1.本发明属于数字化工业技术领域,具体涉及一种工厂数字化运维系统及运维方法。
背景技术:
2.目前我国医药行业的工厂生产制造水平、发展规模参差不齐,医药行业为国民健康起着重要的推动作用,该行业随着经济和社会结构的不断发展和变化,已处于转型升级的关键时期,因此要实现智能生产的目标,在数字化、自动化、网络化方面还要做很多的工作,其中实现工厂数字化是当前很多医药企业需要完善的重要内容,也是实现智能制造的重要基础。
3.在工厂数字化建设中,工厂运维是重要的一环,现有的工厂数字化系统中少有工厂数字化运维系统的技术,因此我们提出一种工厂数字化运维系统及运维方法。
技术实现要素:
4.本发明的目的是:旨在提供一种工厂数字化运维系统及运维方法,通过将电子设备和非电子设备进行故障检测,同时划分故障级别,根据故障级别制定不同的巡检计划,从而对所有工厂设备进行高效的运维管理。
5.为实现上述技术目的,本发明采用的技术方案如下:
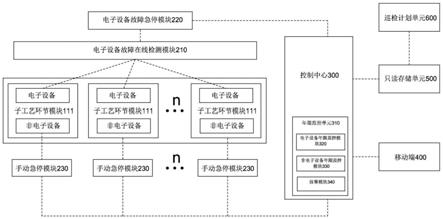
6.一种工厂数字化运维系统,包括制程单元、故障检测单元、控制中心、移动端、只读存储单元以及巡检计划单元,所述制程单元根据工厂不同生产线划分为若干工艺流程模块,各个所述工艺流程模块划分为若干子工艺环节模块,所述故障检测单元包括有电子设备故障在线检测模块、电子设备故障急停模块以及手动急停模块;
7.各个所述工艺流程模块包含该工艺流程中所对应的电子设备以及非电子设备;
8.各个所述子工艺环节模块包含该工艺流程的各个工艺环节中所对应的电子设备以及非电子设备;
9.所述电子设备故障在线检测模块用于对所述制程单元中各个所述工艺流程模块中的各个的电子设备进行故障检测;
10.所述电子设备故障急停模块用于对发生故障的电子设备进行自动急停;
11.所述电子设备故障在线检测模块与所述电子设备故障急停模块信号连接,所述电子设备故障急停模块与所述控制中心信号连接;
12.所述手动急停模块为多个且分别与各个所述子工艺环节模块相对应,用于所述子工艺环节模块手动急停,所述手动急停模块与所述控制中心信号连接;
13.所述只读存储单元与所述控制中心数据连接,所述巡检计划单元与所述只读存储和单元数据连接,所述控制中心与所述移动端信号连接。
14.所述控制单元还包括有年限监控单元,所述年限监控单元包括有电子设备年限监控模块、非电子设备年限监控模块以及报警模块。
15.本发明还提供一种工厂数字化运维系统的运维方法,所述运维方法包括有故障检测环节和巡检计划制定环节;
16.所述故障检测环节包括有以下步骤:
17.s100:若工艺流程模块中的电子设备发生故障时,此时,手动急停模块未人为启用,电子设备故障在线检测模块检测发生故障的电子设备;
18.s101:通过电子设备故障急停模块将该发生故障的电子设备进行自动急停,同时将该工艺流程模块进行临时暂停,并发送自动急停信号至控制中心;
19.s102:控制中心接收自动急停信号,判定为电子设备故障急停,并发送该工艺流程模块信息以及该发生故障的电子设备信息至移动端;
20.s103:运维人员根据移动端接收的该工艺流程模块信息以及该发生故障的电子设备信息,前往该工艺流程模块对该发生故障的电子设备处进行检查、维护和处理;
21.s200:若工艺流程模块中的非电子设备发生故障时,此时,电子设备故障在线检测模块未检测到电子设备发生故障,手动急停模块人为启用,将发生故障的子工艺环节模块急停,同时将该工艺流程模块进行临时暂停,并发送手动急停信号至控制中心;
22.s201:控制中心接收手动急停信号,判定为非电子设备故障急停,并发送该工艺流程模块信息以及该发生故障的子工艺环节模块信息至移动端;
23.s202:运维人员根据移动端接收的该工艺流程模块信息以及发生故障的子工艺环节模块信息,前往该工艺流程模块对该子工艺环节模块的非电子设备处进行检查、维护和处理。
24.所述巡检计划制定环节包括以下步骤:
25.s100:控制中心将制程单元中各个电子设备的故障信息写入只读存储单元中,并由只读存储单元进行故障次数统计,同时也将各个工艺流程模块的各个子工艺环节模块的故障信息写入只读存储单元中并进行故障次数统计;
26.s200:巡检计划单元读取只读存储单元中的故障次数统计,并根据各个电子设备的故障次数统计以及根据各个子工艺环节模块的故障次数统计,划分不同等级的故障级别;
27.s300:巡检计划单元根据电子设备故障发生级别以及子工艺环节故障发生级别制定不同的巡检计划。
28.所述巡检计划制定环节中所述步骤s200中故障级别包括有以下划分规则:
29.以一季度为周期,首月故障次数大于8次,划分为易故障型;首月故障次数为3-7次,划分为普通型;首月故障次数小于3次,划分为稳定型;
30.针对各个故障级别,所述步骤s300中巡检计划包括有以下类别:
31.对于易故障型,该季度后续两个月,以天为单位,每3天做一次巡检,并将巡检报告写入只读存储单元;对于普通型,该季度后续两个月,以周为单位,每周定期做一次巡检,并将巡检报告写入只读存储单元;对于稳定型,该季度后续两个月,以月为单位,每月初以及月末做一次巡检,并将巡检报告写入只读存储单元。
32.所述巡检计划制定环节中所述步骤s200中的故障级别还包括有以下划分规则:
33.在下季度首月进行故障级别划分时,只对上季度的普通型和稳定型两类进行故障级别划分,上季度的易故障型不再改变故障级别。
34.所述运维方法还包括有设备超限报警环节,所述设备超限报警环节包括以下步骤:
35.①
电子设备投入使用时,电子设备年限监控模块写入开始投入日期,根据设备厂家提供的说明写入超限截止日期;
36.非电子设备投入使用时,非电子设备年限监控模块写入开始投入日期,根据设备厂家提供的说明写入超限截止日期;
37.②
当临近超限截止日期3个月时,报警模块向控制中心发送黄色一级预警;当到达超限截止日期当月时,报警模块向控制中心发送橙色二级预警;当超过超限截止日期时,报警模块向控制中心发送超限红色警告。
38.本发明通过电子设备故障在线检测模块检测发生故障的电子设备,电子设备故障急停模块将该发生故障的电子设备进行自动急停,同时将该工艺流程模块进行临时暂停,并发送自动急停信号至控制中心,控制中心接收自动急停信号,判定为电子设备故障急停;电子设备故障在线检测模块未检测到电子设备发生故障,手动急停模块人为启用,将发生故障的子工艺环节模块急停,同时将该工艺流程模块进行临时暂停,并发送手动急停信号至控制中心,控制中心接收手动急停信号,判定为非电子设备故障急停,从而区分电子设备故障和非电子设备故障,同时根据故障频率划分故障级别,根据故障级别制定不同的巡检计划,从而高效的对所有工厂设备进行运维管理。
附图说明
39.本发明可以通过附图给出的非限定性实施例进一步说明;
40.图1为本发明一种工厂数字化运维系统实施例的构架示意图一;
41.图2为本发明一种工厂数字化运维系统实施例的构架示意图二;
42.图3为本发明一种工厂数字化运维系统的运维方法实施例的电子设备故障的流程示意图;
43.图4为本发明一种工厂数字化运维系统的运维方法实施例的非电子设备故障的流程示意图;
44.图5为本发明一种工厂数字化运维系统的运维方法实施例的故障级别划分以及制定巡检计划的流程示意图;
45.图6为本发明一种工厂数字化运维系统的运维方法实施例的电子设备和非电子设备的设备超限报警的流程示意图;
46.主要元件符号说明如下:
47.制程单元100、工艺流程模块110、子工艺环节模块111、故障检测单元200、电子设备故障在线检测模块210、电子设备故障急停模块220、手动急停模块230、控制中心300、年限监控单元310、电子设备年限监控模块320、非电子设备年限监控模块330、报警模块340、移动端400、只读存储单元500、巡检计划单元600。
具体实施方式
48.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
49.如图1-图2所示,本发明的一种工厂数字化运维系统,包括制程单元100、故障检测单元200、控制中心300、移动端400、只读存储单元500以及巡检计划单元600,制程单元100根据工厂不同生产线划分为若干工艺流程模块110,各个工艺流程模块110划分为若干子工艺环节模块111,故障检测单元200包括有电子设备故障在线检测模块210、电子设备故障急停模块220以及手动急停模块230;
50.各个工艺流程模块110包含该工艺流程中所对应的电子设备以及非电子设备;
51.各个子工艺环节模块111包含该工艺流程的各个工艺环节中所对应的电子设备以及非电子设备;
52.电子设备故障在线检测模块210用于对制程单元100中各个工艺流程模块110中的各个的电子设备进行故障检测;
53.电子设备故障急停模块220用于对发生故障的电子设备进行自动急停;
54.电子设备故障在线检测模块210与电子设备故障急停模块220信号连接,电子设备故障急停模块220与控制中心300信号连接;
55.手动急停模块230为多个且分别与各个子工艺环节模块111相对应,用于子工艺环节模块111手动急停,手动急停模块230与控制中心300信号连接;
56.只读存储单元500与控制中心300数据连接,巡检计划单元600与只读存储和单元500数据连接,控制中心300与移动端400信号连接。
57.控制单元300还包括有年限监控单元310,年限监控单元310包括有电子设备年限监控模块320、非电子设备年限监控模块330以及报警模块340。
58.在具体实施过程中,将制药工厂作为制程单元100,各个药物生产线进行区别划分,形成各个工艺流程模块110,并再将各个药物生产线按照“原料bom-生产步骤1-生产步骤2-...-生产步骤n-包装-抽检”进一步划分为各个生产环节,形成各个子工艺环节模块111,电子设备通过故障检测单元200的电子设备故障在线检测模块210进行在线故障检测,电子设备发生故障时,电子设备故障急停模块220将该发生故障的电子设备进行自动急停;各个子工艺环节模块111的手动急停模块230启用进行手动急停时,则该子工艺环节模块111中出现了非电子设备故障,从而区别制程单元100中的电子设备故障和非电子设备故障。
59.请参阅图3至图6,本发明还提供一种工厂数字化运维系统的运维方法,运维方法包括有故障检测环节和巡检计划制定环节;
60.请参阅图3和图4,故障检测环节包括有以下步骤:
61.s100:若工艺流程模块110中的电子设备发生故障时,此时,手动急停模块230未人为启用,电子设备故障在线检测模块210检测发生故障的电子设备;
62.s101:通过电子设备故障急停模块220将该发生故障的电子设备进行自动急停,同时将该工艺流程模块110进行临时暂停,并发送自动急停信号至控制中心300;
63.s102:控制中心300接收自动急停信号,判定为电子设备故障急停,并发送该工艺流程模块110信息以及该发生故障的电子设备信息至移动端400;
64.s103:运维人员根据移动端400接收的该工艺流程模块110信息以及该发生故障的电子设备信息,前往该工艺流程模块110对该发生故障的电子设备处进行检查、维护和处理;
65.s200:若工艺流程模块110中的非电子设备发生故障时,此时,电子设备故障在线检测模块210未检测到电子设备发生故障,手动急停模块230人为启用,将发生故障的子工艺环节模块111急停,同时将该工艺流程模块110进行临时暂停,并发送手动急停信号至控制中心300;
66.s201:控制中心300接收手动急停信号,判定为非电子设备故障急停,并发送该工艺流程模块110信息以及该发生故障的子工艺环节模块111信息至移动端400;
67.s202:运维人员根据移动端400接收的该工艺流程模块110信息以及发生故障的子工艺环节模块111信息,前往该工艺流程模块110对该子工艺环节模块111的非电子设备处进行检查、维护和处理。
68.请参阅图5,巡检计划制定环节包括以下步骤:
69.s100:控制中心300将制程单元100中各个电子设备的故障信息写入只读存储单元500中,并由只读存储单元500进行故障次数统计,同时也将各个工艺流程模块110的各个子工艺环节模块111的故障信息写入只读存储单元500中并进行故障次数统计;
70.s200:巡检计划单元600读取只读存储单元500中的故障次数统计,并根据各个电子设备的故障次数统计以及根据各个子工艺环节模块111的故障次数统计,划分不同等级的故障级别;
71.s300:巡检计划单元600根据电子设备故障发生级别以及子工艺环节故障发生级别制定不同的巡检计划。
72.巡检计划制定环节中步骤s200中故障级别包括有以下划分规则:
73.以一季度为周期,首月故障次数大于8次,划分为易故障型;首月故障次数为3-7次,划分为普通型;首月故障次数小于3次,划分为稳定型;
74.针对各个故障级别,步骤s300中巡检计划包括有以下类别:
75.对于易故障型,该季度后续两个月,以天为单位,每3天做一次巡检,并将巡检报告写入只读存储单元500;对于普通型,该季度后续两个月,以周为单位,每周定期做一次巡检,并将巡检报告写入只读存储单元500;对于稳定型,该季度后续两个月,以月为单位,每月初以及月末做一次巡检,并将巡检报告写入只读存储单元500。
76.巡检计划制定环节中步骤s200中的故障级别还包括有以下划分规则:
77.在下季度首月进行故障级别划分时,只对上季度的普通型和稳定型两类进行故障级别划分,上季度的易故障型不再改变故障级别。
78.请参阅图6,运维方法还包括有设备超限报警环节,设备超限报警环节包括以下步骤:
79.①
电子设备投入使用时,电子设备年限监控模块320写入开始投入日期,根据设备厂家提供的说明写入超限截止日期;
80.非电子设备投入使用时,非电子设备年限监控模块330写入开始投入日期,根据设备厂家提供的说明写入超限截止日期;
81.②
当临近超限截止日期3个月时,报警模块340向控制中心300发送黄色一级预警;当到达超限截止日期当月时,报警模块340向控制中心300发送橙色二级预警;当超过超限截止日期时,报警模块340向控制中心300发送超限红色警告。
82.本发明通过电子设备故障在线检测模块检测发生故障的电子设备,电子设备故障
急停模块将该发生故障的电子设备进行自动急停,同时将该工艺流程模块进行临时暂停,并发送自动急停信号至控制中心,控制中心接收自动急停信号,判定为电子设备故障急停;电子设备故障在线检测模块未检测到电子设备发生故障,手动急停模块人为启用,将发生故障的子工艺环节模块急停,同时将该工艺流程模块进行临时暂停,并发送手动急停信号至控制中心,控制中心接收手动急停信号,判定为非电子设备故障急停,从而区分电子设备故障和非电子设备故障,同时根据故障频率划分故障级别,根据故障级别制定不同的巡检计划,从而高效的对所有工厂设备进行运维管理。
83.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。