1.本实用新型涉及打包机技术领域,尤其涉及一种在线式制托盘打包线。
背景技术:
2.目前,随着物流行业的不断发展,货物在运输前,通常需要通过捆扎带进行打包处理。而随着自动打包技术的推广,具有自动打包功能的打包机被广泛使用。例如:中国专利公开号cn110562528a公开了一种加气混凝土板材打包系统及打包方法,其主要包含输送机构、打包机构和木托放置机构等,而在使用过程中,需要在输送机构提前放置好制造好的木托,然后,通过打包机构将木托和货物一同打包捆扎。而常规技术中的木托都是采购的成品,通过钉子将木棒和木板事先组装好,再运输至打包工厂。一方面木托的结构复杂制造成本较高,另一方面木托成品的尺寸较大,占用空间较大。因此,如何设计一种在打包的同时在线制造托盘以降低打包整体成本的打包技术是本实用新型所要解决的技术问题。
技术实现要素:
3.本实用新型提供一种在线式制托盘打包线,通过在线制造托盘以降低打包整体成本。
4.本实用新型提供一种在线式制托盘打包线,包括打包机构和输送机构,所述打包机构包括支撑架、以及设置在所述支撑架上包装头和包装斜槽,所述包装头和所述包装斜槽连接,所述包装斜槽包括上带槽、下带槽和两个侧带槽,所述上带槽和所述下带槽布置在两个所述侧带槽之间,所述包装头与所述包装斜槽形成打包区域,所述输送机构用于向所述打包机构输送待打包的物品,还包括还包括承载架,所述承载架用于布置在所述打包区域处并承载支撑腿。
5.进一步的,还包括升降机构,所述升降机构包括升降部件,所述承载架设置在所述升降部件上,所述升降部件用于带动所述承载架上下移动,所述承载架中设置有凹槽,所述凹槽的开口布置在所述承载架的上表面,所述承载架的上表面还用于放置打包用的支撑腿,所述下带槽位于所述凹槽中。
6.进一步的,所述升降机构还包括安装支架,所述安装支架上设置有滑套,所述滑套中设置有可上下滑动地导向杆,所述承载架设置在所述导向杆的上端部。
7.进一步的,还包括伸缩机构,所述伸缩机构包括伸缩部件和横移架,所述伸缩部件用于驱动所述横移架在承载架的上方滑动,所述下带槽设置在所述横移架上。
8.进一步的,所述承载架的两侧还设置有导向板,所述导向板分布在所述凹槽的开口两侧。
9.进一步的,其中一所述侧带槽包括固定槽、活动槽和驱动部件,所述固定槽竖向布置在所述支撑架上,所述驱动部件用于驱动所述活动槽滑动或转动以选择性地连接所述固定槽。
10.进一步的,所述活动槽可滑动地设置在所述支撑架上,所述支撑架上设置有滑轨,
所述滑轨上设置有滑座,所述活动槽设置在所述滑座上;
11.或者,所述活动槽可转动地设置在所述支撑架上,所述支撑架上设置有可转动地转动架,所述活动槽设置在所述转动架上。
12.进一步的,所述输送机构包括第一输送线和第二输送线,所述第一输送线位于所述包装斜槽的一侧,所述第二输送线位于所述包装斜槽的另一侧,所述第一输送线的输出端部高于所述第二输送线的输入端部。
13.进一步的,还包括上料机构;所述上料机构包括支撑平台和第一推动部件,所述支撑平台布置在所述下带槽的外侧,所述第一推动部件沿所述下带槽的长度方向可在所述支撑平台上往复滑动。
14.进一步的,所述上料机构包括存储平台和第二推动部件,所述存储平台用于存储支撑腿并位于所述支撑平台的侧部,所述第二推动部件用于将所述存储平台上的所述支撑腿推送到所述支撑平台上,所述支撑平台上还设置有用于定位所述支撑腿的定位板。
15.本实用新型提供的在线式制托盘打包线,通过在打包机构的打包区域布置承载架,承载架能够承载支撑腿,这样,在打包过程中,利用承载架承载支撑腿以使得支撑腿能够布置在待打包物品的底部,这样,在打包过程中,通过捆扎带能够同时缠绕在物品与其底部的支撑腿上,以将支撑腿与物品一块打包,这样,便可以无需采购成品托盘,进而实现在线打包过程中制成托盘,可以有效地降低采购成品件的成本,通过在线制造托盘以降低打包整体成本。
附图说明
16.图1为本实用新型在线式制托盘打包线处于使用状态下的结构示意图之一;
17.图2为本实用新型在线式制托盘打包线处于使用状态下的结构示意图之二;
18.图3为图2中a区域的局部放大示意图之一;
19.图4为图2中a区域的局部放大示意图之二;
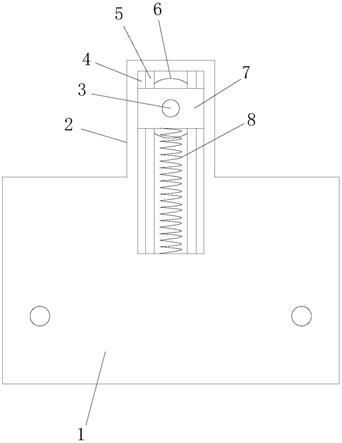
20.图5为图1中打包机构的结构示意图;
21.图6为图5中上料机构的结构示意图。
22.附图标记:
23.打包机构1;
24.支撑架11、包装头12、包装斜槽13;
25.滑轨111、滑座112、上带槽131、下带槽132、侧带槽133;
26.固定槽1331、活动槽1332、驱动部件1333;
27.输送机构2;
28.第一输送线21、第二输送线22;
29.升降机构3;
30.升降部件31、承载架32、安装支架33、滑套34、导向杆35;
31.凹槽321、导向板322;
32.上料机构4;
33.支撑平台41、第一推动部件42、存储平台43、第二推动部件44、定位板45;
34.码垛机器人5;
35.物品100、支撑腿200、垫板300。
具体实施方式
36.下面结合附图对本实用新型进行详细说明。
37.实施例一,如图1-图4所示,本实用新型提供一种在线式制托盘打包线,包括打包机构1和输送机构2,打包机构1包括支撑架11、以及设置在支撑架11上包装头12和包装斜槽13,包装头12和包装斜槽13连接,包装斜槽13包括上带槽131、下带槽132和两个侧带槽133,上带槽131和下带槽132布置在两个侧带槽133之间,包装头12与包装斜槽13形成打包区域,输送机构2用于向打包机构1输送待打包的物品,还包括承载架32,承载架32布置在打包区域并用于承载支撑腿200。
38.具体而言,在实际使用过程中,待打包的物品100通过输送机构2输送至打包机构1处,打包机构1利用捆扎带对物品进行捆扎打包处理后,继续通过输送机构2输送远离打包机构1。有关输送机构2输送物品的方式、以及打包机构1打包捆扎的方式可以参考常规方式,在此不做限制和赘述。
39.而在实际使用过程中,对于物品进行打包时,先在输送机构2上放置一垫板300,再将物品放置在垫板300上,然后,物品100连通垫板300通过输送机构2移动至打包区域。而位于打包区域处的承载架32则用于承载支撑腿200,进而通过捆扎带将物品100、垫板300和支撑腿200一同捆扎在一起。
40.进一步的,沿所述支撑腿长度方向为第一方向,垂直于所述支撑腿长度方向为第二方向;在所述第一方向和/或所述第二方向上,通过捆扎带对物品、垫板和支撑腿进行捆扎打包处理。
41.同时,可以在输送机构2的一侧配置码垛机器人5,利用码垛机器人5搬运物品进行码垛操作。也可以通过码垛机器人5来自动放置垫板300。
42.其中,在线式制托盘打包线还包括升降机构3。升降机构3包括升降部件31,承载架32设置在升降部件31上,升降部件31用于带动承载架32上下移动,承载架32中设置有凹槽321,凹槽321的开口布置在承载架32的上表面,下带槽132位于凹槽321中。
43.而为了在打包过程中,实现在物品的底部形成托盘结构以方便打包后的物品搬运运输,则将下带槽132安装在升降机构3上。升降机构3中的承载架32通过凹槽321来安装下带槽132,并且,承载架32的上表面还可以承载支撑腿200。这样,在对物品进行打包过程中,支撑腿200放置在承载架32的上表面,并由升降部件31驱动承载架32上升以使得支撑腿200贴靠在物品100的底部,然后,打包机构1将捆扎带引入并使得捆扎带经由包装斜槽13绕物品100一周。而由于下带槽132布置在支撑腿200的下方,进而使得捆扎带能够将支撑腿200和物品100一同捆扎在一起,支撑腿200捆绑在物品100上后,利用支撑腿200形成托盘结构。
44.其中,在实际使用过程中,对于支撑腿200和垫板300的供给方式可以采用人工供给也可以采用自动供给的方式。针对人工供给垫板300和支撑腿200的方式,在此不做赘述。而对于自动供给垫板300和支撑腿200,则需要额外配置相关的设备,具体说明如下。
45.对于支撑腿200而言,为了实现自动供料,在线式制托盘打包线还包括上料机构4;上料机构4包括支撑平台41和第一推动部件42,支撑平台41布置在下带槽132的外侧,第一推动部件42沿下带槽132的长度方向可在支撑平台41上往复滑动。
46.具体的,由于升降机构3布置在打包机构1的下部区域,空间较为狭窄,而通过在打包机构1的一侧配置上料机构4,上料机构4中的支撑平台41能够在打包机构1的外部放置支撑腿200,然后,在供给支撑腿200时,通过第一推动部件42将支撑腿200推入到承载架32上。其中,第一推动部件42可以采用推板等方式,并通过气缸、油缸、电动推杆等方式来实现第一推动部件42的往复移动。
47.优选地,为了自动给支撑平台41上上料,上料机构4还包括存储平台43和第二推动部件44,存储平台43用于存储支撑腿并位于支撑平台41的侧部,第二推动部件44用于将存储平台43上的支撑腿200推送到支撑平台41上,支撑平台41上还设置有用于定位支撑腿200的定位板45。
48.具体的,操作人员可以一次性的将若干根支撑腿200放置在存储平台43上,通过第二推动部件44推动存储平台43上的支撑腿200,以将支撑腿200推送到支撑平台41上。而支撑平台41上的定位板45能够定位支撑腿200的位置,进而实现单次输出一根支撑腿200。同样的,对于第二推动部件44而言,其移动方向可以垂直第一推动部件42的移动方向,进而方便将支撑腿200推入到第一推动部件42的前方。
49.进一步的,对于升降机构3而言,为了确保承载架32能够平稳的升降,升降机构3还包括安装支架33,安装支架33上设置有滑套34,滑套34中设置有可上下滑动地导向杆35,承载架32设置在导向杆35的上端部。
50.具体的,在通过升降部件31带动承载架32上下移动的过程中,承载架32能够利用导向杆35与滑套34配合来进行导向,以确保升降部件31能够驱动承载架32平稳的上下移动,进而确保承载架32上的下带槽132能够与两侧的侧带槽133准确地对接,以确保捆扎带平顺可靠的传输。其中,升降部件31可以为气缸、油缸、电推杆,升降部件31设置在安装支架33上。
51.又进一步的,为了对放置在承载架32上的支撑腿200进行定位,还可以在承载架32的两侧还设置有导向板322,导向板322分布在凹槽321的开口两侧。
52.具体的,支撑腿200推入到承载架32上后,支撑腿200将经由两侧的导向板322进行导向以确保支撑腿200的位置满足捆扎带准确打包的要求。一般情况下,支撑腿200的底面设置有凹陷结构来容纳捆扎带,而通过导向板322来对支撑腿200进行导向定位,可以确保从下带槽132脱离出的捆扎带能够卡入到支撑腿200底部的凹陷结构中,以提高打包质量。
53.优选方案中,为了方便将支撑腿200放到承载架32上,其中一侧带槽133包括固定槽1331、活动槽1332和驱动部件1333,固定槽1331竖向布置在支撑架11上,驱动部件1333用于驱动活动槽1332滑动或转动以选择性地连接固定槽1331。
54.具体的,在放置支撑腿200时,无论通过人工放置还是通过上料机构4放置,均需要从其中一侧带槽133的外侧将支撑腿200放置在承载架32上。以上料机构4供给支撑腿200为例进行说明,靠近上料机构4侧的侧带槽133采用分体式结构,即包括固定槽1331、活动槽1332和驱动部件1333。
55.当需要通过上料机构4供给支撑腿200时,如图3所示,驱动部件1333驱动活动槽1332移动以避让开支撑腿200的移动路径,升降部件31带动承载架32下移,然后,第一推动部件42将支撑腿200推到承载架32上以完成上料。在上料完成后,第一推动部件42复位,驱动部件1333带动活动槽1332复位,同时,升降部件31带动承载架32上升,以使得下带槽132
与两侧的侧带槽133对接在一起。如图4所示,捆扎带通过下带槽132穿过支撑腿200的底部并拉紧后,支撑腿200将捆在物品100的底部。
56.而对于活动槽1332的活动方式至少有如下两种方式。
57.方式一,活动槽1332可滑动地设置在支撑架11上,支撑架11上设置有滑轨111,滑轨111上设置有滑座112,活动槽1332设置在滑座112上;相对应的,驱动部件1333则可以采用气缸、油缸或电推杆等方式来驱动所述滑动座往复移动。
58.方式二,活动槽1332可转动地设置在支撑架11上,支撑架11上设置有可转动地转动架(未图示),活动槽1332设置在所述转动架上。具体的,支撑架11上配置有转动架来安装活动槽1332,以驱动活动槽1332转动的当时来实现避让开支撑腿200的移动路径。而驱动部件1333则可以采用电机等方式来驱动所述转动架转动,在此不做赘述。
59.在另一个实施例中,对于输送机构2上输送的物品在将支撑腿200打包上后,物品100的高度将被支撑腿200垫高,而为了满足连续性输送的要求,则输送机构2包括第一输送线21和第二输送线22,第一输送线21位于包装斜槽13的一侧,第二输送线22位于包装斜槽13的另一侧,第一输送线21的输出端部高于第二输送线22的输入端部。
60.具体的,打包机构1布置在第一输送线21和第二输送线22之间的位置,第一输送线21和第二输送线22之间形成间隔来安装升降机构3,而由于第二输送线22靠近升降机构3的端部低于第一输送线21靠近升降机构3的端部,这样,使得物品100从第一输送线21输送到第二输送线22上时,物品100的地面与第二输送线22之间形成一定的高度差,进而利用该高度差来满足物品100与支撑腿200一起打包后,物品100通过支撑腿200支撑在第二输送线22上。
61.实施例二,基于上述实施例一,区别在于对于采用空心结构的支撑腿而言,则采用如下结构的驱动机构。
62.所述驱动机构包括伸缩部件和横移架,所述伸缩部件用于驱动所述横移架在承载架的上方滑动,所述下带槽设置在所述横移架上并用于插入到所述支撑腿的空心结构中。与此同时,承载架则保持不动并布置在打包区域中以承载支撑腿。
63.具体的,对于空心结构的支撑腿在进行捆扎打包时,支撑腿放置在承载架上,对于底部的下带槽则通过伸缩部件驱动横向架移动以使得下带槽进出支撑腿的空心结构,即采用穿箭结构的方式实现下带槽的移动。而对于伸缩部件而言,其可以采用气缸、油缸或电推杆等方式,在此不做限制和赘述。
64.基于上述实施例中的线式制托盘打包线,本实用新型还提供一种在线式制托盘打包线的使用方法,包括:将支撑腿放置在承载架上,在待打包的物品移动到打包机构与包装斜槽形成打包区域中后,升降部件带动承载架上升以使得支撑腿贴靠在物品的底面,捆扎带将支撑腿与待打包的物品一同捆扎在一起。
65.具体的,将支撑腿放置在承载架上后,物品通过输送机构移动到打包机构处理,承载架通过升降部件驱动上升,一方面使得支撑腿贴靠在物品的底部,另一方面使得下带槽与两侧的侧带槽对接在一起,然后便可以通过包装头进行打包操作。捆扎带从包装头中进入并经由下带槽绕过支撑腿的底部,以使得捆扎带将物品和支撑腿围绕包围,包装头拉紧捆扎带后,便可以将物品与支撑腿一块捆扎在一起,利用支撑腿在物品底部形成托盘结构。
66.优选地,使用方法还包括:在输送机构上放置垫板,待打包的物品放置在垫板上;
在待打包的物品移动到打包机构与包装斜槽形成打包区域中后,升降部件带动承载架上升以使得支撑腿贴靠在垫板的底部。
67.具体的,对于散件物品需要先进行码垛,为此,可以先在输送机构上放置垫板,然后,将物品码垛在垫板上在进行后续打包操作。支撑腿将被捆扎在垫板的底部,通过垫板和支撑腿一块形成托盘结构。
68.通过在输送机构上放置垫板,并将待打包的物品放置在垫板上通过输送机构一同输送,而支撑腿则在打包前放置在垫板的下方;在物品输送到打包区域中后,利用捆扎带能够将物品、垫板和支撑腿一块捆扎打包在一起,这样,便可以无需采购成品托盘,进而实现在线打包过程中制成托盘,可以有效地降低采购成品件的成本,通过在线制造托盘以降低打包整体成本。
69.更重要的是,捆扎好的物品运输到目的地并剪断捆扎带后,对于物品底部的垫板和支撑腿而言,又成为相互独立的部件,垫板可以单独码垛堆放并运输,同样的,支撑腿也可以单独码垛堆放并运输,相比于成品托盘而言,可以避免成品托盘在运输物品过程中因损坏而无法重复使用,并且,单独码垛的垫板和支撑腿可以更有效地利用运输车上的空间,以降低运输成本,从而在运输和回收利用两方面降低打包成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。