一种连续fpc板自动印刷机
技术领域
1.本技术涉及电路板生产制造装置技术领域,具体是一种连续fpc板自动印刷机。
背景技术:
2.fpc板印刷机一般先将要印刷锡膏或红胶的fpc板固定在fpc板放置台上,然后由印刷机的刮刀把锡膏或红胶通过钢网漏印于对应电路板焊盘上。
3.印刷机的印刷组件在对fpc板进行锡膏或红胶印刷时,fpc板与钢网的相对位置的精度要求较高,需要将fpc板原料准确调节到与钢网对应的位置,这样刮刀把锡膏或红胶通过钢网漏印于fpc板上才能更加精准,如果对fpc板上料后不进行调位校正,当位置发生一定偏离时漏印,导致废品产生。
4.目前fpc板印刷机的fpc板调位系统具有结构复杂、成本高的缺陷。
技术实现要素:
5.本实用新型主要针对以上问题,提出了一种连续fpc板自动印刷机,旨在对fpc板放置平台进行方位调节优化,快速复位,降低设备制造成本,简化设备结构。
6.为实现上述目的,本实用新型提供了一种连续fpc板自动印刷机,包括机架,所述机架上设有:
7.印刷装置,所述印刷装置用于对fpc板漏印锡膏或红胶;
8.fpc板放置平台,所述fpc板放置平台用于放置固定fpc板;
9.输送组件,所述输送组件用于将待印刷的fpc板输送至所述fpc板放置平台;
10.调位组件,所述调位组件包括用于对fpc板放置平台的x轴方位和y轴方位调整的驱动装置、安装于所述输送组件的ccd相机;所述ccd相机与所述驱动装置电性连接,用于控制所述驱动装置启闭;两组所述驱动装置分别设于所述fpc板放置平台的x轴方位和y轴方位的各一侧边;所述驱动装置与所述fpc板放置平台通过弹性件连接。
11.进一步地,还包括支撑平台、第一万向轮组;所述驱动装置动力输出端设有用于抵持所述fpc板放置平台的转动件;所述支撑平台设于所述机架;所述第一万向轮组与所述fpc板放置平台连接,用于支撑所述fpc板放置平台相对所述支撑平台移动;所述第一万向轮组包括多个万向轮;所述驱动装置为丝杠步进电机,所述弹性件为复位弹簧;所述丝杠步进电机安装于所述支撑平台;所述复位弹簧连接所述丝杠步进电机与所述fpc板放置平台。
12.进一步地,所述调位组件还均包括电机安装座、连接座、光电开关、与所述光电开关对应的感应片;所述丝杠步进电机安装于所述电机安装座;所述电机安装座与所述支撑平台连接;所述复位弹簧连接所述电机安装座与所述fpc板放置平台;所述转动件为滚珠轴承通过所述连接座与所述丝杠步进电机动力输出端连接;所述感应片安装于所述连接座,所述光电开关设于所述丝杠步进电机与所述fpc板放置平台之间。
13.进一步地,所述fpc板放置平台包括定位板、连接板、支撑柱,所述定位板开设有多个真空吸孔;所述定位板、连接板之间设有与所述真空吸孔连通的风道盒;所述定位板、连
接板通过所述支撑柱连接;所述第一万向轮组与所述连接板连接。
14.进一步地,还包括进料导向组件,所述进料导向组件包括与所述连接板连接的进料托架、安装于所述进料托架的导向辊、第二万向轮组;所述进料托架与所述定位板通过所述支撑柱连接;所述第二万向轮组与所述进料托架连接。
15.进一步地,所述真空吸孔分为第一真空吸孔组、第二真空吸孔组,所述第一真空吸孔组、第二真空吸孔组分别设于所述定位板的两端处;其中,所述第一真空吸孔组邻近所述进料导向组件设置。
16.进一步地,所述输送组件包括夹料机构、第一移动平台、安装于所述第一移动平台动力输出端的支撑板;所述夹料机构用于夹持fpc板;所述支撑板设有电磁铁,所述电磁铁通电生磁时,所述第一移动平台携带所述支撑板接近磁吸连接所述夹料机构,沿所述定位板长度方向移动。
17.进一步地,所述支撑板设有第二移动平台,所述ccd相机安装于所述第二移动平台动力输出端;所述第二移动平台用于携带所述ccd相机沿所述定位板宽度方向移动。
18.进一步地,所述第一移动平台包括直线导轨、丝杆、驱动电机、与所述直线导轨滑动连接的丝杆螺母滑座;所述丝杆与所述驱动电机动力输出端连接,所述丝杆螺母滑座套接所述丝杆;
19.所述夹料机构包括滑座、安装板、驱动气缸、压板、夹料架;所述滑座与所述直线导轨滑动连接;所述安装板安装于所述滑座;所述驱动气缸、夹料架均安装于所述安装板;所述压板、夹料架之间设有夹持区;所述压板安装于所述驱动气缸动力输出端,所述驱动气缸驱动所述压板相对所述夹料架移动。
20.进一步地,所述支撑平台设有限位立柱,所述连接板设有与所述限位立柱对应的限位孔;所述限位立柱伸入所述限位孔。
21.与现有技术相比,本实用新型提供的一种连续fpc板自动印刷机,能够利用输送组件将需要印刷锡膏或红胶的fpc板输送至fpc板放置平台;输送组件驱动ccd相机移动,对fpc板放置平台的位置进行扫点,辅助控制驱动装置动力输出端的抵持fpc板放置平台,对fpc板放置平台的x轴方位和y轴方位调整,使fpc板放置平台上的fpc板调节校正到位。驱动装置与fpc板放置平台通过弹性件连接,靠弹性件的拉力能够保持驱动装置动力输出端与fpc板放置平台的接触抵靠状态。当固定在fpc板放置平台上的fpc板印刷锡膏或红胶完毕驱动装置动力输出端回缩复位,靠弹性件的拉力保持驱动装置动力输出端与fpc板放置平台的接触抵靠状态,fpc板放置平台也随之在弹性件的拉动下快速复位。本fpc板自动印刷机利用弹性件保持驱动装置动力输出端接触抵靠fpc板放置平台,灵敏地对fpc板放置平台进行方位调节,快速复位,提高了fpc板调节校位效率,而且只需要fpc板放置平台的x轴方位和y轴方位的各一侧边进行设置驱动装置,相比较在fpc板放置平台周边均设置驱动装置,降低了设备制造成本,简化了设备结构。
附图说明
22.图1为本技术一种连续fpc板自动印刷机结构示意图。
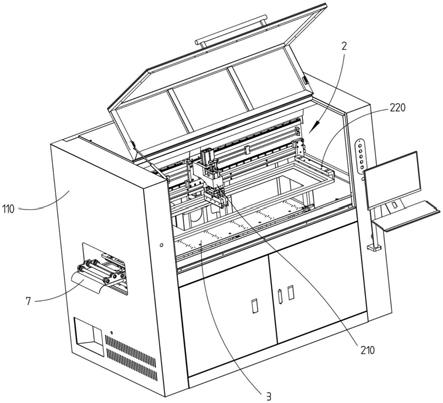
23.图2为本技术一种连续fpc板自动印刷机移去机罩后的结构示意图。
24.图3为本技术一种连续fpc板自动印刷机的印刷装置、升降架结构示意图。
25.图4为本技术一种连续fpc板自动印刷机俯视图。
26.图5为本技术一种连续fpc板自动印刷机移去机罩、印刷装置、升降架后结构示意图。
27.图6为图5的a处放大图。
28.图7为图5的b处放大图。
29.图8为图6的c处放大图。
30.图9为本技术一种连续fpc板自动印刷机部分组件结构示意图。
31.图10为本技术一种连续fpc板自动印刷机的夹料机构结构示意图。
32.图中所示的附图标记:1、机架;110、机罩;2、印刷装置;210、刮刀驱动印刷组件;211、第三移动平台;212、刮刀夹持架;220、钢网装夹组件;3、fpc板放置平台;310、第一万向轮组;320、定位板;321、真空吸孔;322、风道盒;323、第一真空吸孔组;324、第二真空吸孔组;330、连接板;331、限位孔;340、支撑柱;4、输送组件;410、夹料机构;411、滑座;412、安装板;413、驱动气缸;414、压板;415、夹料架;416、夹持区;420、第一移动平台;421、直线导轨;422、丝杆;423、驱动电机;424、丝杆螺母滑座;430、支撑板;431、电磁铁;5、调位组件;510、驱动装置;511、转动件;512、弹性件;520、ccd相机;530、电机安装座;540、连接座;550、光电开关;560、感应片;6、支撑平台;610、限位立柱;7、进料导向组件;710、进料托架;720、导向辊;730、第二万向轮组;8、第二移动平台;9、升降架。
具体实施方式
33.请参照图1-图10,本实施例提供了一种连续fpc板自动印刷机,包括机架1,机架1上设有:印刷装置2、fpc板放置平台3、输送组件4、调位组件5;印刷装置2用于对fpc板漏印锡膏或红胶;fpc板放置平台3用于放置固定fpc板;输送组件4用于将待印刷的fpc板输送至所述fpc板放置平台3;调位组件5包括用于对fpc板放置平台3的x轴方位和y轴方位调整的驱动装置510、安装于输送组件4的ccd相机520;ccd相机520与驱动装置510电性连接,用于控制驱动装置510启闭;两组驱动装置510分别设于fpc板放置平台3的x轴方位和y轴方位的各一侧边;驱动装置510与fpc板放置平台3通过弹性件512连接。
34.印刷装置2包括刮刀驱动印刷组件210、钢网装夹组件220;输送组件4将需要印刷锡膏或红胶的fpc板输送至fpc板放置平台3,fpc板放置平台3对fpc板进行承载固定;接着输送组件4驱动ccd相机520移动,对fpc板放置平台3的位置进行扫点是否到位进行识别,如果fpc板放置平台3位置不精确,不能够与钢网的位置相对应,那么在印刷装置2的刮刀驱动印刷组件210、钢网装夹组件220对fpc板印刷锡膏或红胶时,就会出现错位,造成不良废品。通过数量为两组,分别设于fpc板放置平台3的长度方向、宽度方向的各一侧边的驱动装置510,由ccd相机520的扫点辅助下,控制驱动装置510动力输出端抵持fpc板放置平台3,对fpc板放置平台3的x轴方位和y轴方位调整,使fpc板放置平台3上的fpc板调节校正到位。
35.具体的,由于驱动装置510与fpc板放置平台3通过弹性件512连接,靠弹性件512的拉力能够保持驱动装置510动力输出端与fpc板放置平台3的接触抵靠状态。驱动装置510可以为液压缸、气缸、电动缸、电动推杆等装置中的任一种为驱动装置510动力输出端抵持fpc板放置平台3提供驱动力;当位于fpc板放置平台3的x轴方位侧边的驱动装置510动力输出端伸出或回缩,驱动动力输出端抵持fpc板放置平台3,fpc板放置平台3受到推力或拉力朝y
轴正向或反向方位进行移动,在fpc板放置平台3的y轴方位侧边的驱动装置510动力输出端抵持fpc板放置平台3时,fpc板放置平台3受到推力或拉力朝x轴正向或反向方位进行移动。
36.当固定在fpc板放置平台3上的fpc板印刷锡膏或红胶完毕,fpc板放置平台3取消对fpc板的固定,由卷料收集装置(未图示)将fpc板进行归集或由拉料装置(未图示)将的fpc板输送到下个工序。此时驱动装置510动力输出端回缩复位,靠弹性件512的拉力保持驱动装置510动力输出端与fpc板放置平台3的接触抵靠状态,fpc板放置平台3也随之在弹性件512的拉动下快速复位,以便于下次的调节,利用输送组件4将需要印刷锡膏或红胶的fpc板原料输送至fpc板放置平台3,利用调位组件5调节fpc板与印刷装置2的相对位置,如此往复循环,进行加工。
37.优选的,设于fpc板放置平台3的y轴方位侧边的那组驱动装置510数量为两个,设于fpc板放置平台3的x轴方位侧边的那组驱动装置510数量为一个;本fpc板自动印刷机利用弹性件512保持驱动装置510动力输出端接触抵靠fpc板放置平台3,灵敏地对fpc板放置平台3进行方位调节,快速复位,提高了fpc板调节校位效率,而且只需要fpc板放置平台3的x轴方位和y轴方位的各一侧边进行设置驱动装置510,相比较在fpc板放置平台3周边均设置驱动装置,降低了设备制造成本,简化设备结构。
38.请参照图5、图8,还包括支撑平台6、第一万向轮组310;驱动装置510动力输出端设有用于抵持fpc板放置平台3的转动件511,支撑平台6设于机架1;第一万向轮组310与fpc板放置平台3连接,用于支撑fpc板放置平台3相对支撑平台6移动;第一万向轮组310包括多个万向轮;驱动装置510为丝杠步进电机,弹性件512为复位弹簧;丝杠步进电机安装于支撑平台6;复位弹簧连接丝杠步进电机与fpc板放置平台3。
39.驱动装置510提供驱动力,用动力输出端的转动件511抵持fpc板放置平台3;当位于fpc板放置平台3的x轴方位侧边的驱动装置510动力输出端伸出或回缩,驱动动力输出端的转动件511抵持fpc板放置平台3,fpc板放置平台3受到推力或拉力朝y轴正向或反向方位进行移动,而fpc板放置平台3的y轴方位侧边的驱动装置510动力输出端的转动件511依靠能够转动的特性,转动件511避免了驱动装置510动力输出端直接抵持fpc板放置平台3时摩擦力过大,影响调节效果。同样的,在fpc板放置平台3得y轴方位侧边的驱动装置510动力输出端的转动件511抵持fpc板放置平台3时,fpc板放置平台3的x轴方位侧边的驱动装置510动力输出端的转动件511也能避免驱动装置510与fpc板放置平台3干摩擦,造成磨损。
40.驱动装置510选用丝杠步进电机,利用丝杠步进电机能够提供精密的线性运动的驱动特性,使得在调整fpc板放置平台3方位时能够实现微调调节,更加精确精准,而且丝杠步进电机具有自锁能力,在丝杠步进电机停止驱动动力输出后,能够立即使转动件511保持相应位置。第一万向轮组310在丝杠步进电机驱动fpc板放置平台3移动时,支撑fpc板放置平台3相对支撑平台6移动降低摩擦力,而且fpc板放置平台3需要在x轴方位和/或y轴方位进行移动,万向轮灵活的转动,在移动方向上不受限,能够满足需求。
41.请参照图5和图8,调位组件5还均包括电机安装座530、连接座540、光电开关550、与光电开关550对应的感应片560;丝杠步进电机安装于电机安装座530;电机安装座530与支撑平台6连接;复位弹簧连接电机安装座530与fpc板放置平台3;转动件511为滚珠轴承通过连接座540与丝杠步进电机动力输出端连接;感应片560安装于连接座540,光电开关550设于丝杠步进电机与fpc板放置平台3之间。
42.利用光电开关550、与光电开关550对应的感应片560可以限制丝杠步进电机驱动连接座540上滚珠轴承上的移动范围。或者丝杠步进电机驱动连接座540上滚珠轴承抵持fpc板放置平台3,滚珠轴承到达预定位置后,光电开关550控制丝杠步进电机停止工作驱动。
43.请参照图5和图6,fpc板放置平台3包括定位板320、连接板330、支撑柱340,定位板320开设有多个真空吸孔321;定位板320、连接板330通过支撑柱340连接;所述定位板320、连接板330之间设有与所述真空吸孔321连通的风道盒322;第一万向轮组310与连接板330连接。
44.定位板320上的真空吸孔321通过风道盒322接入真空源,对放置在定位板320上的fpc板进行吸附固定,当需要解除对fpc板吸附固定时,断开接入真空源,这种固定取放方式较为灵活。
45.请参照图5和图6,还包括进料导向组件7,进料导向组件7包括与连接板330连接的进料托架710、安装于进料托架710的导向辊720、第二万向轮组730;进料托架710与定位板320通过支撑柱340连接;第二万向轮组730与进料托架710连接。
46.fpc板通过穿绕导向辊720进入fpc板放置平台3处供料。
47.进料托架710通过与连接板330连接、与定位板320通过支撑柱340连接使得进料导向组件7与fpc板放置平台3连为一体,第二万向轮组730支撑,
48.第二万向轮组730在丝杠步进电机驱动fpc板放置平台3移动时,支撑fpc板放置平台3连为一体的进料托架710相对支撑平台6移动降低摩擦力。
49.请参照图5和图6,真空吸孔321分为第一真空吸孔组323、第二真空吸孔组324,第一真空吸孔组323、第二真空吸孔组324分别设于定位板320的两端处;其中,第一真空吸孔组323邻近进料导向组件7设置。
50.请参照图2和图4-图6、图10,输送组件4包括夹料机构410、第一移动平台420、安装于第一移动平台420动力输出端的支撑板430;夹料机构410用于夹持fpc板;支撑板430设有电磁铁431,电磁铁431通电生磁时,第一移动平台420携带支撑板430接近磁吸连接夹料机构410,沿定位板320长度方向移动。
51.夹料机构410用于夹持穿绕进料导向组件7的导向辊720输送而来的fpc板。
52.请参照图4和图6、图9,支撑板430设有第二移动平台8,ccd相机520安装于第二移动平台8动力输出端;第二移动平台8用于携带ccd相机520沿定位板320宽度方向移动。
53.请参照图2、图4、图5和图9,第一移动平台420包括直线导轨421、丝杆422、驱动电机423、与直线导轨421滑动连接的丝杆螺母滑座424;丝杆422与驱动电机423动力输出端连接,丝杆螺母滑座424套接丝杆422;
54.夹料机构410包括滑座411、安装板412、驱动气缸413、压板414、夹料架415;滑座411与直线导轨421滑动连接;安装板412安装于滑座411;驱动气缸413、夹料架415均安装于安装板412;压板414、夹料架415之间设有夹持区416;压板414安装于驱动气缸413动力输出端,驱动气缸413驱动压板414相对夹料架415移动。
55.请参照图5和图7,支撑平台6设有限位立柱610,连接板330设有与限位立柱610对应的限位孔331;限位立柱610伸入限位孔331。
56.在限位孔331的大小范围内,为驱动装置510驱动抵持fpc板放置平台3,fpc板放置
平台3能够移动的范围,限位立柱610与限位孔331发生干涉,防止fpc板放置平台3超出移动范围。
57.优选的,机架1设有机罩110,机罩110用于将本fpc板自动印刷机各组件容纳在内,防止灰尘杂物进入,对印刷质量造成影响。刮刀驱动印刷组件210、钢网装夹组件220均设于升降架9,升降架9安装于支撑平台6,升降架9驱动刮刀驱动印刷组件210、钢网装夹组件220相对fpc板放置平台3移动;刮刀驱动印刷组件210包括第三移动平台211、刮刀夹持架212,刮刀夹持架212用于夹持刮刀,第三移动平台211用于携带刮刀夹持架212相对相对fpc板放置平台3移动。
58.优选的,第一移动平台420也设有用于磁吸夹料机构410的电磁铁431,当第一移动平台420驱动支撑板430、第二移动平台8、ccd相机520移动校位时,第一移动平台420上的电磁铁431可以通电生磁,磁吸固定夹料机构410,防止夹料机构410活动,影响第一移动平台420驱动支撑板430移动,影响ccd相机520扫点精度。
59.请参照图1-图10,本fpc板自动印刷机运行原理:将需要印刷锡膏或红胶的fpc板原料穿绕进料导向组件7安装于进料托架710的导向辊720,输送组件4的夹料机构410的驱动气缸413驱动压板414相对夹料架415移动,夹持位于夹持区416的fpc板原料。打开支撑板430上的电磁铁431,通电生磁,第一移动平台420携带支撑板430与夹料机构410靠近,支撑板430通过电磁铁431磁吸连接夹料机构410的安装板412;第一移动平台420携带支撑板430与夹料机构410沿定位板320长度方向移动,将fpc板原料输送铺放在fpc板放置平台3的定位板320上,夹料机构410的驱动气缸413驱动压板414相对夹料架415移动,松开对fpc板原料的夹持;第二真空吸孔组324通过风道盒322接通真空源,将位于定位板320一端的fpc板原料吸附固定,定位板320上fpc板原料其余部分的处于自由状态;第一移动平台420携带支撑板430与夹料机构410沿定位板320长度方向移动,将夹料机构410回位,以便于夹料机构410下次接收进料导向组件7进料;第一真空吸孔组323、以及定位板320中部的真空吸孔321通过风道盒322接通真空源,与第二真空吸孔组324一起将fpc板原料吸附固定。
60.断开支撑板430上的电磁铁431的通电,第一移动平台420携带支撑板430沿定位板320长度方向移动,与支撑板430上的第二移动平台8携带ccd相机520沿定位板320宽度方向移动相组合,对fpc板放置平台3扫点,调位组件5的各部件相配合对fpc板放置平台3校正,ccd相机520与夹料机构410共用第一移动平台420,既能够进行对fpc板原料进行上料到fpc板放置平台3,又能够对fpc板放置平台3校正调整,简化了设备结构,节省了成本,提高了第一移动平台420利用率,设计巧妙。
61.对fpc板放置平台3调位完毕后,印刷装置2的刮刀驱动印刷组件210、钢网装夹组件220对fpc板印刷锡膏或红胶;印刷完毕,真空吸孔321断开真空源,将印刷好的fpc板由卷料收集装置或由拉料装置将的fpc板输送到下个工序,输送组件4输送fpc板原料至fpc板放置平台3,如此循环加工。由此本fpc板自动印刷机对fpc板印刷锡膏或红胶,能够自动送料,调位组件5的ccd相机520与驱动装置510及各配件配合,灵活定位校正,校正后自动印刷,实现对fpc板全自动高质量高效率印刷锡膏或红胶的生产。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
