1.本发明涉及华夫锭生产技术领域,尤其涉及一种华夫锭码垛拆垛喷墨工艺自动生产线。
背景技术:
2.现有的华夫锭生产线自动化水平低,工人的劳动强度大,生产效率低。为进一步提高华夫锭生产线自动化水平,降低工人劳动强度,亟需设计一种自动码垛、拆垛生产线。
技术实现要素:
3.本发明的目的是提供一种华夫锭码垛拆垛喷墨工艺自动生产线,解决现有的华夫锭生产线自动化水平低,工人的劳动强度大的问题。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种华夫锭码垛拆垛喷墨工艺自动生产线,包括接锭输送线,所述接锭输送线的一侧设置有1#机器人本体,所述1#机器人本体的另一侧设置有中间垛码垛位,所述中间垛码垛位的一侧设置有托盘库自动供给系统,所述中间垛码垛位的另一侧设置有中间垛输送线和转角输送线,所述中间垛输送线的末端设置有拆垛位,所述拆垛位的一侧设置有2#机器人本体,所述2#机器人本体与所述拆垛位之间设置有拆垛输送线,所述拆垛输送线上设置有喷漆机构和喷墨机构,所述拆垛输送线的末端分别设置有第一移载机和第二移载机,所述第一移载机和所述第二移载机分别与1#整理输送线和2#整理输送线连接,所述1#整理输送线和所述2#整理输送线的一侧均设置有成品垛输送线,所述成品垛输送线上靠近所述1#整理输送线和/或所述2#整理输送线的位置分别设置有第一成品垛码垛位和第二成品垛码垛位;还包括电气控制系统,负责整个码垛、拆垛系统控制。
6.进一步的,所述中间垛输送线的侧面均匀设置有若干冷却风机。
7.再进一步的,所述中间垛输送线设置为u字形,所述中间垛输送线的两个转角处均设置有所述转角输送线。
8.再进一步的,所述1#整理输送线和所述2#整理输送线上均设置有翻转机构。
9.与现有技术相比,本发明的有益技术效果:
10.本发明一种华夫锭码垛拆垛喷墨工艺自动生产线,包括接锭输送线、1#机器人本体、托盘库自动供给系统、中间垛输送线、转角输送线、2#机器人本体、拆垛输送线、喷漆机构、喷墨机构、第一移载机、第二移载机、1#整理输送线、2#整理输送线连接和成品垛输送线,本发明利用机器人进行自动码垛、拆垛,提供了一条完整的码垛拆垛生产线,通过电气控制系统负责整个码垛、拆垛系统控制,提高华夫锭生产线自动化水平,降低工人劳动强度,提供了生产效率。
附图说明
11.下面结合附图说明对本发明作进一步说明。
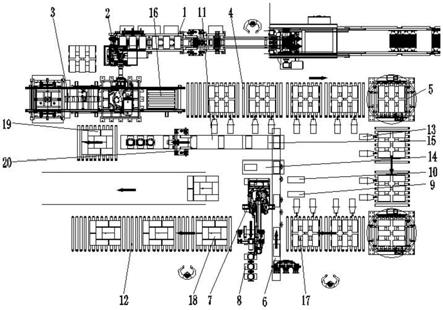
12.图1为本发明华夫锭码垛拆垛喷墨工艺自动生产线结构示意图;
13.附图标记说明:1、接锭输送线;2、1#机器人本体;3、托盘库自动供给系统;4、中间垛输送线;5、转角输送线;6、拆垛输送线;7、2#机器人本体;8、1#整理输送线;9、喷漆机构;10、喷墨机构;11、2#整理输送线;12、成品垛输送线;13、冷却风机;14、第一移载机;15、第二移载机;16、中间垛码垛位;17、拆垛位;18、第一成品垛码垛位;19、第二成品垛码垛位;20、翻转机构。
具体实施方式
14.如图1所示,一种华夫锭码垛拆垛喷墨工艺自动生产线,包括接锭输送线1,所述接锭输送线1的一侧设置有1#机器人本体2,所述1#机器人本体2的另一侧设置有中间垛码垛位16,所述中间垛码垛位16的一侧设置有托盘库自动供给系统3,所述中间垛码垛位16的另一侧设置有中间垛输送线4和转角输送线5,所述中间垛输送线4的末端设置有拆垛位17,所述拆垛位17的一侧设置有2#机器人本体7,所述2#机器人本体7与所述拆垛位17之间设置有拆垛输送线6,所述拆垛输送线6上设置有喷漆机构9和喷墨机构10,所述拆垛输送线6的末端分别设置有第一移载机14和第二移载机15,所述第一移载机14和所述第二移载机15分别与1#整理输送线8和2#整理输送线11连接,所述1#整理输送线8和所述2#整理输送线11的一侧均设置有成品垛输送线12,所述成品垛输送线12上靠近所述1#整理输送线8和/或所述2#整理输送线11的位置分别设置有第一成品垛码垛位18和第二成品垛码垛位19;还包括电气控制系统,负责整个码垛、拆垛系统控制;具体的,1#机器人本体负责中间垛码垛及辅助2#机器人成品垛码垛,使用现场埃斯顿机器人er180;2#机器人负责拆垛,2#机器人带动拆垛夹具,从拆垛位每次抓取一定数量华夫锭,放置于拆垛输送线上,拆垛夹具采用气动控制,拆垛机器人为abb irb 660-180/3.15主要参数如下:轴数为4,荷重为180kg,工作范围为3150mm,安装方式为落地方式;实际生产过程中,成品垛码垛位需要人工放置托盘或脚锭,拆垛位需要人工取走中间垛托盘,中间垛托盘为钢制托盘;托盘库自动供给系统为现有技术,在此不再赘述。
15.接锭输送线1采用链条链轮结构,电机驱动,输送线上设置有校正机构、阻挡机构、整理装置和翻转装置,其中整理装置采用气缸驱动,将铝锭按一定摆放规则整理;翻转装置将华夫锭翻转成大面向上,如果配合正反锭检测,需要翻锭功能,否则不需要翻锭功能;接锭输送线1的具体结构为现有技术中常用结构,在此不在赘述。
16.所述中间垛输送线4的侧面均匀布置有若干冷却风机13,加速锭垛冷却。
17.所述中间垛输送线4设置为u字形,所述中间垛输送线4的两个转角处均设置有所述转角输送线5;具体的,中间垛输送4及转角输送线5采用辊筒输送结构或链条链板式结构或链条结构,电机驱动,输送线上设置有检测机构,具体结构为现有技术中常用结构,在此不在赘述。
18.所述1#整理输送线8和所述2#整理输送线11上均设置有翻转机构20;1#整理输送线负责将华夫锭输送到2#机器人本体抓取位,采用链条链轮结构,电机驱动,输送线上设置有整理机构,阻挡机构,翻锭机构;2#整理输送线负责将华夫锭输送到1#机器人本体抓取位,采用链条链轮结构,电机驱动,输送线上设置有整理机构,阻挡机构,翻锭机构;整理机构,阻挡机构,翻锭机构等均属于现有技术,在此不在赘述。
19.拆垛输送线6采用链条链轮结构或链条链板式结构或链条结构,电机驱动,输送线上设置有校正机构、阻挡机构、喷漆机构、喷墨机构、移载机,具体结构为现有技术中常用结构,在此不在赘述;移载机负责将华夫锭从拆垛输送线移动到1#整理输送线和2#整理输送线。
20.成品垛输送线12负责成品垛输送工作,采用辊筒输送结构或链条链板式结构或链条结构,电机驱动,输送线上设置有检测机构,具体结构为现有技术中常用结构,在此不在赘述;成品垛有脚锭时,需要人工将脚锭放置于托盘上,然后再码垛。
21.本发明的使用过程如下:
22.首先,华夫锭脱离铸锭机后,经导向装置跌落到接锭输送线1,华夫锭经整理,翻转后输送到抓取等待位,华夫锭累计到一定数量后,托盘库自动供给系统3向中间垛码垛位16供给托盘,1#机器人本体2抓取华夫锭码放到中间垛码垛位16,码垛数量达到设定数量后,输送到中间垛输送4及转角输送线5;然后,中间垛到达拆垛位17,2#机器人本体7抓取华夫锭放置于拆垛输送线6,华夫锭经过喷漆机构9和喷墨机构10进行喷漆、喷墨处理,随后经过第一移载机14到达1#整理输送线8,2#机器人本体7抓取华夫锭到第一成品垛码垛位18,完成码垛,通过成品垛输送线12向后输送,另外,经过喷漆、喷墨处理后的华夫锭通过第二移载机15到达2#整理输送线11,1#机器人本体2抓取华夫锭到第二成品垛码垛位19,完成码垛,通过成品垛输送线12向后输送;最后,叉车将成品垛包移走。
23.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。