1.本发明涉及螺纹检测领域,尤其涉及一种螺纹检测的设备及系统。
背景技术:
2.目前在工业上检测螺母螺纹常用的方法就是通过目视的方法进行检测,而通过人工目视的方式进行检测,会存在一定的漏检,且耗费时间和人力,大大增加了生产成本,同时人工检测时还会受到人眼视角及光线的影响,从而无法快速准确的给出判断,大大降低了生产效率和产品质量,在当今发展迅速的工业领域来说,产品质量和生产效率无疑是一个企业体现竞争力的核心,因此,亟需一种成本低、效率高、实用性强、自动化程度高的螺纹检测设备,以满足市场需求,提升产品的质量,提高企业的生产力和竞争力。
技术实现要素:
3.鉴于上述相关技术的不足,本技术的目的在于提供一种螺纹检测设备及系统,旨在解决人工检测螺纹时效率低、人力成本高、产品质量低的问题。
4.本技术提供一种螺纹检测设备,包括:检测针8、承载台4、气压产生装置1、检测装置10,所述承载台4具有用于承载工件9的承载面5,所述工件9设有贯穿其上、下两端的通孔,所述检测针8固设于所述承载台4 上,并凸出于所述承载面5且位于所述工件9的通孔内,所述检测针8设有与所述气压产生装置1连通的气道12,所述气道12的出气口端贯穿所述检测针8的侧面并与所述通孔的内侧壁相对,所述气压产生装置1用于产生气流,所述气流通过所述出气口流出作用在所述通孔的内侧壁上,对所述内侧壁产生远离所述承载面5的分力;
5.所述检测装置10用于检测所述工件9在所述分力的作用下,是否与所述承载面5分离。
6.上述螺纹检测设备,利用气流在螺纹面和平面的受力不同的方法,由于气道12的出气口端与工件9的通孔内侧壁呈预设的角度,在气流的作用下工件9受到一个延气流方向的力,该力可以分解为一个竖直向上的分力和一个延工件9通孔中心线的法线方向上的水平分力,当有螺纹时该竖直向上的分力还包括气流吹到螺纹面上时产生的反作用力,使得在相同气流的作用下有螺纹时竖直向上的分力大于无螺纹时竖直向上的分力,调节气压产生装置1产生的气流,使得工件9的重力小于有螺纹时工件9竖直向上的分力且大于无螺纹时工件9竖直向上的分力,工件9脱离承载台4的承载面5,而无螺纹的工件9无法脱离承载面5,检测装置10检测到工件9 未脱离承载面5时报警,即是说检测工件9有无螺纹时无需人工进行目视检测,实现了工件的自动进行甄别,大大降低了人力成本和漏检率,提升了产品质量、检测效率、企业竞争力。
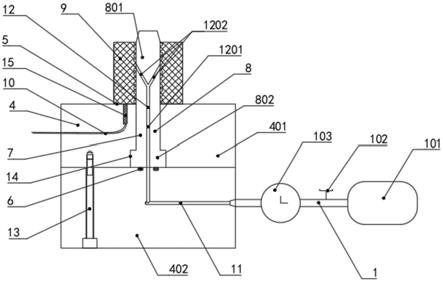
7.可选地,所述气道12包括:主气道1201、至少一组分气道1202,所述每一组分气道1202中包括至少两个对应设置于所述主气道1201两侧的分气道1202,所述分气道1202设有与所述主气道1201连通的进气口,且所述各个分气道1202的出气口与工件9的通孔连通,所
述分气道1202的进气口与所述承载面5之间的高度小于所述分气道1202出气口与所述承载面5之间的高度。
8.可选地,所述一组分气道1202中包括两个所述分气道1202,且与所述主气道1201呈y型分布。
9.可选地,所述检测针8上端穿过并凸出于所述承载面5形成定位部801,所述定位部801延伸出所述承载台4用于定位待检测的所述工件9,所述检测针8直径比所述工件9孔径小,以保证出气间隙。
10.可选地,所述承载台4包括:第一固定板401、第二固定板402、螺丝 13,所述第一固定板401上设置阶梯通孔14,所述检测针8上设有凸起的限位部802,所述检测针8配合在所述阶梯通孔14中,所述限位部802抵住所述阶梯通孔14的台阶,第二固定板402抵住第一固定板401及检测针 8,通过螺丝13锁紧第一固定板401和第二固定板402。
11.可选的,所述检测装置10包括以下至少之一:
12.设有感应器15,所述感应器15嵌设在所述第一固定板401内,所述感应器15的感应头贯穿所述承载面5,并与所述工件9接触;
13.在平行于所述承载面5的方向且距离所述承载面5一预设高度设有红外光栅,所述预设高度大于所述承载面5且小于所述工件9的高度;
14.所述检测装置10为至少一个高清摄像头,设于所述工件9的侧面,拍摄所述工件9检测前后的照片并进行比对。
15.可选的,所述检测装置10包括至少两个所述感应器15,且对应设置于所述检测针8的两侧。
16.可选的,所述检测针8与所述第二固定板402之间安装有密封圈6,所述密封圈6设置在所述主气道1201的进气口端与所述第二固定板402的第二主气道11的出气口端的接通处用于防止泄气。
17.可选的,所述气压产生装置1包括:储气罐101、调压阀102、压力表 103,所述调压阀102用于调节气压大小,所述压力表103用于监测输入所述气道12内气压的大小。
18.基于同样的发明构思,本技术还提供一种螺纹检测系统,包括:震动盘16、机械手17、上述的螺纹检测设备,所述震动盘16用于工件9的上料,所述机械手17用于抓取工件9并放入所述螺纹检测设备的检测位置进行检测。
19.上述螺纹检测系统,通过震动盘16将工件9运输到指定位置,然后机械手17自动抓取到检测位置进行检测,通过自动化的上料、检测,实现了生产的自动化,有效降低了漏检率、人工成本,大大提升了生产效率、产品质量、企业竞争力。
附图说明
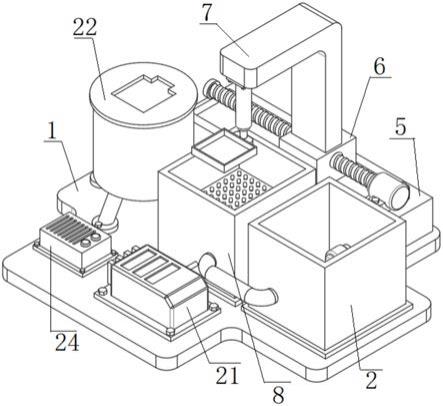
20.图1为本技术实施例一提供的一种螺纹检测设备结构示意图;
21.图2为本技术实施例一提供的两组分气道的结构示意图;
22.图3为本技术实施例一提供的环形检测装置的检测区域示意图;
23.图4为本技术实施例二提供的一种螺纹检测系统结构示意图。
具体实施方式
24.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。
26.在现有技术方案中,常用的螺纹检测方法一般是通过人工的目视检测,通过此方法检测时,需要更多的检测时间,自动化程度低,大大增加了人力成本,降低了生产效率,同时也对检测时的外界环境光线要求较高,极易受到检测人的视角视线的影响导致误判,还存在漏检的风险,使得产品质量的一致性得不到保证,大大降低了产品质量和企业竞争力。
27.基于此,本技术希望提供一种能够解决上述技术问题的方案,其详细内容将在后续实施例中得以阐述。
28.实施例一:
29.图1为本实施例提供的一种螺纹检测设备的结构示意图,该螺纹检测设备包括:检测针8、承载台4、气压产生装置1、检测装置10,所述承载台4具有用于承载工件9的承载面5,所述工件9设有贯穿其上、下两端的通孔,所述检测针8固设于所述承载台4上,并凸出于所述承载面5且位于所述工件9的通孔内,所述检测针8设有与所述气压产生装置1连通的气道12,所述气道12的出气口端贯穿所述检测针8的侧面并与所述通孔的内侧壁相对,所述气压产生装置1用于产生气流,所述气流通过所述出气口流出作用在所述通孔的内侧壁上,对所述内侧壁产生远离所述承载面5 的分力;
30.所述检测装置10用于检测所述工件9在所述分力的作用下,是否与所述承载面5分离。
31.应当说明的是,工件9必须是贯穿其上下两端的通孔,盲孔和沉孔等都不适用于本技术所提供的一种螺纹检测设备及系统;同时本领域技术人员可以根据实际应用和需求设置气道12的具体走向,例如,可以从气压产生装置1通过软管直接与检测针8的主气道1201连通,也可以从气压产生装置1通过与承载台4的气道连通后,再经承载台4的气道与检测针8的气道12连通,只要满足流经检测针8气道12内的气流稳定,针对气道12 的布置,本领域技术人员可以根据具体情况进行设置。
32.可选地,所述气道12包括:主气道1201、至少一组分气道1202,所述每一组分气道1202中包括至少两个对应设置于所述主气道1201两侧的分气道1202,所述分气道1202设有与所述主气道1201连通的进气口,且所述各个分气道1202的出气口与工件9的通孔连通,所述分气道1202的进气口与所述承载面5之间的高度小于所述分气道1202出气口与所述承载面5之间的高度。
33.应当说明的是,分气道1202也可以同时为多组,其分组的数量,本领域技术人员可以根据实际应用和需求来确定,例如,一组分气道、两组分气道、三组分气道等,如图2所示为两组分气道的结构示意图,当然无论分气道的组数为几组,每一组都需要对应的分布在主气道1201的两侧,以保证工件9在水平方向上受力平衡,不会在受力后向某一方向歪斜,
本实施例中优选一组分气道,同时将分气道1202设置为直线型,且分气道1202 的进气口与所述承载面5之间的高度需小于分气道1202的出气口与承载面 5之间的高度,当然本领域技术人员可以根据实际应用和需求来设置,只需保证各个分气道1202出气口的出气方向是斜向上且气道12在检测针8内即可,例如,分气道1202还可以设置为折线型或、弧形或任意形状的曲线。
34.可选地,所述一组分气道1202中包括两个所述分气道1202,且与所述主气道1201呈y型分布。
35.应当说明的是,一组分气道1202的分气道数量,本领域技术人员可以根据实际应用和需求来确定,例如,一组分气道1202可以为2个、3个、4 个、5个分气道等,本实施例优选一组分气道1202中有2个分气道1202,当然无论分气道1202的数量为几个,都需要对应的分布在主气道1201的两侧,并对称且均匀的分布,例如,当主气道1201和分气道1202均为圆形气道时,若一组分气道1202中设有2个分气道1202时,其必须在以主气道1201的直径为平面一边,延主气道1201轴向形成的平面上保持对称,若一组分气道1202中设有3个分气道1202时,分气道1202必须在平分主气道1201圆周的三分之一处,即是说以任意半径为起始,此处设置第1个分气道,以主气道1201的圆心旋转120
°
,此处设置第2个分气道,以主气道1201的圆心再旋转120
°
,此处设置第3个分气道,以保证工件9在水平方向上受力平衡,不会在受力后向某一方向歪斜。
36.可选地,所述检测针(8)上端穿过并凸出于所述承载面(5)形成定位部801,所述定位部801延伸出所述承载台4用于定位待检测的所述工件 9,所述检测针8直径比所述工件9孔径小,以保证出气间隙。
37.应当说明的是,检测针8的直径与工件9的孔径的间隙大小,本领域技术人员可以根据实际应用和需求来确定,例如,0.05mm、0.1mm、0.2mm、 0.7mm、1mm等,由于间隙的大小会影响到在满足条件的情况下工件9是否能与承载面5顺利分离,因此,间隙的大小只要能满足在一定的气流作用下,能够使有螺纹的工件与承载面5顺利分离,同时无螺纹的工件与承载面5不分离即可,本实施例间隙大小优选0.05mm;同时检测针8的定位部 801凸起的高度,本领域技术人员可以根据实际应用和需求来确定,例如,凸起的高度可以超过工件9自身的高度,也可以是不超过工件9自身的高度。
38.可选地,所述承载台4包括:第一固定板401、第二固定板402、螺丝 13,所述第一固定板401上设置阶梯通孔14,所述检测针8上设有凸起的限位部802,所述检测针8配合在所述阶梯通孔14中,所述限位部802抵住所述阶梯通孔14的台阶,第二固定板402抵住第一固定板401及检测针 8,通过螺丝13锁紧第一固定板401和第二固定板402。
39.应当说明的是,承载台4可以设置为一体式的,也可以设置为两块固定板组合式的,例如,本技术中的第一固定板401和第二固定板402固定后组合成承载台4,本领域技术人员可以根据实际应用和需求来确定,只要能保证将检测针8固定牢靠即可,本技术不作限定。
40.可选的,所述检测装置(10)包括以下至少之一:
41.设有感应器(15),所述感应器(15)嵌设在所述第一固定板(401) 内,所述感应器(15)的感应头贯穿所述承载面(5),并与所述工件(9) 接触;
42.在平行于所述承载面(5)的方向且距离所述承载面(5)一预设高度设有红外光栅,
所述预设高度大于所述承载面(5)且小于所述工件(9) 的高度;
43.所述检测装置(10)为至少一个高清摄像头,设于所述工件(9)的侧面,拍摄所述工件(9)检测前后的照片并进行比对。
44.应当说明的是,检测装置10可以是包括上述的检测装置或任何能够进行检测工件9是否脱离承载面5的装置,例如,还可以是一个环形的,如图3所示为环形检测装置的检测区域示意图,其在检测区域安装有一个环形的感应器,环形检测的感应器可以更加精确的检测工件9是否与承载面5 分离,检测装置10可以根据本领域技术人员的实际应用和需求来确定是单独使用一种检测装置,或同时使用多种检测装置,例如,可以仅使用一个感应器15,或可以仅使用红外光栅,也可以同时使用一个感应器15和红外光栅;当然只要能进行判断工件9是否分离承载面5的所有装置都可以用作为检测装置10,例如,可以通过目视,还可以通过判断工件9与承载面 5之间是否能完整透光来确定。
45.可选的,所述检测装置10包括至少两个所述感应器15,且对应设置于所述检测针8的两侧。
46.应当说明的是,当检测装置10为至少两个感应器15时,感应器15应对称且均匀的设置在检测针8的四周,以避免感应器15集中设置在某一面时,而工件9向其对称且相反的一面歪斜时,导致感应器15的误判,从而保证能够精确检测工件9。
47.可选的,所述检测针8与所述第二固定板402之间安装有密封圈6,所述密封圈6设置在所述主气道1201的进气口端与所述第二固定板402的第二主气道11的出气口端的接通处用于防止泄气。
48.应当说明的是,密封圈6的形状、大小、厚度及材料等,本领域技术人员可以根据实际应用和需求来确定,只要保证气道12的连通处不会泄气即可。
49.可选的,所述气压产生装置1包括:储气罐101、调压阀102、压力表 103,所述调压阀102用于调节气压大小,所述压力表103用于监测输入所述气道12内气压的大小。
50.应当说明的是,调压阀102可根据本领域技术人员的实际应用和需求对气流大小进行任意调节,以满足对更多规格的待检测工件进行检测的需求,压力表103监测的输入气道的气压大小可以设置在气压产生装置1与气道12的连通处,也可以设置在各分气道的出气口处,同时压力产生装置还可以是任何可以产生稳定气压的装置。
51.本实施例利用气流在螺纹面和平面的受力不同的方法,通过将工件9 套在检测针8凸起的定位部801后,使气压产生装置1产生的气流从气道 12中经分气道1202的各个出气口端吹出,若气流将工件9与承载面5分离,则说明工件9有螺纹,若工件9未与承载面5分离,则说明工件9无螺纹,此时检测装置10报警并停止动作,实现了检测工件9有无螺纹的自动甄别,解决了人工目视导致检测效率低、人工成本高、漏检率高及产品质量一致性差的问题,实现了生产自动化,大大降低了人力成本和漏检率,提升了产品质量、检测效率、企业竞争力。
52.实施例二:
53.图4为本实施例提供的一种螺纹检测系统的结构示意图,该螺纹检测系统包括:震动盘16、机械手17、前述任一示例中的螺纹检测设备,所述震动盘16用于工件9的上料,所述机械手17用于抓取工件9并放入所述螺纹检测设备的检测位置进行检测。
54.应当说明的是,对于震动盘16用来运输工件9进行上料,本技术可以是任何能起到
运输工件9到指定位置的作用的装置或个体,本领域技术人员可以根据实际应用和需求来确定,例如,还可以是传送带、传送链、机器人、人工运输等,同时机械手抓取工件9到指定的检测位置,本技术也可以是任何能起到将工件9放入到指定检测位置的装置或个体,例如,还可以是人工拿取放入指定检测位置,当然本技术还可以使用机器人同时起到运输到指定位置后,机器人再拿取工件9并放入到指定的检测位置的作用,本领域技术人员可以根据实际应用和需求来确认使用何种方法进行,本技术不作限定。
55.本实施例通过震动盘16、机械手17和螺纹检测设备进行自动上料和检测,解决了人工目视检测的效率低、人力成本高、自动化程度低的问题,通过自动化的上料、检测,实现了生产自动化,有效降低了漏检率、人工成本,大大提升了生产效率、产品质量、企业竞争力。
56.应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。