1.本发明属于质子交换膜燃料电池电堆技术领域,特别涉及一种质子交换膜燃料电池电堆全密封结构及其组装方法。
背景技术:
2.质子交换膜燃料电池系统中的核心为电堆模块,而电堆模块的封装外壳作为电堆的密封结构有着重要作用。在一般电堆模块生产过程:先通过特制工装将一片片单节电池定位、安装,再通过压机上压制,利用捆绑、拉杆形成“裸堆”。然后将“裸堆”安装在封装外壳中,最终组装成电堆模块。本方案将取消一部分工装及结构零部件,简化电堆模块的生产流程。
技术实现要素:
3.本发明的一个目的是提供一种质子交换膜燃料电池电堆全密封结构,本发明的另一个目的是提供其电装方法,其结构简单,密封性好。
4.采用的技术方案是:一种质子交换膜燃料电池电堆全密封结构,有密封的箱体。其特征在于:箱体内固定设有电堆。
5.箱体上端板包括上绝缘板和上承力板,上绝缘板固定在上承力板下表面。
6.箱体下端板包括下绝缘板和下承力板,下绝缘板固定在下承力板上表面。
7.下绝缘板和下承力板上开设有空气进气口、氢气进气口、冷却液进液口、空气出气口、氢气出气口和冷却液出液口。
8.箱体的侧面上装有穿墙电接头,与电堆对应电连接。
9.箱体为六面体形状,箱体的框架上下开口分别通过对应的密封圈和螺钉固定上端板和下端板。
10.箱体的侧面开设至少一个开口,开口通过对应的密封圈、螺钉和盖板密封。
11.一种质子交换膜燃料电池电堆全密封封装结构的组装方法,其特征在于包括下列步骤:是把电堆全密封封装在箱体内的方法。
12.其优点在于:1.以框架结构取代捆绑、拉杆形式的电堆,不用把外壳与电堆分开,形成一体化封装。
13.2.框架搭配盖板使得电堆更稳固,受力更均匀。
14.3.组装的零部件容易加工,加工成本降低。
15.4.组装工艺简单,易于操作。
16.5.相较于筒体套装燃料电池堆的方式,可视化、可检程度高,可以有效控制电堆组装过程,提高电堆产品的成品率。
17.6.解决防水防尘问题,防水防尘等级可以达到ip68以上。
附图说明
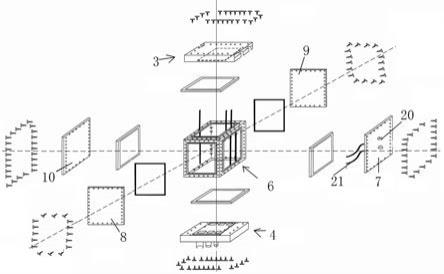
18.图1为本发明的一种结构爆炸图。
19.图2为本发明的另一种结构爆炸图。
20.图3为一种框架的结构示意图。
21.图4为另一种框架的结构示意图。
22.图5为堆叠外定位杆的结构示意图。
23.图6为下端板结构示意图。
24.图7为上端板结构示意图。
25.图8为组装方法的第一部分示意图。
26.图9为组装方法的第二部分示意图。
27.图10为组装方法的第三部分示意图。
28.图11为组装方法的第四部分示意图。
29.图12为组装成品。
30.箱体1、电堆2、上端板3、上绝缘板4、下绝缘板5、框架6、右盖板7、前盖板8、后盖板9、左盖板10、叠堆外定位杆11、上承力板12、下承力板13、空气进气口14、氢气进气口15、冷却液进液口16、空气出气口17、氢气出气口18、冷却液出液口19穿墙接头20,软铜排21、下端板22、端板外定位杆23、叠堆外定位杆槽24。
具体实施方式
31.一种质子交换膜燃料电池电堆全密封结构,有密封的箱体1。
32.箱体1内固定设有电堆2(此为已知技术)。
33.箱体1的上端板3包括上绝缘板4和上承力板12,上绝缘板4固定在上承力板12下表面,没有空气进气口、氢气进气口、冷却液进液口、空气出气口、氢气出气口、冷却液出液口和接嘴,与下端板4呈镜像对称。
34.箱体1的下端板4(电堆紧固板)包括下绝缘板5和下承力板13,下绝缘板5粘接固定在下承力板13上表面,下绝缘板5平面外形与电堆2的双极板外形相同。
35.绝缘板5和下承力板13上开设有空气进气口14、氢气进气口15、冷却液进液口16、空气出气口17、氢气出气口18和冷却液出液口19,厚度与框架6下表面箱体厚度相同或略大于该厚度。
36.空气进气口14、氢气进气口15和冷却液进液口16位于一侧。
37.空气出气口17、氢气出气口18和冷却液出液口19位于另一侧。
38.电堆2在上端板3和下端板4之间。
39.空气进气口14、氢气进气口15、冷却液进液口16、空气出气口17、氢气出气口18和冷却液出液口19上设有对应的接嘴。多个接嘴接空气进气口、氢气进气口、冷却液进液口、空气出气口、氢气出气口和冷却液出液口,与系统管路相连。
40.箱体1的右盖板7上装有密封型穿墙电接头20,并通过软铜排21与电堆2对应连接。
41.承力板是金属或非金属材料加工制成的。
42.当下端板4是非金属绝缘材料时,可以与下绝缘板5加工为一体化端板。
43.进一步的,为了稳定的设置电堆2,在框架6内的至少一个侧面(焊接或以螺钉)固
定设有至少一个叠堆外定位杆11。
44.本实施例中设置在右侧两个,叠堆外定位杆11内侧的形状和电堆2的形状配合定位效果更好。叠堆外定位杆11外侧与框架6右侧外表面平齐。
45.在上承力板12右侧开两个叠堆外定位杆槽24。
46.具体的:箱体1可为正六面体形状,包括框架6,上下开口分别通过对应的密封圈和螺钉固定上端板3(上承力板12)和下端板4(下承力板13)。
47.长方体框架6在侧面开设至少一个侧开口,例如为右侧开口时,右开口通过对应的密封圈和螺钉固定有右盖板7。
48.例如为前、后、左和右开口时,分别通过对应的密封圈和螺钉固定前盖板8、后盖板9、左盖板10和右盖板7。
49.框架6是一个内部空心的六面体箱体,箱体1本体具有一定厚度和强度,厚度可以不同,每个面都切割开口或者至少保持在上表面、下表面、一个侧面上开口,开口周围留有适当尺寸的边沿。
50.框架6可由角钢拼接焊接的钢制六面体框架以及非金属材料注塑、铝浇注、铝焊接或铸铁铸造等等方式制成。框架6上下面的开口应比电堆2的电堆双极板和膜电极的外尺寸略大,使得双极板和膜电极可以自由通过上下开口,侧面开口等于或略大于双极板长度方面。框架6上表面到下表面高度等于组装完成的电堆正负集流板(含集流板)之间的高度,至少不低于该高度。前、后、左和右盖板是与对应侧面尺寸基本相同且能把密封圈压住的盖板,厚度根据需求制作,组装时相互不干涉,其表面布置有与框架6螺纹孔对应的通孔,框架6的密封槽外围布置有螺纹孔。
51.其制作方法为:一种质子交换膜燃料电池电堆全密封封装结构的组装方法,是一种把电堆2全密封封装结构在箱体1内的方法,包括下列步骤:下端板4固定在框架6的下开口,具体是将下端板4的下承力板13通过螺钉和密封圈固定到框架6下开口,然后将其放到带有工装的压机上。
52.框架6的至少一个侧面竖向设置端板外定位杆12,上承力板12有端板外定位杆槽,本实施例中左侧有一个端板外定位杆12,框架6下方设有端板外定位杆槽,上方设有端板外定位杆孔。
53.框架6的至少一个侧面竖向设置叠堆外定位杆11,对应上承力板12的叠堆外定位杆槽24,并固定在框架6内,本实施例有为右侧有两个叠堆外定位杆11,上承力板12开设有两个叠堆外定位杆槽24。
54.将电堆2设置在下端板4上,具体是把可以自由出入上下开口的下集流板经上开口,通过叠堆外定位杆11和端板外定位杆12定位,安装到下端板4上,然后依次叠加双极板、膜电极,进行电堆组装,直至完成上集流板的安装。
55.上端板3设置在框架6上开口,具体将叠堆外定位杆11对应两个叠堆外定位杆槽24,一个端板外定位杆对应的上端板外定位杆槽。
56.压机开始对上述结构压制,直至压到上端板3的下表面与框架6的上表面完全齐平,停止压制,用螺钉和密封圈把上端板3固定到框架6上,压机松开,拔出端板外定位杆12,
密封端板外定位杆孔。切掉框架6外的叠堆外定位杆11。
57.安装前盖板8、后盖板9和左盖板10,右盖板7接线后安装右盖板7,安装四个盖板顺序没有前后之分。如果前、后、左没有开口,则只安装右盖板7。
58.具体为右盖板7上的软铜排与电堆2的上、下集流板进行连接,折叠软铜排后,通过对应的密封圈和螺钉将右盖板7固定在框架6上。
59.完成。
60.端板外定位杆12可以是金属材料,也可以是非金属材料制成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
