一种充电针装配机
【技术领域】
1.本实用新型涉及产品组装领域,特别涉及到一种充电针装配机。
背景技术:
2.脱毛器组装完成后需要保证内部密封,防止水洗仪器时,液体流入内部,导致内部电路板短路烧毁,现有技术中,充电针大多通过人工进行组装,但人工组装容易发生充电针安装不到位,或者操作不当而导致产品密封性不达标等问题,需要从新加工,导致企业进一步的增加成本。
技术实现要素:
3.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种自动化高、操作简单,密封性好的充电针装配机。
4.针对上述的问题,本实用新型采用以下技术方案:
5.一种充电针装配机,包括本体,所述本体上设有排料装置、翻料装置、送料装置和铆压装置,所述铆压装置的两侧设有气密性测试装置,所述翻料装置、送料装置、铆压装置和气密性测试装置均设置在机架上,所述机架上设有可直线来回运动的载物装置,载物装置上放设有待加工的工件,所述载物装置置于铆压装置和气密性测试装置的下方,所述排料装置将充电针送至翻料装置后,充电针依次经过送料装置和铆压装置安装在待加工的工件上。
6.优选地,所述排料装置包括物料振动盘和充电针定位块,所述振动盘与充电针定位块之间通过传送道连接,所述充电针定位块上设有形状与充电针匹配的第一凹槽和第二凹槽,所述传送道内设有与第一凹槽和第二凹槽连通的料槽,所述振动盘通过传送到的料槽将充电针送至第一凹槽和第二凹槽。
7.优选地,所述翻料装置包括翻料架和设置在翻料架上的翻料板,所述翻料板通过设置在翻料架上的翻料气缸实现转动,所述翻料板上设有第一吸附装置和第二吸附装置,所述第一吸附装置或第二吸附装置将充电针定位块上的充电针转送到铆压装置上。
8.优选地,所述第一吸附装置或第二吸附装置对立设置在翻料板上,所述第一吸附装置或第二吸附装置均包括吸附气缸和第一吸附块,所述吸附气缸固定设置在翻料板上,所述吸附气缸的活塞杆通过阻挡板与第一吸附块连接,所述第一吸附块上设有与充电针形状匹配的第一安装孔,所述充电针吸附在第一安装孔内,所述吸附气缸的一侧设有吸附滑轨,所述吸附滑轨上设有吸附滑块,所述吸附滑块与阻挡板连接,所述吸附气缸的另一侧设有限位延伸柱,所述限位延伸柱的顶端设有凸块,所述阻挡板与限位延伸柱的相对位置上缺口。
9.优选地,所述铆压装置包括设置在送料装置上的铆压支架和铆压气缸,所述铆压支架上设有铆压滑轨和铆压滑块,所述铆压滑块在铆压滑轨上滑动,所述铆压气缸的活塞杆通过联动件与铆压滑块连接,第二吸附块设置在联动件上,所述第二吸附块上设有与充
电针形状匹配的第二安装孔,所述铆压气缸的活塞杆带动联动件驱动铆压滑块沿铆压滑轨来回移动从而带动第二吸附块移动。
10.优选地,所述联动件包括第一侧板、和第一底板,所述第一底板的一侧与铆压滑块连接,另一侧与第一侧板连接,所述第二吸附块设置在第一底板下侧,所述第一底板上设有压力传感器,所述压力传感器设置在铆接气缸的活塞杆正下方,所述铆压气缸的活塞杆上设有从动块,所述第一侧板上设有插块,所述插块插设在从动块上。所述铆压气缸的活塞杆驱动从动块或压力传感器从而使第二吸附块沿铆压滑轨直线来回运动。
11.优选地,所述送料装置包括设置在机架上端的送料气缸和送料滑板,所述铆压支架和铆压气缸设置在送料滑板上,所述送料滑板和机架之间设有送料滑轨,所述送料气缸的活塞杆与送料滑板一端连接,所述送料气缸的活塞杆驱动送料滑板使铆压支架和铆压气缸沿送料滑轨方向来回移动。
12.优选地,所述气密性测试装置包括吊架和设置在吊架上的气密气缸,所述气密气缸的活塞杆上设有真空吸盘,所述真空吸盘与真空发生器连接。
13.优选地,所述载物装置包括载物滑轨和设置在载物滑轨上的载物滑板,所述载物滑板上设有若干个形状与待加工的工件形状匹配的夹具。
14.本实用新型一种充电针装配机的有益效果如下:
15.本实用新型一种充电针装配机通过设置排料装置、翻料装置、送料装置和铆压装置,实现充电针的自动化铆接,将待加工的工件放置在载物装置上,即可实现生产,操作简单,安全,并提高生产率;采用铆压装置安装充电针,精度高,大大提高生产良品率并节省人工成本。
16.以下将结合附图对本实用新型的构思、具体结构及产生的效果作进一步说明,以充分地理解本实用新型的目的、特征和效果。
【附图说明】
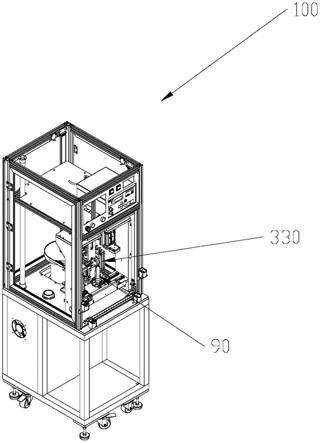
17.图1为本实用新型的立体图;
18.图2为本实用新型的内部结构图;
19.图3为排料装置示意图;
20.图4-5为翻料装置示意图;
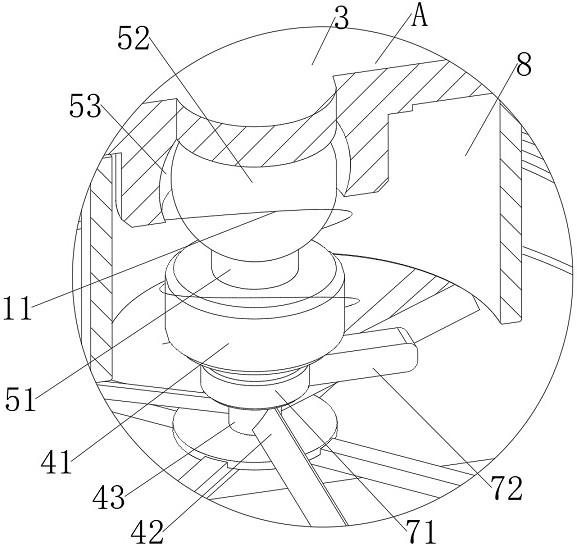
21.图6-7为送料装置、铆压装置、气密性测试装置和载物装置的安装示意图;
22.图8-9为铆压装置示意图;
23.图10为送料装置示意图;
24.本体100;机架110;工件90;充电针99;物料振动盘210;充电针定位块220;传送道230;第一凹槽240;第二凹槽250;料槽260;翻料架310;翻料板320;翻料气缸330;吸附气缸410;第一吸附块420;,阻挡板430;第一安装孔421;吸附滑轨440;吸附滑块450;限位延伸柱460;凸块470;缺口431;铆压支架510;铆压气缸520;铆压滑轨530;铆压滑块540;第二吸附块550;第二安装孔551;第一侧板610;第一底板620;压力传感器630;从动块640;插块650;送料气缸710;送料滑板720;送料滑轨730;吊架810;气密气缸820;真空吸盘830;载物滑轨91;载物滑板92;夹具93。
【具体实施方式】
25.在本实用新型的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“相连”应做广义理解,例如,可以是固定连接,也可以是拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型的具体含义。此外,在本实用新型的描述中,除非另有说明,“多个”、“若干”的含义是两个或两个以上。
27.请参见图1-10,图1-10揭示的是一种充电针装配机的最佳实施方式:
28.一种充电针装配机,包括本体100,所述本体100上设有排料装置、翻料装置、送料装置和铆压装置,所述铆压装置的两侧设有气密性测试装置,所述翻料装置、送料装置、铆压装置和气密性测试装置均设置在机架110上,所述机架110上设有可直线来回运动的载物装置。
29.具体地,所述载物装置包括载物滑轨91和设置在载物滑轨91上的载物滑板92,所述载物滑板92上设有若干个形状与待加工的工件90形状匹配的夹具93。本实施例的最佳实施方式是:所述载物滑板92上设有2个夹具93,待加工的工件90向夹具93上安装,载物滑板92自动将2个夹具93送至气密性测试装置进行气密测试。
30.所述排料装置包括物料振动盘210和充电针定位块220,所述物料振动盘210与充电针定位块220之间通过传送道230连接,所述充电针定位块220上设有形状与充电针99匹配的第一凹槽240和第二凹槽250,所述传送道230内设有与第一凹槽240和第二凹槽250连通的料槽260,所述物料振动盘210通过传送到的料槽260将充电针99送至第一凹槽240和第二凹槽250。工作时,震动盘启动,充电针99沿料道分别送至充电针定位块220的第一凹槽240和第二凹槽250。本实施例的产品为2脚的电器,一个充电针99连正极,一个充电针99连负极;充电针99的个数根据产品需要而改动料槽260和充电针定位块220,在此不再一一赘述。
31.更具体地,所述翻料装置包括翻料架310和设置在翻料架310上的翻料板320,所述翻料板320通过设置在翻料架310上的翻料气缸330实现180
°
转动,所述翻料板320上设有第一吸附装置和第二吸附装置;所述第一吸附装置或第二吸附装置对立设置在翻料板320上,所述第一吸附装置或第二吸附装置均包括吸附气缸410和第一吸附块420,所述吸附气缸410固定设置在翻料板320上,所述吸附气缸410的活塞杆通过阻挡板430与第一吸附块420连接,所述第一吸附块420上设有与充电针99形状匹配的第一安装孔421,所述充电针99吸附在第一安装孔421内,所述吸附气缸410的左侧设有吸附滑轨440,所述吸附滑轨440上设有吸附滑块450,所述吸附滑块450与阻挡板430连接,所述吸附气缸410的右侧设有限位延伸柱460,所述限位延伸柱460的顶端设有凸块470,所述阻挡板430与限位延伸柱460的相对位置上缺口431。第一吸附块420与真空发生器连接,工作时,真空发生器使第一安装孔421
内产生负压,从而将第一凹槽240和第二凹槽250的充电针99吸附起来。通过设置吸附滑轨440和吸附滑块450,更加精准定位,能准确的吸附起充电针99。通过设置限位延伸柱460和凸块470,凸块470可与阻挡板430发生抵触,从而防止吸附气缸410行程过大,下压时损坏机器或充电针99。
32.更加具体地,所述送料装置包括设置在机架110上端的送料气缸710和送料滑板720,所述铆压装置设置在送料滑板720上,所述送料滑板720和机架110之间设有送料滑轨730,所述送料气缸710的活塞杆与送料滑板720一端连接,所述送料气缸710的活塞杆驱动送料滑板720使铆压支架510和铆压气缸520沿送料滑轨730方向来回移动。当铆压装置吸附到充电针99时,送料气缸710的活塞杆做功,将铆压装置往载物装置方向移动。实现位置的精准度。
33.更加具体地,所述铆压装置包括设置在送料滑板720上的铆压支架510和铆压气缸520,所述铆压支架510上设有铆压滑轨530和铆压滑块540,所述铆压滑块540在铆压滑轨530上滑动,所述铆压气缸520的活塞杆通过联动件与铆压滑块540连接,第二吸附块550设置在联动件上,所述第二吸附块550上设有与充电针99形状匹配的第二安装孔551,所述铆压气缸520的活塞杆带动联动件驱动铆压滑块540沿铆压滑轨530来回移动从而带动第二吸附块550移动。本实施例中,所述联动件包括第一侧板610、和第一底板620,所述第一底板620的一侧与铆压滑块540连接,另一侧与第一侧板610连接,所述第二吸附块550设置在第一底板620下侧,所述第一底板620上设有压力传感器630,所述压力传感器630设置在铆压气缸520的活塞杆正下方,所述铆压气缸520的活塞杆上设有从动块640,所述第一侧板610上设有插块650,所述插块650插设在从动块640上。所述铆压气缸520的活塞杆驱动从动块640或压力传感器630从而使第二吸附块550沿铆压滑轨530直线来回运动。工作时,铆压气缸520的活塞杆启动,推动压力传感器630使得第一底板620沿铆压滑轨530向下移动,第二吸附块550与真空发生器连接,此时第二安装孔551内产生负压,将第一安装孔421的充电针99吸附起来,铆压气缸520复位,铆压气缸520的活塞杆上的从动块640带动压块向上移动,从而使得第一侧板610和第一底板620沿铆压滑轨530向上移动,同时送料气缸710启动,将铆压气缸520向往载物装置方向移动,此时真空发生器持续做功,充电针99一直位于第二安装孔551内;当运送至充电针99位于待加工工件90的正上方时,铆压气缸520的活塞杆启动,推动压力传感器630使得第一底板620沿铆压滑轨530向下移动并将充电针99插入待加工的工件90内,此时压力传感器630检测压力是否达到预定值,并反馈信号,使得铆压气缸520及时复位,避免压坏工件90。
34.更加具体地,所述气密性测试装置包括吊架810和设置在吊架810上的气密气缸820,所述气密气缸820的活塞杆上设有真空吸盘830,所述真空吸盘830与真空发生器连接。工作时,载物滑板92将安装好充电针99的工件90运送到气密气缸820的正下方,气密气缸820的活塞杆向下运动,将真空吸盘830下压到位于充电针99的工件90尾部,真空发生器启动,能否使真空吸盘830产生负压,若能,既密封性好,若不能,既有缝隙,需要重新加工。
35.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均
应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。