1.本发明属于数控及机电一体化系统进给路径控制技术领域,具体涉及一种高精度参数路径插补方法及系统,尤其是能用进给部件速度规划参量映射的方法插补参数路径,以降低插补高速进给部件输出轨迹加速度波动,提高其运动平稳性。
背景技术:
2.传统数控机床,一般采用线性、指数等方法描述进给速度与时间的关系,计算简单,但在加减速开始和结束时存在加速度突变,因而驱动器在加减速开始和结束时对被驱动部件有冲击力作用,所以不适用于高速加工。
3.数控机床及机电一体化装置一般采用直线和圆弧表示进给路径,此两种进给路径表示方法可准确计算进给路径的长度,从而便于控制进给速度波动及进给精度,但是上述两种路径表示方法只能实现路径转接点间位置连续。
4.随着对数控等各类机电一体化装置进给速度要求的不断提高,业界开始不断采用参数曲线表示各类机电一体化装置的进给路径,以实现高速进给对进给路径提出的高阶连续的几何条件。然而,因为一般无法解析计算常用参数曲线的弧长,常常采用数值积分近似计算参数路径弧长,而后以近似计算得到的弧长规划进给速度,使得各插补周期实际采用的进给速度与理想进给速度不一致,造成实际进给弧长与理论进给弧长之间存在差异,从而导致进给速度波动及降低进给精度。
5.抑制插补输出速度波动,一直伴随着参数曲线路径插补技术的发展,目前学术界与业界已经讨论了多种抑制插补输出速度波动方法,例如,erkorkmaz提出的典型的多项式拟合的方法(erkorkmazk.efficientfittingofthefeedcorrectionpolynomialforreal-timesplineinterpolation[j].journalofmanufacturingscienceandengineering,2015,137(4):044501)。然而,无论是业界还是学术界,均缺乏抑制插补输出加速度波动的实现方法。因为插补参数路径输出引起的伺服惯性执行件加速度波动,对数控加工会直接造成刀具在工件加工表面留下振纹和疤痕,影响工件的加工表面质量,对一般的机电进给装置则直接影响其进给的动态特性。
技术实现要素:
[0006]
为克服现有数控等机电一体化装置的插补参数路径不能抑制加速度波动的不足,本发明的目的是提供一种高精度参数路径插补方法及系统,基于速度规划及弧长计算参量映射插补,抑制插补输出加速度波动,满足高速加工等高速进给稳定性要求。
[0007]
为了实现上述发明目的,本发明采用如下技术方案:
[0008]
一种高精度参数路径插补方法,包括以下步骤:
[0009]
s1、基于参数曲线路径的曲率单调性,根据临界曲率值点、曲率极值点分割参数曲线路径,并求取各分段弧长;
[0010]
s2、采用跃度有界的s曲线加减速算法分别规划各分段速度;
[0011]
s3、基于各分段弧长和各分段速度,分别采用三次样条拟合得到弧长对时间样条及参数对弧长样条;
[0012]
s4、插补过程中,利用弧长对时间样条得到与实际进给步对应的弧长,再由参数对弧长样条得到对应的参数,从而计算插补的坐标增量。
[0013]
作为优选方案,所述步骤s1中,采用数值计算方法求取弧长。
[0014]
作为优选方案,参数区间[ui,u
i 1
]上一段平面参数曲线路径(x(u),y(u)) 的弧长计算公式为:
[0015][0016]
对于参数区间[ui,u
i 1
],采用9点gauss-legendre积分公式,可得:
[0017][0018]
其中,x为gauss-legendre积分公式的结点。
[0019]
作为优选方案,采用自适应simpson方法计算弧长,包括:
[0020]
取ε为弧长精度指标,对参数区间[ui,u
i 1
]:
[0021]
首先,采用9点gauss-legendre公式数值计算其弧长li;
[0022]
然后,二分积分区间[ui,u
i 1
]为及两个子区间,分别计算得各子区间上的曲线路径弧长l
k,i
及l
k,i 1
,k=1,2,
…
,为划分子区间序号;
[0023]
之后,计算l
i 1
=l
k,i
l
k,i 1
,并判别弧长差值|l
i-l
i 1
|是否小于ε;若是,则取l
i 1
为参数区间[ui,u
i 1
]上参数曲线路径的弧长,并记录与弧长l
k,i
及 l
k,i 1
相对应的曲线参数点若否,则再次二分各子区间,分别求取再次划分后各子区间的弧长,然后继续判别差值,直至满足弧长精度指标;
[0024]
最后,对满足弧长精度指标的各子区间弧长与参数点,组成参数与弧长对序列。
[0025]
作为优选方案,所述步骤s2,包括:
[0026]
考虑进给运动平稳性及机床的动力学性能,设置进给速度规划的约束条件:
[0027][0028]
其中,vi、a
ni
、a
ti
、j
ni
及j
ti
分别为i个插补周期的进给速度、法向加速度、切向加速度、法向跃度及切向跃度;v
max
、an、a
t
、jn及j
t
分别为规划速度所能采用的最大进给速度、法向最大加速度、切向最大加速度、法向最大跃度及切向最大跃度;
[0029]
定义临界曲率值κ
cr
:
[0030][0031]
其中,ts、δ分别为插补周期及弦高误差限;定义参数曲线上曲率超过临界曲率值的局部极大点为曲率临界点,刀具在曲率临界点位置的运动速度会显著受机床的动力学性能约束,计算曲率临界点的可行速度vi:
[0032][0033]
其中,ki为曲率临界点的曲率;
[0034]
根据定义的临界曲率值,结合曲率k计算公式:
[0035][0036]
确定参数曲线上与临界曲率值对应的参数点,其中,p
′
(u)和p
″
(u)分别为参数曲线的一阶和二阶导数;
[0037]
再根据曲率导数为零,计算得到曲率极值点;
[0038]
根据曲率单调性,用曲率极值点及临界曲率值点,将参数曲线路径划分为若干分段;
[0039]
根据计算出的弧长及曲率临界点的进给速度,采用s曲线加减速算法,规划临界曲率值点与曲率临界点之间弧段进给速度;
[0040]
对局部曲率极小点与临界曲率值点之间,则取局部曲率极小点速度为待求值vi,采用s曲线加减速算法确定与局部曲率极小点相邻的左右临界曲率值点的位移约束条件,规划局部沿着弧段进给的速度。
[0041]
作为优选方案,所述步骤s3,包括:
[0042]
基于参数与弧长对(ui,li),则有参数序列0=u0《
…
《ui《
…
《un=1,弧长序列0=l0《
…
《li《
…
《ln=l;
[0043]
则在参数区间u∈[0,1]构建参数对弧长的三次样条函数su(l),弧长样条满足条件为:
[0044]
(1)su(l)在整个区间l∈[0,l]上具有二阶连续导数;
[0045]
(2)在每个小区间[l
i-1
,li]上是u的三次多项式;i=1,2,
…
,n;
[0046]
(3)在节点li处满足插值条件su(li)=ui;
[0047]
在样条内节点l1,l2,
…
,l
n-1
处,su(l)满足3n-3个连续性条件:
[0048][0049]
以及插值条件,则共有4n-2个条件,采用三次样条插值方法,插值得到区间[l
i-1
,
li]上三次样条插值函数s
ui
(l)。
[0050]
作为优选方案,所述步骤s3,还包括:
[0051]
在规划参数曲线的进给速度时,得到规划时间与弧长对(ti,li);
[0052]
根据时间与弧长对(ti,li),构建弧长对时间三次样条s
l
(t)。
[0053]
作为优选方案,所述步骤s4,包括:
[0054]
在实时插补时,根据插补时间步tk=kts,将其代入弧长对时间三次样条s
l
(t),得到与实时插补步相对应的弧长lk,然后将弧长lk代入到参数对弧长三次样条su(l),得到与弧长相对应的参数曲线路径参数uk,将uk代入到曲线方程,则得到相应的坐标(xk,yk),结合进给运动的当前位置,则得到补坐标增量:
[0055][0056]
其中,n为速度规划总的离散时间步数,即插补整条参数曲线路径总的插补周期数。
[0057]
本发明还提供一种高精度参数路径插补系统,应用如上任一项方案所述的插补方法,所述插补系统包括:
[0058]
分割模块,用于基于参数曲线路径的曲率单调性,根据临界曲率值点、曲率极值点分割参数曲线路径;
[0059]
计算模块,用于求取参数曲线路径分割的各分段弧长;
[0060]
速度规划模块,用于采用跃度有界的s曲线加减速算法分别规划各分段速度;
[0061]
样条拟合模块,用于基于各分段弧长和各分段速度,分别采用三次样条拟合得到弧长对时间样条及参数对弧长样条;
[0062]
插补模块,用于在插补过程中,利用弧长对时间样条得到与实际进给步对应的弧长,再由参数对弧长样条得到对应的参数,从而计算插补的坐标增量。
[0063]
与现有技术相比,本发明具有如下技术效果:
[0064]
本发明利用进给速度规划参量映射的方法插补参数路径,以降低插补高速进给部件输出轨迹加速度波动,提高其运动平稳性及沿着轮廓运动的精度。
附图说明
[0065]
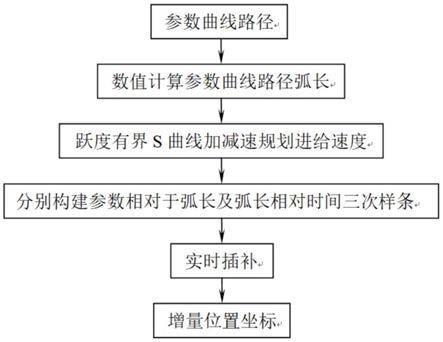
图1是本发明实施例的高精度参数路径插补方法的流程图;
[0066]
图2是现有的s曲线加减速算法的原理示意图;
[0067]
图3是本发明实施例的参数曲线路径图;
[0068]
图4是本发明实施例的参数曲线路径曲率分布图;
[0069]
图5是本发明实施例的插补输出速度图;
[0070]
图6是本发明实施例的插补输出加速度图;
[0071]
图7是本发明实施例的插补输出弦高误差图。
具体实施方式
[0072]
以下通过具体实施例对本发明的技术方案作进一步解释说明。
[0073]
如图1所示,本发明实施例的高精度参数路径插补方法,包括以下步骤:
[0074]
s0、采集参数曲线路径;
[0075]
s1、基于参数曲线路径的曲率单调性,根据临界曲率值点、曲率极值点分割参数曲线路径,并求取各分段弧长;
[0076]
s2、采用跃度有界的s曲线加减速算法分别规划各分段速度;
[0077]
s3、基于各分段弧长和各分段速度,分别采用三次样条拟合得到弧长对时间样条及参数对弧长样条;更为具体地,是三次样条;
[0078]
s4、实时插补过程中,利用弧长对时间样条得到与实际进给步对应的弧长,再由参数对弧长样条得到对应的参数,从而计算插补的坐标增量(即增量位置坐标)。
[0079]
以下对本发明实施例的插补原理进行详细说明:
[0080]
根据设定的精度要求,分析参数路径的曲率单调性,按临界曲率值点、曲率极值点及曲率单调性转换点分割参数曲线路径,采用数值计算的方法求取各分段弧长,并保存计算该弧长所采用的各参数分点位置;根据进给运动的运动学及动力学特性,采用跃度有界的s曲线加减速方法,分别规划各段进给速度,并依照插补周期,用速度和位移协调条件整数化各加减速阶段的实际进给时间;对速度规划及计算弧长数据,分别用三次样条拟合得弧长对时间及参数对弧长样条;插补时,利用弧长对时间样条,得与实际进给步对应的弧长,再由参数对弧长样条得对应的参数,从而计算插补的坐标增量。
[0081]
因为一般无法用解析公式准确计算的弧长,所以采用数值计算的方法计算参数路径的弧长。根据曲线弧长计算方法,参数区间[ui,u
i 1
]上一段平面参数曲线路径(x(u),y(u))的弧长,可由式(1)计算
[0082][0083]
对于工程上常用参数曲线路径,因为一般无法得到式(1)中被积函数 f(u)的原函数,故一般只能采用数值积分方法计算其曲线路径弧长。对多种数值积分方法而言,9点gauss-legendre公式具有较高计算精度,可以采用其计算参数曲线路径弧长。参数区间[ui,u
i 1
],9点gauss-legendre弧长积分公式可表示为
[0084][0085]
9点gauss-legendre积分公式中,结点xi和求积系数ai如表1所示。
[0086]
表1 9点gl公式结点和求积系数
[0087][0088]
当然也可以采用其他数值计算方法,如自适应simpson方法计算弧长。取ε为弧长精度指标,对参数区间[ui,u
i 1
],首先采用9点gauss-legendre 公式数值计算其弧长li,然
后二分积分区间[ui,u
i 1
]为及两个子区间,分别计算得各子区间上的曲线路径弧长l
k,i
及 l
k,i 1
(k=1,2,
…
为划分子区间序号),再计算l
i 1
=l
k,i
l
k,i 1
,如果 |l
i-l
i 1
|《ε,则取l
i 1
为参数区间[ui,u
i 1
]上参数曲线路径的弧长,并记录与弧长l
k,i
及l
k,i 1
相对应的曲线参数点否则再次二分各子区间,分别求取再次划分后各子区间的弧长,然后使用如上述所示的判别方法,判别弧长是否满足弧长精度指标条件。为了减少计算量,对于相邻两次划分子区间,一旦出现计算所得弧长满足弧长精度指标的子区间,即停止对其进一步划分子区间,只对相邻两次划分所得弧长不满足弧长精度指标的子区间,作进一步划分子区间并计算弧长。经过弧长计算后,可由均满足弧长精度指标的各分段子区间弧长与参数点,组成参数与弧长对序列。
[0089]
跃度有界s曲线加减速可实现加减速过程中加速度的连续转接,采用其规划插补参数曲线路径进给速度。考虑进给运动平稳性及机床的动力学性能,可用式(2)表示进给速度规划的约束条件。
[0090][0091]
式(2)中,vi、a
ni
、a
ti
、j
ni
及j
ti
分别为i个插补周期的进给速度、法向加速度、切向加速度、法向跃度及切向跃度;v
max
、an、a
t
、jn及j
t
分别为规划速度所能采用的最大进给速度、法向最大加速度、切向最大加速度、法向最大跃度及切向最大跃度。
[0092]
用式(3)κ
cr
定义临界曲率值,
[0093][0094]
式(3)中,ts、δ分别为插补周期及弦高误差限。定义参数曲线上曲率超过临界曲率值的局部极大点为曲率临界点,刀具在此类位置的运动速度会显著受机床的动力学性能约束,用式(4)计算曲率临界点的可行速度vi。
[0095][0096]
其中,ki为曲率临界点的曲率;
[0097]
根据式(3)确定的临界曲率值,结合曲率k计算公式:
[0098][0099]
确定曲线上与临界曲率值对应的参数点,其中p
′
(u)和p
″
(u)分别为参数曲线的一阶和二阶导数。
[0100]
再根据曲率导数为零,计算得到曲率极值点。根据曲率单调性,用曲率极值点及临界曲率值点,将参数曲线路径划分为若干子曲线段。
[0101]
根据计算出的弧长及曲率临界点进给速度,结合加工精度、运动学及动力学条件,按照图2所示s曲线加减速算法,规划临界曲率值点与曲率临界点之间弧段进给速度。对局部曲率极小点与临界曲率值点之间,则取局部曲率极小点速度为待求值vi,采用s曲线加减速算法确定与局部曲率极小点相邻的左右临界曲率值点的位移约束条件,规划局部沿着此类弧段进给的速度。
[0102]
其中,s曲线加减速算法是一种跃度有界的加减速算法,对规划高速进给执行件的进给速度熟悉的人员一般了解该方法,其具体实现方法可以参考erkorkmaz的文献(erkorkmaz k,altintas y.high speed cnc systemdesign,partⅰ:jerk limited trajectory generation and quintic splineinterpolation[j].international journal of machine tools& manufacture,2001,41(9):1323-1345.)。
[0103]
在cnc系统中,数据采样插补的实质是用固定时间插补周期,以加速、匀速及减速方式分割参数曲线,因而各加减速段的历经时间必须为整数倍插补周期,而此处规划得到各加减速阶段时间并不能保证是整数倍插补周期,采用(季国顺等.临界曲率值分割曲线尖角的nurbs曲线插补[j].机械工程学报,2018,54(19):150-157.)中速度及位移协调条件,整数化各加减速阶段的历经时间。
[0104]
由数值计算参数曲线路径弧长部分,可以得到参数与弧长对(ui,li),则有参数序列0=u0《
…
《ui《
…
《un=1,弧长序列 0=l0《
…
《li《
…
《ln=l,由此在参数区间u∈[0,1]构建参数相对于弧长的三次样条函数su(l),该弧长样条满足条件为:
[0105]
(1)su(l)在整个区间l∈[0,l]上具有二阶连续导数;
[0106]
(2)在每个小区间[l
i-1
,li](i=1,2,
…
,n)上是u的三次多项式;
[0107]
(3)在节点li处满足插值条件su(li)=ui;
[0108]
在样条内节点l1,l2,
…
l
n-1
处,su(l)满足3n-3个连续性条件,
[0109][0110]
以及插值条件,则共有4n-2个条件,采用对分段多项式插值熟悉人员常用的三次样条插值方法,插值得到区间[l
i-1
,li]上三次样条插值函数s
ui
(l)。
[0111]
在前述规划参数曲线进给速度时,可以得到规划时间与弧长对(ti,li),为减少计算量,从其中选取计算弧长时各分段参数点相对应的时间与弧长对。采用与构建参数相对弧长三次样条su(l)相类似的方法,可以根据时间与弧长对(ti,li),构建弧长相对时间三次样条s
l
(t)。
[0112]
在实时插补时,根据插补时间步tk=kts,将其代入弧长对时间样条 s
l
(t),得到与实时插补步相对应的弧长lk,然后将弧长lk代入到参数相对弧长三次样条su(l),得到与该弧长相对应的参数曲线路径参数uk,将uk代入到曲线方程,则可以得到相应的坐标(xk,yk),结合进给运动的当前位置,则可得插补坐标增量式(5)。
[0113][0114]
式(5)中,n为速度规划总的离散时间步数,也即插补整条参数曲线路径总的插补周期数。
[0115]
另外,本发明实施例还对应于上述插补方法,提供一种高精度参数路径插补系统,包括分割模块、计算模块、速度规划模块、样条拟合模块和插补模块。
[0116]
其中,分割模块用于基于参数曲线路径的曲率单调性,根据临界曲率值点、曲率极值点分割参数曲线路径。
[0117]
具体地,
[0118]
计算模块用于求取参数曲线路径分割的各分段弧长;
[0119]
速度规划模块用于采用跃度有界的s曲线加减速算法分别规划各分段速度;
[0120]
样条拟合模块用于基于各分段弧长和各分段速度,分别采用三次样条拟合得到弧长对时间样条及参数对弧长样条;
[0121]
插补模块用于在插补过程中,利用弧长对时间样条得到与实际进给步对应的弧长,再由参数对弧长样条得到对应的参数,从而计算插补的坐标增量。
[0122]
具体地,本发明实施例的高精度参数路径插补系统的插补原理为:
[0123]
根据设定的精度要求,分析参数路径的曲率单调性,按临界曲率值点、曲率极值点及曲率单调性转换点分割参数曲线路径,采用数值计算的方法求取各分段弧长,并保存计算该弧长所采用的各参数分点位置;根据进给运动的运动学及动力学特性,采用跃度有界的s曲线加减速方法,分别规划各段进给速度,并依照插补周期,用速度和位移协调条件整数化各加减速阶段的实际进给时间;对速度规划及计算弧长数据,分别用三次样条拟合得弧长对时间及参数对弧长样条;插补时,利用弧长对时间样条,得与实际进给步对应的弧长,再由参数对弧长样条得对应的参数,从而计算插补的坐标增量。
[0124]
因为一般无法用解析公式准确计算的弧长因此,本发明实施例的计算模块采用数值计算的方法计算参数路径的弧长。
[0125]
根据曲线弧长计算方法,参数区间[ui,u
i 1
]上一段平面参数曲线路径 (x(u),y(u))的弧长,可由式(1)计算
[0126][0127]
对于工程上常用参数曲线路径,因为一般无法得到式(1)中被积函数 f(u)的原函数,故一般只能采用数值积分方法计算其曲线路径弧长。对多种数值积分方法而言,9点gauss-legendre公式具有较高计算精度,可以采用其计算参数曲线路径弧长。参数区间[ui,u
i 1
],9点gauss-legendre弧长积分公式可表示为
[0128][0129]
9点gauss-legendre积分公式中,结点xi和求积系数ai如表1所示。
[0130]
表1 9点gl公式结点和求积系数
[0131][0132]
当然也可以采用其他数值计算方法,如自适应simpson方法计算弧长。取ε为弧长精度指标,对参数区间[ui,u
i 1
],首先采用9点gauss-legendre 公式数值计算其弧长li,然后二分积分区间[ui,u
i 1
]为及两个子区间,分别计算得各子区间上的曲线路径弧长l
k,i
及 l
k,i 1
(k=1,2,
…
为划分子区间序号),再计算l
i 1
=l
k,i
l
k,i 1
,如果 |l
i-l
i 1
|《ε,则取l
i 1
为参数区间[ui,u
i 1
]上参数曲线路径的弧长,并记录与弧长l
k,i
及l
k,i 1
相对应的曲线参数点否则再次二分各子区间,分别求取再次划分后各子区间的弧长,然后使用如上述所示的判别方法,判别弧长是否满足弧长精度指标条件。为了减少计算量,对于相邻两次划分子区间,一旦出现计算所得弧长满足弧长精度指标的子区间,即停止对其进一步划分子区间,只对相邻两次划分所得弧长不满足弧长精度指标的子区间,作进一步划分子区间并计算弧长。经过弧长计算后,可由均满足弧长精度指标的各分段子区间弧长与参数点,组成参数与弧长对序列。
[0133]
跃度有界s曲线加减速可实现加减速过程中加速度的连续转接,因此,本发明实施例的速度规划模块采用其规划插补参数曲线路径进给速度。
[0134]
考虑进给运动平稳性及机床的动力学性能,可用式(2)表示进给速度规划的约束条件。
[0135][0136]
式(2)中,vi、a
ni
、a
ti
、j
ni
及j
ti
分别为i个插补周期的进给速度、法向加速度、切向加速度、法向跃度及切向跃度;v
max
、an、a
t
、jn及j
t
分别为规划速度所能采用的最大进给速度、法向最大加速度、切向最大加速度、法向最大跃度及切向最大跃度。
[0137]
用式(3)κ
cr
定义临界曲率值,
[0138][0139]
式(3)中,ts、δ分别为插补周期及弦高误差限。定义参数曲线上曲率超过临界曲率值的局部极大点为曲率临界点,刀具在此类位置的运动速度会显著受机床的动力学性能约束,用式(4)计算曲率临界点的可行速度vi。
[0140][0141]
其中,ki为曲率临界点的曲率;
[0142]
根据式(3)确定的临界曲率值,结合曲率k计算公式:
[0143][0144]
确定曲线上与临界曲率值对应的参数点,其中p
′
(u)和p
″
(u)分别为参数曲线的一阶和二阶导数。
[0145]
再根据曲率导数为零,计算得到曲率极值点。
[0146]
因此,本发明实施例的分割模块根据曲率单调性,用曲率极值点及临界曲率值点,将参数曲线路径划分为若干子曲线段。
[0147]
根据计算出的弧长及曲率临界点进给速度,结合加工精度、运动学及动力学条件,按照图2所示s曲线加减速算法,规划临界曲率值点与曲率临界点之间弧段进给速度。对局部曲率极小点与临界曲率值点之间,则取局部曲率极小点速度为待求值vi,采用s曲线加减速算法确定与局部曲率极小点相邻的左右临界曲率值点的位移约束条件,规划局部沿着此类弧段进给的速度。
[0148]
其中,s曲线加减速算法是一种跃度有界的加减速算法,对规划高速进给执行件的进给速度熟悉的人员一般了解该方法,其具体实现方法可以参考erkorkmaz的文献(erkorkmaz k,altintas y.high speed cnc systemdesign,partⅰ:jerk limited trajectory generation and quintic splineinterpolation[j].international journal of machine tools& manufacture,2001,41(9):1323-1345.)。
[0149]
在cnc系统中,数据采样插补的实质是用固定时间插补周期,以加速、匀速及减速方式分割参数曲线,因而各加减速段的历经时间必须为整数倍插补周期,而此处规划得到各加减速阶段时间并不能保证是整数倍插补周期,采用(季国顺等.临界曲率值分割曲线尖角的nurbs曲线插补[j].机械工程学报,2018,54(19):150-157.)中速度及位移协调条件,整数化各加减速阶段的历经时间。
[0150]
由数值计算参数曲线路径弧长部分,可以得到参数与弧长对(ui,li),则有参数序列0=u0《
…
《ui《
…
《un=1,弧长序列 0=l0《
…
《li《
…
《ln=l,由此,本发明实施例的样条拟合模块在参数区间 u∈[0,1]构建参数相对于弧长的三次样条函数su(l),该弧长样条满足条件为:
[0151]
(1)su(l)在整个区间l∈[0,l]上具有二阶连续导数;
[0152]
(2)在每个小区间[l
i-1
,li](i=1,2,
…
,n)上是u的三次多项式;
[0153]
(3)在节点li处满足插值条件su(li)=ui;
[0154]
在样条内节点l1,l2,
…
l
n-1
处,su(l)满足3n-3个连续性条件,
[0155][0156]
以及插值条件,则共有4n-2个条件,采用对分段多项式插值熟悉人员常用的三次样条插值方法,插值得到区间[l
i-1
,li]上三次样条插值函数s
ui
(l)。
[0157]
另外,在前述规划参数曲线进给速度时,可以得到规划时间与弧长对 (ti,li),为减少计算量,从其中选取计算弧长时各分段参数点相对应的时间与弧长对。
[0158]
本发明实施例的样条拟合模块还采用与构建参数相对弧长三次样条 su(l)相类似的方法,可以根据时间与弧长对(ti,li),构建弧长相对时间三次样条s
l
(t)。
[0159]
本发明实施例的插补模块,在实时插补时,根据插补时间步tk=kts,将其代入弧长对时间样条s
l
(t),得到与实时插补步相对应的弧长lk,然后将弧长lk代入到参数相对弧长三次样条su(l),得到与该弧长相对应的参数曲线路径参数uk,将uk代入到曲线方程,则可以得到相应的坐标(xk,yk),结合进给运动的当前位置,则可得插补坐标增量式(5)。
[0160][0161]
式(5)中,n为速度规划总的离散时间步数,也即插补整条参数曲线路径总的插补周期数。
[0162]
以下具体采用三叉戟nurbs参数曲线路径,该曲线参数为:控制点矢量p=((10,0),(20,20),(12,8),(10,20),(8,8),(0,20),(10,0)),单位为mm;权因子矢量w=(1,1,1,1,1,1,1);节点矢量u=(0,0,0,0,0.2,0.4,0.6,0.8,1,1,1,1)。图3所示为三叉戟nurbs曲线及其控制多边形,规划插补速度所用参数如表2 所示,图4所示为其曲率分布,由式(3)得临界曲率值κ
cr
=0.1,表3为曲线参数分割点及其曲率。
[0163]
表2s曲线规划插补速度参数
[0164][0165]
表3参数分割点及其曲率
[0166]
参数点曲率值参数点曲率值参数点曲率值0.000.000.390.100.691.050.120.100.400.070.770.100.1532.190.440.100.800.040.180.100.506.000.820.100.200.030.560.100.8532.190.230.100.600.030.880.100.311.050.610.101.000.00
[0167]
用表3中参数分割点,将该三叉戟曲线分割为20段子曲线段,应用9 点gauss-legendre公式分别计算各段弧长。
[0168]
图5、图6及图7分别为插补输出速度、输出加速度及插补弦高误差。由图5及图6可以看出本发明方法可以很好地抑制了插补输出速度及加速度波动,特别是显著抑制了插补输出加速度波动;图7则为插补弦高误差,其最大插补弦高误差0.1466μm,可以获得良好的插补轮廓加工精度。
[0169]
以上所述仅是对本发明的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本发明提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。