用于制造带护罩叶轮的方法、带护罩叶轮和压缩机
1.相关申请的交叉引用
2.本技术要求于2020年8月12日提交的序列号为no.16/947,680的美国临时专利申请和于2019年8月13日提交的序列号为no.62/885,907的美国临时专利申请的优先权,这些美国临时专利申请的全部公开内容通过参引整体并入。
技术领域
3.本公开的领域总体上涉及用于压缩机等的叶轮,并且更具体地涉及用于使得能够通过例如铜焊更可靠地制造叶轮的系统和方法。
背景技术:
4.典型的离心式压缩机包括压缩机壳体以及定位在压缩机壳体内的叶轮。叶轮包括毂、附接至毂的叶片、以及与毂相反地附接至叶片的护罩。叶片通常与毂一起铸造而成,并且护罩通常使用金属接合处理、比如铜焊处理、熔接处理、钎焊处理以及/或者任何其他金属接合处理而附接至叶片。然而,如果护罩在金属接合处理期间在叶轮和毂上不居中,则叶轮将不平衡,从而使叶轮和压缩机的效率降低。另外,不平衡的叶轮还将具有增大的孔隙率,这也使叶轮和压缩机的效率降低。
5.本背景部分意在向读者介绍本领域的可能与本公开的下面所描述和/或所要求保护的各个方面有关的各个方面。该论述被认为有助于为读者提供背景信息,以便更好地理解本公开的各个方面。因此,应当理解的是,这些陈述要从这个角度来阅读,而不是作为对现有技术的承认。
技术实现要素:
6.在一方面,制造叶轮的方法包括将多个叶片附接至毂。叶轮包括叶片、毂和护罩。叶片各自包括梢部,并且护罩包括内表面以及从内表面延伸的至少一个环状部。该方法还包括将铜焊化合物施用至叶片的梢部以及护罩的内表面。该方法还包括将叶片和毂插入到护罩中,使得叶片的梢部压靠环状部。环状部和叶片的梢部在环状部与叶片的梢部之间形成干涉配合,从而在制造叶轮期间在护罩与叶片之间保持一致间隙。该方法还包括使用铜焊处理将叶片附接至护罩。
7.在另一方面,一种压缩机包括压缩机壳体以及定位在压缩机壳体内的叶轮。叶轮包括具有毂表面的毂、从毂表面延伸的多个叶片、以及护罩。护罩包括附接至叶片的内表面以及从内表面延伸的至少一个环状部。环状部构造成在叶片和毂插入到护罩中时与叶片接合并且在制造叶轮期间在护罩与叶片之间保持一致间隙。
8.在又一方面,叶轮包括具有毂表面的毂、从毂表面延伸的多个叶片、以及护罩。护罩包括附接至叶片的内表面以及从内表面延伸的至少一个环状部。环状部构造成在叶片和毂插入到护罩中时与叶片接合并且在制造叶轮期间在护罩与叶片之间保持一致间隙。
9.存在就上述各方面所提出的特征的各种改进。其他特征也可以结合在上述各方面
中。这些改进和附加的特征可以单独地存在或以任何组合存在。例如,以下就所示实施方式中的任一实施方式所论述的各个特征可以单独地或以任何组合结合到上述各方面中的任一方面中。
附图说明
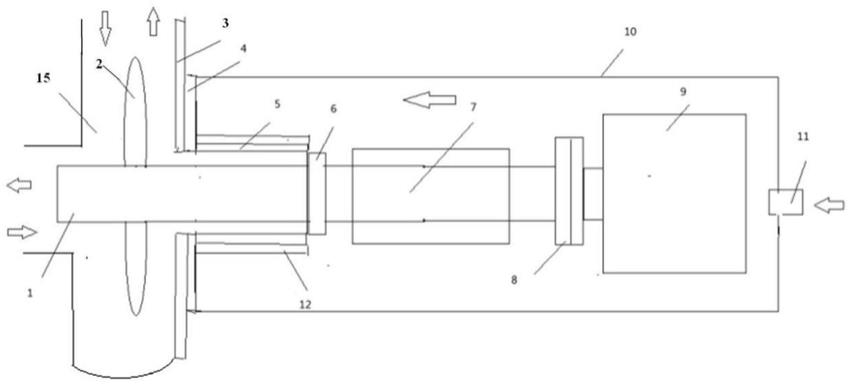
10.图1是压缩机的横截面示意图。
11.图2是图1中所图示的叶轮的立体图,其中,为了清晰起见,护罩被移除。
12.图3是图1和图2中所图示的叶轮的横截面图。
13.图4是用于与图1至图3中所图示的叶轮一起使用的护罩的立体图。
14.图5是图4中所图示的护罩的内表面的一部分的立体图。
15.图6是图4中所图示的护罩的内表面的一部分的另一立体图。
16.图7是图1至图6中所图示的叶轮的截面图。
17.图8是制造图1至图7中所图示的叶轮的方法的流程图。
18.贯穿附图,对应的附图标记表示对应的部分。
具体实施方式
19.图1是图示为单级离心式压缩机的压缩机100的横截面示意图。离心式压缩机的非限制性示例包括单级、两级以及多级离心式压缩机。在替代性实施方式中,压缩机100可以包括具有叶轮的任何类型的压缩机。压缩机100通常包括形成有至少一个密封腔的压缩机壳体102,在所述至少一个密封腔内完成压缩。压缩机100包括:入口110,入口110将流体引入到压缩机壳体102中;出口106,出口106将流体从压缩机壳体排出;以及叶轮200,该叶轮将向流体增加动能。通过叶轮200赋予至流体的动能被转换成增大的压力(即压缩)。叶轮200连接至驱动轴(未示出),该驱动轴操作性地连接至马达(未示出)。马达使叶轮以选定的旋转速度旋转以将流体压缩至离开出口106的预先选定的压力。任何合适的马达都可以操作性地连接至压缩机100,任何合适的马达包括但不限于电动马达。流体可以包括使得压缩机100能够如本文中所述的那样进行操作的任何流体,包括但不限于空气、制冷剂和/或其他流体。
20.图2是图1中所图示的叶轮100的立体图,其中,为了清晰起见,护罩206被移除。图3是图1和图2中所图示的叶轮200的横截面图。在该实施方式中,叶轮200构造成对用于压缩机100和结合有压缩机的冷却系统例如hvac系统的流体流进行压缩。叶轮200包括联接在毂204与护罩206之间的多个叶片202。例如,叶轮200包括十四个叶片202。每个叶片202包括沿着叶片的长度延伸的梢部207,该梢部限定了叶片的外径209。替代性地,叶片202可以具有使得叶轮200能够如本文中所述的那样进行操作的任何合适的叶片形状、例如翼型叶片、向后弯曲叶片、向前弯曲叶片、垂直叶片和/或径向叶片。此外,叶轮200可以包括使得能够如本文中所述的那样进行操作的任何数量的叶片202。另外,如图2中所示,叶片202围绕毂表面216螺旋地卷绕,使得每个叶片形成围绕毂表面216的螺旋或盘旋斜面。在替代性实施方式中,叶片202相对于毂表面216可以具有使得叶轮200能够如本文中所述的那样进行操作的任何取向。例如,叶片202可以附接至毂表面216,使得叶片平行于中心轴线208定向。
21.该实施方式的毂204和护罩206是同轴的并且构造成绕中心轴线208旋转。叶片202
连接至毂204和/或护罩206,使得叶片、毂和护罩限定流体流动路径210。叶片202、毂204和护罩206限定入口212和出口214。在旋转期间,叶片202构造成沿着中心轴线208吸入流体通过入口212并且将流体径向地向外喷射通过出口214,出口214限定在相邻的叶片202、毂204与护罩206之间。当操作叶轮200时,流体通过入口212进入并且通过毂204从中心轴线208向外偏转。毂204的毂表面216包括如图2中所示的钟形轮廓,该钟形轮廓使流体从中心轴线208径向地向外偏转。叶片202构造成将流体抽取通过入口212并且抽取到流体在叶片之间通过的流体流动路径210中。由于由旋转的叶片202产生的离心力,流体流动路径210将流体向外迫使通过出口214。更具体地,相邻的叶片202、毂204和护罩206限定了流体流动路径210,流体流动路径210构造成使流体加速通过流体流动路径210,使得出口214将流体沿与中心轴线208近似垂直的方向喷射。
22.护罩206包括内表面218和外表面220。如图1和图3中所示,护罩206还包括与毂表面216的钟形轮廓互补的钟形轮廓。更具体地,内表面218和外表面220还包括与毂表面216的钟形轮廓互补的钟形轮廓。由于毂表面216、内表面218和外表面220的钟形轮廓,毂表面、内表面和外表面定向成靠近入口212与中心轴线208近似平行并且靠近出口214与中心轴线近似垂直。也就是说,靠近入口212,内表面218和毂表面216定向成使得内表面包围毂表面,并且靠近出口214,内表面和毂表面定向成使得内表面从毂表面沿着中心轴线208轴向地偏移。另外,靠近入口212,叶片202定向成使得内表面218包围叶片。内表面218相对于叶片202和毂表面216的定向使得内表面能够在制造过程期间保持护罩206相对于叶片和毂204的位置。
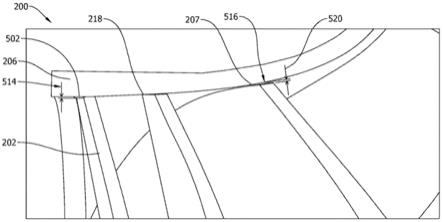
23.图4是图1至图3中所图示的护罩206的立体图。图5是护罩206的内表面218的靠近入口212的部分的立体图。图6是内表面218的靠近出口214的部分的立体图。图7是叶轮200的一部分的截面图。护罩206包括从护罩的内表面218延伸的至少一个突出部502和504。该实施方式的突出部502和504是环形的。在替代性实施方式中,突出部502和504可以具有使得叶轮200能够如本文中所述的那样进行操作的任何形状。在该实施方式中,护罩206包括靠近入口212定位的第一环状部502以及靠近出口214定位的第二环状部504。在替代性实施方式中,护罩206仅包括第一环状部502。在另一替代性实施方式中,护罩206仅包括第二环状部504。
24.环状部502和504中的每一者是圆化突起,该圆化突起包括顶端506、第一边缘508和第二边缘510。在替代性实施方式中,环状部502和504可以具有使得环状部502和504能够如本文中所述的那样进行操作的任何形状。环状部502和504的高度514是从内表面218到顶端506测量的。在该实施方式中,高度514在约0.001英寸至0.006英寸之间、或者为约0.005英寸。然而,高度514可以是使得环状部502和504能够如本文中所述的那样进行操作的任何长度。第一环状部502限定护罩206内的内径518。如下面将更详细地讨论的,环状部502和504的高度514使得内表面218和环状部能够在制造过程期间保持护罩206相对于叶片202和毂204的位置并且在护罩206与叶片202之间保持一致间隙516。
25.在该示例中,在将护罩206附接至叶片之前,将叶片202和毂204制成单个单元。具体地,使用铸造处理或机加工处理将叶片202和毂204制成单个单元,并且使用金属接合处理将护罩206附接至叶片。替代性地,将叶片202和毂204彼此单独地制成,并且使用金属接合处理、比如但不限于铜焊处理、熔接处理、钎焊处理和/或任何其他金属接合处理将叶片
附接至毂。然后使用金属接合处理、比如但不限于铜焊处理、熔接处理、钎焊处理和/或任何其他金属接合处理将护罩206附接至叶片202。在一个实施方式中,然后使用铜焊处理将护罩206附接至叶片202。
26.为了将护罩206连结至叶片202,在铜焊处理期间通过环状部502和504将护罩相对于叶片的位置固定或保持。具体地,将叶片202和毂204插入到护罩206中,使得叶片的梢部207压靠环状部502和504。更具体地,在叶片202插入到入口212中时,叶片的梢部207与第一环状部502接合,使得第一环状部抵靠叶片的梢部压缩,并且在铜焊处理期间在护罩206与叶片之间保持一致间隙516。
27.第一环状部502接合叶片202的梢部207,使得第一环状部通过第一环状部502与叶片的梢部之间的摩擦来保持叶片和毂204的位置。例如,第一环状部502和叶片202的梢部207形成干涉配合或摩擦配合,这通过第一环状部502与叶片的梢部之间的摩擦来保持叶片和毂204的位置。如本文中所使用的,干涉配合或摩擦配合是两个零部件之间的配合,在该配合中,一个零部件的外部尺寸略微超过其必须配装到其中的零部件的内部尺寸。在该实施方式中,叶片202的梢部207还包括与内表面218的钟形轮廓互补的钟形轮廓。然而,叶片202的梢部207的钟形轮廓不包括用以容纳第一环状部502的凹口。因此,第一环状部502的高度514使得叶片202的外径209超过第一环状部的内径518,使得第一环状部压靠叶片的梢部207。因此,第一环状部502的高度514使得第一环状部能够与叶片202形成干涉配合或摩擦配合,从而使得第一环状部在铜焊处理期间在护罩206与叶片之间保持一致间隙516,并且在铜焊处理期间保持护罩相对于叶片和毂204的位置。
28.此外,在叶片202插入到护罩206中时,叶片的梢部207靠近出口214抵靠第二环状部504搁置,使得第二环状部504在铜焊处理期间将叶片和毂204保持就位。第二环状部504的高度514使得第二环状部504抵靠叶片202的梢部207搁置,从而在叶片的梢部与护罩206之间形成一致间隙516。因此,第二环状部504的高度514在铜焊处理期间保持护罩206与叶片202之间的一致间隙516并且保持护罩相对于叶片和毂204的位置。
29.第一环状部502和第二环状部504的高度514选定成在护罩206与叶片202之间保持一致间隙516。如图7中所示,一致间隙516限定了一致间隙宽度520。在该实施方式中,金属接合处理决定了一致间隙宽度520的值。例如,在该实施方式中,铜焊处理需要护罩206与叶片202之间的预定间隙来将毂204和叶片适当地连结至护罩。在该实施方式中,一致间隙宽度520在约0.001英寸至约0.006英寸之间。由于一致间隙宽度520的值由铜焊处理决定,因此一致间隙宽度520不与叶轮200的大小成比例。针对铜焊处理,一致间隙宽度520对于所有叶轮200的大小而言保持相同。在替代性实施方式中,一致间隙宽度520可以是使得金属接合处理能够将护罩206和叶片202附接至毂204和叶片202的任何值。另外,在替代性实施方式中,一致间隙宽度520可能与叶轮200的大小成比例。
30.在该实施方式中,铜焊处理是沉浸铜焊处理。在替代性实施方式中,铜焊处理可以是任何其他类型的铜焊处理,包括但不限于火焰铜焊处理、炉内铜焊处理、银铜焊处理、铜熔接处理、真空铜焊处理和/或任何其他铜焊处理。叶轮200适当地由铝制成,铝在铜焊处理期间可能会与空气中的氧气形成不期望的氧化物。沉浸铜焊处理通过防止空气与叶轮200的正在被连结的区域接触来减少氧化物的形成。具体地,在沉浸铜焊处理期间,叶轮200沉浸到熔融盐的浴中,这防止空气与叶轮的正在被连结的区域接触。
31.图8是制造叶轮200的方法800的流程图。在该实施方式中,方法800是沉浸铜焊处理。方法800包括将叶轮202与毂204连结和/或成形802。如上面所讨论的,叶片202和毂204可以使用铸造处理制成单个单元或者单独地制成,并且然后使用金属接合处理、比如但不限于铜焊处理、熔接处理、钎焊处理和/或任何其他金属接合处理彼此附接。一旦叶片202与毂204已连结在一起,叶片就准备用于进行沉浸铜焊处理。具体地,方法800包括将铜焊化合物或填充金属施用804至叶片202的梢部207和/或施用至内表面218。铜焊化合物可以是使得方法800能够将护罩206连结至叶片202的任何混合物或化合物。
32.一旦叶片202与毂204已经连结在一起并且铜焊化合物已经施用至叶片202的梢部207和/或施用至内表面218,就将叶片和毂204插入806到护罩206中。具体地,叶片202和毂204插入806成使得叶片的梢部207与环状部502和504接合,从而在环状部与叶片的梢部之间形成干涉配合,进而保持叶片和毂204相对于护罩206的位置并且在护罩与叶片之间保持一致间隙516。因此,环状部502和504保持叶片202和毂204相对于护罩206的位置并且在护罩与叶片之间保持一致间隙516。
33.方法800还包括在炉(未示出)中对组装的叶片202、毂204和护罩206进行预加热808。更具体地,将组装的叶片202、毂204和护罩206加热至约1000℉至约1100℉之间的温度,从而确保在沉浸铜焊处理期间整个组件温度一致。然后将组装的叶片202、毂204和护罩206沉浸或浸没810在熔融盐的浴(未示出)中。熔融盐用作与铜焊化合物接触的助焊剂,从而使铜焊化合物熔融并且通过毛细作用流动到内表面218与叶片202的梢部207之间的接口中。熔融盐还包括铍、镁、钙、锶、钠、钾以及钡中的至少一者。熔融盐还可以包括使得沉浸铜焊处理能够将叶片202与护罩206连结的任何盐。方法800还包括将成形的叶轮200从熔融盐浴移除812并且对叶轮200进行清洁和/或淬火814。
34.环状部502和504在方法800期间保持护罩202和毂204相对于护罩206的位置并且保持护罩206与叶片202之间的一致间隙516。具体地,叶片202的梢部207接合环状部502和504,从而在环状部与叶片的叶梢之间形成干涉配合,进而保持叶片和毂204相对于护罩206的位置并且保持护罩与叶片之间的一致间隙516。因此,环状部502和504在预加热808、浸没810和移除812处理期间保持叶片202和毂204相对于护罩206的位置,从而使得叶轮200能够在方法800中被铜焊在一起。
35.所述叶轮包括从护罩的内表面延伸的至少一个环状部以在制造叶轮期间在护罩与叶片之间保持一致间隙。一致间隙改善了叶轮的平衡并且提高了包括叶轮的压缩机的效率。示例性叶轮包括毂、多个叶片以及护罩。护罩包括至少一个环状部以在金属接合处理期间保持护罩相对于叶片和毂的位置。包括环状部使得能够在整个金属接合处理中保持叶片与护罩之间的一致间隙。更具体地,叶片和毂在金属接合处理开始之前插入到护罩中。环状部定位在护罩的内表面上,并且叶片的梢部压靠环状部,从而形成干涉配合或者摩擦配合,这在整个金属接合处理中保持叶片与护罩之间的一致间隙。一致间隙可以改善叶轮的平衡、提高包括叶轮的压缩机的效率并且减少压缩机的维护需求。此外,一致间隙还可以降低了叶轮的铜焊接合部的孔隙率,这减少了通过叶轮输送的流体的阻力和摩擦,从而提高了压缩机的效率并且减少了压缩机的维护需求。因此,环状部提高了压缩机的效率并且减少了压缩机的维护需求。
36.与现有系统和方法相比,示例系统和方法获得了更好的结果。例如,与已知的包括
毂、多个叶片和护罩的叶轮不同,如上所述,所述示例性叶轮的护罩包括至少一个环状部以在金属接合处理期间保持护罩相对于叶片和毂的位置。包括环状部使得能够在整个金属接合处理期间保持叶片与护罩之间的一致间隙。更具体地,叶片和毂在金属接合处理开始之前插入到护罩中。环状部定位在护罩的内表面上,并且叶片的梢部压靠环状部,从而形成干涉配合或摩擦配合,这在整个金属接合处理中保持叶片与护罩之间的一致间隙。一致间隙改善了叶轮的平衡,这提高了包括叶轮的压缩机的效率并且减少了压缩机的维护需求。此外,一致间隙还降低了叶轮的铜焊接合部的孔隙率,这减少了通过叶轮输送的流体的阻力和摩擦,从而提高了压缩机的效率并且减少了压缩机的维护需求。因此,环状部提高了压缩机的效率并且减少了压缩机的维护需求。
37.上面详细描述了叶轮的示例性实施方式以及对所公开的叶轮进行组装的方法。系统和方法不限于本文中描述的具体实施方式,而是更确切地说,系统的部件和方法可以与本文中描述的其他部件独立地且分开地使用。例如,本文中所述的叶轮可以在除hvac压缩机之外的压缩机、比如涡轮增压器压缩机等中使用。
38.当引入本公开或其实施方式的元件时,冠词“一”、“一种”、“该”和“所述”意在表示存在元件中的一者或更多者。术语“包括”、“包括有”、“包含”和“具有”意在是包括性的,并且意味着除了所列举元件之外可能还可以存在附加的元件。使用指示特定取向的术语(例如,“顶”、“底”、“侧”等)是为了便于描述而并非要求所描述项目的任何特定取向。
39.在不脱离本公开的范围的情况下可以对上述构造和方法进行各种改变,所意图的是,上述描述中包含的和在附图中示出的所有内容应当被解释为是说明性的而不具有限制意义。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。