1.本发明涉及粉末冶金领域,具体涉及内一种导向座及制备导向座的方法。
背景技术:
2.粉末冶金具有节能环保、适合大批量生产的优点,而且铁基材料、铜基材料及他不锈钢材料在粉末冶金行业中应用广泛;其中就包括汽车减振器中的零部件;所谓汽车减振器是指为了改善汽车行驶的平顺性和舒适性、衰减车架与车身的振动而在汽车悬架系统上安装的减振装置;汽车减振器通常由活塞杆、工作缸、储油筒、导向座、减振弹簧、接头等组成,导向座安装中下部,起到承载和为活塞杆导向的作用,但减振器处于汽车底部,经受各种恶劣环境,长期使用,杂质容易进入导向座内的滑动轴承和活塞杆结合面上,造成杂质对活塞杆的划伤,降低了活塞杆的使用寿命和减振器的使用性能;现有技术中,制成导向器的材料很多,但是往往不具有较好的高密度性,而且普遍不耐磨,不能够长期的进行使用。
技术实现要素:
3.本发明的目的是提供一种汽车减振器用高密度低摩擦导向座;该发明结构简单,在起到导向作用的同时,避免积油导致减振器失效,同时可以延长使用寿命。
4.本发明的目的是这样实现的:一种汽车减振器用高密度低摩擦导向座,包括导向座本体,导向座本体的中心位置设置有导向孔,导向座本体包括前侧工作部和后侧工作部;所述前侧工作部和后侧工作部的外侧配合设置有若干级台阶,所述导向座本体通过导向孔安装在导柱上并在减振筒内进行上下移动,所述导向孔为采用多级阶梯式设置;所述导向座本体从内侧到外侧配合设置有若干条通油流道。
5.本发明工作时,在本发明的有益效果在于,该发明结构简单,在起到导向作用的同时,避免积油导致减振器失效,同时可以延长使用寿命。
6.作为本发明的进一步改进,为保证前侧工作部和后侧工作部正常稳定的进行工作;所述前侧工作部和后侧工作部的外侧配合设置有若干级台阶包括外侧第一台阶、外侧第二台阶和外侧第三台阶;所述多级阶梯式的导向孔配合设置在第一阶梯、第二阶梯和第三阶梯。
7.作为本发明的进一步改进,为保证通油流道能够稳定的进行排油,提高工作效率;所述通油流道设置在外侧第一台阶、外侧第二台阶、外侧第三台阶与第一阶梯、第二阶梯和第三阶梯之间的位置;所述通油流道包括上侧流道、中间流道和下侧流道。
8.作为本发明的进一步改进,为保证上侧流道、中间流道稳定快速的进行排油工作;所述上侧流道位于第一阶梯和外侧第一调节之间的位置,上侧流道呈弧形设置;所述中间流道位于外侧第二台阶和第二阶梯、第三阶梯之间的位置,中间流道在第二阶梯、第三阶梯处设置有多条并在外侧第二台阶处汇集流出。
9.作为本发明的进一步改进,为保证下侧流道能够高效的进行排油;所述下侧流道
位于导向孔侧壁和外侧第三台阶之间,下侧流道位于导向孔侧壁处为主流道,下侧流道在导向座本体产生两组分支并且整体呈y形并从外侧第三台阶处流出;所述下侧流道设置有若干组。
10.本发明的另一个目的是提供一种汽车减振器用高密度低摩擦导向座的制备方法;通过该方法可以快速高效的制备导向座,提高生产效率的同时,提高密度和表面光滑度,降低成本,同时也提高良品率。
11.本发明的另一个目的是这样实现的:包括步骤一:原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;步骤二:倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;步骤三:原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;步骤四:烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在20-30min;同时加热温度控制在300℃-400℃之间;步骤五:烘干的方式采用底座加热及侧壁加热,底座和侧壁上设置有电热丝;步骤六:将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数82~98%、1%~3%、0.3%~1%、0.2%~0.5%、0.5%~0.8%、0.4%~0.5%配置成混合料;步骤七:经双锥高效混合机以10~25r/min的转速混合1~5h;步骤八:将混好的料按装粉量3:2装入压机,经600~610mpa压制成生坯;步骤九:最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;步骤十:将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;步骤十一:再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
12.本发明的另一个有益效果在于,一种汽车减振器用高密度低摩擦导向座的制备方法;通过该方法可以快速高效的制备导向座,提高生产效率的同时,提高密度和表面光滑度,降低成本,同时也提高良品率。
13.本发明另一目的工作时,原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在20-30min;同时加热温度控
制在300℃-400℃之间;烘干的方式采用底座加热及侧壁加热,底座和侧壁上设置有电热丝;将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数82~98%、1%~3%、0.3%~1%、0.2%~0.5%、0.5%~0.8%、0.4%~0.5%配置成混合料;经双锥高效混合机以10~25r/min的转速混合1~5h;将混好的料按装粉量3:2装入压机,经600~610mpa压制成生坯;最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
14.作为本发明的进一步改进,步骤九中网带烧结炉能够高效的进行烧制工作,避免因为温度过高或者温度过低导致产品报废;所述步骤九中,采用网带烧结炉进行烧结,烧结温度分别低温烧结区、中温烧结区和高温烧结区;低温烧结区温控在500-600℃、中温烧结区温度控制在700-800℃、高温烧结区温度控制在900-1300℃之间。
15.作为本发明的进一步改进,为了确保良品率高,使用可靠;所述步骤九中烧结区采用氮氢组合气体进行保护,烧结温度控制在30-40min之间。
附图说明
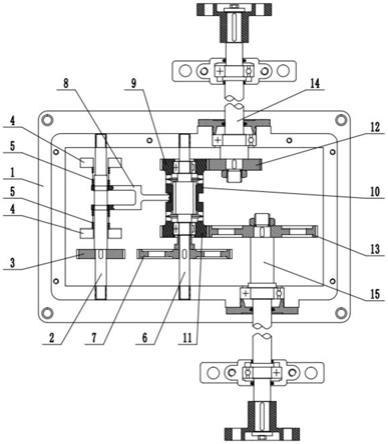
16.图1为发明的主视图。
17.其中,1外侧第一台阶、2外侧第二台阶、3外侧第三台阶、4第一阶梯、5第二阶梯、6第三阶梯、7导向孔、8上侧流道、9中间流道、10下侧流道。
具体实施方式
18.如图1所示,本发明的目的是这样实现的:一种汽车减振器用高密度低摩擦导向座,包括导向座本体,导向座本体的中心位置设置有导向孔7,导向座本体包括前侧工作部和后侧工作部;所述前侧工作部和后侧工作部的外侧配合设置有若干级台阶,所述导向座本体通过导向孔7安装在导柱上并在减振筒内进行上下移动,所述导向孔7为采用多级阶梯式设置;所述导向座本体从内侧到外侧配合设置有若干条通油流道;所述前侧工作部和后侧工作部的外侧配合设置有若干级台阶包括外侧第一台阶1、外侧第二台阶2和外侧第三台阶3;所述多级阶梯式的导向孔7配合设置在第一阶梯4、第二阶梯5和第三阶梯6;所述通油流道设置在外侧第一台阶1、外侧第二台阶2、外侧第三台阶3与第一阶梯4、第二阶梯5和第三阶梯6之间的位置;所述通油流道包括上侧流道8、中间流道9和下侧流道10;所述上侧流道8位于第一阶梯4和外侧第一调节之间的位置,上侧流道8呈弧形设置;所述中间流道9位于外侧第二台阶2和第二阶梯5、第三阶梯6之间的位置,中间流道9在第二阶梯5、第三阶梯6处设置有多条并在外侧第二台阶2处汇集流出;所述下侧流道10位于导向孔7侧壁和外侧第三台阶3之间,下侧流道10位于导向孔7侧壁处为主流道,下侧流道10在导向座本体产生两组分支并且整体呈y形并从外侧第三台阶3处流出;所述下侧流道10设置有若干组。
19.本发明工作时,在导向座进行上下移动的过程中,配合导向孔7设置的第一阶梯4、第二阶梯5和第三阶梯6上的角落处会日积月累产生油泥,长久工作的情况的下会导致导向座整体失效或者其他配件磨损,在第一阶梯4和外侧第一调节之间开设有上侧流道8,在外侧第二台阶2和第二阶梯5、第三阶梯6之间的位置开设有中间流道9,在导向孔7侧壁和外侧第三台阶3之间开设有下侧流道10可以有效的释放出多余的油;同时呈y形设置的下侧流道
10可以有效对挤压出来的润滑油进行释压;提高安全性。
20.本发明的另一个目的是这样实现的:一种汽车减振器用高密度低摩擦导向座的制备方法,包括:步骤一:原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;步骤二:倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;步骤三:原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;步骤四:烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在20-30min;同时加热温度控制在300℃-400℃之间;步骤五:烘干的方式采用底座加热及侧壁加热,底座和侧壁上设置有电热丝;步骤六:将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数82~98%、1%~3%、0.3%~1%、0.2%~0.5%、0.5%~0.8%、0.4%~0.5%配置成混合料;步骤七:经双锥高效混合机以10~25r/min的转速混合1~5h;步骤八:将混好的料按装粉量3:2装入压机,经600~610mpa压制成生坯;步骤九:最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;步骤十:将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;步骤十一:再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
21.所述步骤九中,采用网带烧结炉进行烧结,烧结温度分别低温烧结区、中温烧结区和高温烧结区;低温烧结区温控在500-600℃、中温烧结区温度控制在700-800℃、高温烧结区温度控制在900-1300℃之间。
22.所述步骤九中烧结区采用氮氢组合气体进行保护,烧结温度控制在30-40min之间。
23.实施例一:本发明另一目的一种汽车减振器用高密度低摩擦导向座的制备方法,工作时,包括原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在22min;同时加热温度控制在320℃;烘干的方式采用底座加热
及侧壁加热,底座和侧壁上设置有电热丝;将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数95.8%、2.5%、0.4%、0.3%、0.55%、0.45%配置成混合料;经双锥高效混合机以15r/min的转速混合2h;将混好的料按装粉量3:2装入压机,经600mpa压制成生坯;最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
24.实施例二:本发明另一目的一种汽车减振器用高密度低摩擦导向座的制备方法,工作时,包括原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在25min;同时加热温度控制在360℃;烘干的方式采用底座加热及侧壁加热,底座和侧壁上设置有电热丝;将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数96.14%、1.5%、0.8%、0.4%、0.7%、0.46%配置成混合料;经双锥高效混合机以20r/min的转速混合3h;将混好的料按装粉量3:2装入压机,经600~610mpa压制成生坯;最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
25.实施例三:本发明另一目的一种汽车减振器用高密度低摩擦导向座的制备方法,工作时包括原材料破碎,依次朝向容器中倒入对应的原材料,采用一级破碎处理,经过一级破碎的原材料再经过二级磨碎处理;结束后放入容器内;其他原材料的破碎同时进行;倒入容器中的原材料通过振动筛设备进行筛选,然后进行分别盛放,合格的原材料继续入下一道工作,不合格的原材料根据粒径的大小再次进行一级破碎或二级磨碎处理;该阶段视粒径的大小而定;原材料烘干,在得到合格粒径的各种原材料之后,开始进行烘干,配合振动设备,依次将对应的原材料输送到容器中;烘干容器采用电加热模式,在密封容器中进行烘干,同时配合搅拌桨叶进行搅拌工作,确保360
°
全方位进行烘干,同时外侧可以实时的检测烘干温度及水分的比例,烘干时间控制在28min;同时加热温度控制在380℃;烘干的方式采用底座加热及侧壁加热,底座和侧壁上设置有电热丝;将铁粉、铜粉、石墨粉、镍粉、锰铁粉、钼粉按质量分数94.72%、2.7%、0.9%、0.45%、0.75%、0.48%配置成混合料;经双锥高效混合机以22r/min的转速混合4.5h;将混好的料按装粉量3:2装入压机,经605mpa压制成生坯;最后通过网带烧结炉进行烧结,网带转速为1450
±
20r/min,形成半成品;将步骤九中的半成品进行浸油冷却,粗去毛刺,确保半成品达到要求的合理要求的公差范围;再进行精去毛刺,采用高精度精整仿形模具即和零件形状一致的的导向座进行处理毛刺,确保整体导向座圆润光滑。
26.综上书所述,实施例三能够制备出密封更好,润滑效果更好的导向座。
27.本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。