料机构3用于将所述震动盘机构1提供的待粘贴件200放置并粘贴在位于所述供料轨道23上方的双面胶上,从而使待粘贴件200与双面胶粘贴。
100.在一实施例中,如图1及图15所示,所述贴胶装置100还包括产品供料机构5,所述产品供料机构5用于提供待粘贴产品300。
101.如图示实施例中,所述产品供料机构5包括产品供料支架51,所述产品供料支架51上设置有放料槽511,待粘贴产品300可置于所述放料槽511内,以通过所述放料槽511对待贴合产品300进行限位。
102.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
103.以上实施例仅表达了本发明的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范
围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
