1.本技术涉及厨房用具技术领域,具体涉及一种内锅和一种烹饪器具。
背景技术:
2.目前的侧进风空气炸锅等烹饪器具,大多采用离心风机,将空气从内锅的侧面吸入风机后吹向发热组件,空气被发热组件加热成热空气后再吹入内锅中,如此循环。其中,内锅的侧壁的上边缘具有u形缺口,热空气通过u 形缺口通入内锅中,并为u形缺口配置翻边结构,以避免刮伤用户。但在生产过程中,u形缺口处易出现起皱等缺陷,生产效率低。
技术实现要素:
3.本技术旨在至少解决上述现有技术或相关技术中存在的技术问题之一。
4.为此,本技术的第一方面在于提供一种内锅。
5.本技术的第二方面在于提供一种烹饪器具。
6.为实现上述目的,本技术的第一方面实施例提供了一种内锅,内锅包括:锅本体,锅本体的侧壁设置有内锅进风口,内锅进风口的上边缘低于锅本体的侧壁的上边缘,内锅进风口的边缘具有向锅本体的外侧翻卷的压边,压边与锅本体的侧壁相贴合。
7.本方面实施例提供的内锅,通过在锅本体的侧壁上设置内锅进风口,并使内锅进风口与锅本体的上边缘具有一定间距,在加工内锅进风口的过程中,不易在内锅进风口处出现表面起皱等缺陷,降低坏品率,从而提高内锅的生产效率。而且,使内锅进风口的边缘具有向锅本体的外侧翻卷的压边,将压边压合在锅本体的侧壁上,一方面能够避免内锅进风口的边缘刮伤用户,另一方面能够提高内锅进风口的结构强度,避免内锅进风口处形变,而且在生产过程中不易表面起皱,保证生产效率。
8.另外,本技术上述实施例提供的内锅还可以具有如下附加技术特征:
9.在一些实施例中,内锅进风口呈矩形,且边角具有圆角。结构简单,有利于与呈长方体的发热组件相配合。而且有利于通过冲压切料、翻边、压边形成内锅进风口,使压边均匀分布在内锅进风口的四周,表面顺滑无褶皱。
10.在一些实施例中,内锅进风口的上边缘与锅本体的侧壁的上边缘的间距 w1的取值范围为3mm至10mm。若内锅进风口的上边缘与锅本体的侧壁的上边缘距离过近,二者之间的结构很容易弯曲,甚至断裂。若内锅进风口的上边缘与锅本体的侧壁的上边缘的距离过远,会使内锅进风口的高度较低,很可能直接向内锅中的食材吹热风,导致食材靠近内锅进风口的一侧温度过高,而相背的一侧温度较低,影响食材受热均匀性。因此,在这些实施例中,使内锅进风口的上边缘与锅本体的侧壁的上边缘的间距w1在3mm至10mm 之间,可保证锅本体的结构强度,有利于内锅中食材均匀受热,而且避免了内锅进风口和内锅出风口距离较近而导致食材未充分加热即流出。
11.在一些实施例中,压边在锅本体的高度方向上的长度w2小于内锅进风口的上边缘与锅本体的侧壁的上边缘的间距w1。避免向上翻卷的压边在锅本体的高度方向上凸出于锅
本体的上边缘,保证产品外观效果。
12.进一步地,压边在锅本体的高度方向上的长度w2的取值范围为1mm 至5mm。若压边在锅本体的高度方向上的长度w2较短,不易成型。若压边在锅本体的高度方向上的长度w2较长,会浪费材料,增加成本。因此,在这些实施例中,使压边在锅本体的高度方向上的长度w2在1mm至5mm之间,节省材料,节约成本,而且,不易出现褶皱情况。
13.本技术的第二方面实施例提供了一种烹饪器具,烹饪器具包括:中框,中框具有容纳腔,容纳腔的腔侧壁设置有中框进风口;如上述技术方案中任一项的内锅,内锅设置在容纳腔内;发热组件,发热组件对应于中框进风口设置在中框的外侧,发热组件具有供热出口,供热出口经中框进风口连通内锅进风口。
14.本方面实施例提供的烹饪器具,由于具有上述任一技术方案的内锅,进而具有上述任一技术方案的有益效果,在此不一一赘述。此外,将内锅放置在中框的容纳腔内,使内锅进风口连通中框进风口,再连通位于中框进风口一侧的发热组件的供热出口,有利于发热组件加热后的热空气经供热出口、中框进风口和内锅进风口进入内锅中,实现对食材的加热。
15.在一些实施例中,内锅进风口的下边缘不高于供热出口的下边缘,内锅进风口的上边缘不低于供热出口的下边缘。内锅进风口相对分布的两个侧边缘与供热出口相对分布的两个侧边缘在水平方向上相平齐,或位于供热出口相对分布的两个侧边缘的外侧。
16.在这些实施例中,沿热空气的流动方向,具体为从发热组件所在方向至内锅所在方向,使内锅进风口的上边缘、下边缘和左右边缘均不会对供热出口进行遮挡,有利于使热空气充分、顺畅地进入内锅中。
17.在一些实施例中,中框进风口的下边缘不高于内锅进风口的下边缘,中框进风口的上边缘不低于内锅进风口的上边缘。中框进风口相对分布的两个侧边缘与内锅进风口相对分布的两个侧边缘在水平方向上相平齐或位于内锅进风口相对分布的两个侧边缘的外侧。
18.在这些实施例中,沿热空气的流动方向,使中框进风口的上边缘、下边缘和左右边缘均不会对内锅进风口进行遮挡,并不会干涉热空气充分流向内锅进风口,有利于热空气顺畅地进入内锅中。
19.在一些实施例中,内锅进风口、中框进风口和供热出口在水平方向上相对分布。也即内锅进风口的中心、中框进风口的中心和供热出口的中心位于同一水平面上,有利于保证热空气大致沿水平方向流动能够顺畅流入内锅中。
20.进一步地,中框进风口的宽度大于等于内锅进风口的宽度,中框进风口的高度大于等于内锅进风口的高度;内锅进风口的高度l1大于等于供热出口的高度l2,内锅进风口的宽度l3大于等于供热出口的宽度l4。使得中框进风口和内锅进风口并不会遮挡供热出口的边缘,对热空气进行阻碍,有利于热空气顺利进入内锅中,保证加热效率。
21.在一些实施例中,中框进风口的边缘具有向容纳腔的外侧凸出的安装筒,发热组件设置在安装筒内。一方面有利于发热组件快速对准中框进风口进行组装;另一方面使发热组件被安装筒包围,进而使中框进风口的边缘位于供热出口的外围,有利于热空气顺畅进入中框进风口。
22.在一些实施例中,发热组件包括发热件和套设在发热件外侧的隔热罩,隔热罩朝
向中框进风口的一侧设置有供热出口。
23.在一些实施例中,锅本体的侧壁还设置有多个内锅出风口,多个内锅出风口位于内锅进风口的下方,容纳腔的腔侧壁还包括多个中框出风口,多个中框出风口位于中框进风口的下方。使锅本体中的热空气能够经多个内锅出风口、多个中框出风口排出,实现热空气循环。此外,使多个内锅出风口位于内锅进风口的下方,有利于热空气向内锅底部流动而后经多个内锅出风口排出,有利于热空气均匀分布在内锅中,保证烹饪效果。
24.在一些实施例中,多个内锅出风口和多个中框出风口在水平方向上相互连通的通风面积占多个内锅出风口的开口面积的80%以上。
25.若多个内锅出风口和多个中框出风口在水平方向上相互连通的通风面积过小,则只能有很少的一部分热空气顺畅从多个中框出风口排出,大部分热空气流动过程中阻力较大,无法大幅度提高热空气的循环效率。因此,使多个内锅出风口和多个中框出风口在水平方向上相互连通的通风面积占多个内锅出风口的开口面积的80%以上,使从多个内锅出风口排出的80%以上的热空气均能够继续向前流动而顺畅地经多个中框出风口流出,有利于保证热空气循环效率。
26.在具体应用中,多个内锅出风口和多个中框出风口在水平方向上相互连通的通风面积占多个内锅出风口的开口面积的80%、85%、90%或100%。
27.在一些实施例中,多个内锅出风口和多个中框出风口在水平方向上一一对应分布。有利于多个内锅出风口和多个中框出风口快速找准位置并对正。
28.在一些实施例中,锅本体包括第一内锅侧壁,内锅进风口和多个内锅出风口设置于第一内锅侧壁,容纳腔包括第一腔侧壁,中框进风口和多个中框出风口设置于第一腔侧壁;第一腔侧壁与第一内锅侧壁相平行,第一内锅侧壁与第一腔侧壁的间距的取值范围为0至10mm,或第一腔侧壁与第一内锅侧壁的间距从内锅的顶部方向至内锅的底部方向逐渐增大,多个内锅出风口的中轴线和多个中框出风口的中轴线均沿水平方向延伸。
29.若第一腔侧壁与第一内锅侧壁相平行,例如均竖向延伸,一方面方便加工,另一方面有利于多个内锅出风口和多个中框出风口完全对正,具有更大的通风面积。而且,使第一内锅侧壁与第一腔侧壁的间距l小于10mm,有利于减小烹饪器具的尺寸。
30.若第一腔侧壁与第一内锅侧壁的间距l从内锅的顶部方向至内锅的底部方向逐渐增大,有利于扩大第一腔侧壁和第一内锅侧壁之间的通风空间,即便内锅出风口和中框出风口对正程度不高,也有利于热空气在通风空间内拐弯流动而顺利地进入中框上的中框出风口,能够减小风阻,从而提高热风循环利用率。进一步地,多个第一出风孔的中轴线和多个第二出风孔的中轴线沿水平方向延伸。无论第一腔侧壁为倾斜侧壁,还是第一内锅侧壁为倾斜侧壁,使多个第一出风孔的中轴线和多个第二出风孔的中轴线均沿水平方向延伸,有利于提高通风面积,使大量热空气顺场地经第一出风孔、第二出风孔排出。
附图说明
31.通过下面结合附图对本技术的实施例进行的描述,本技术的上述和其他目的和特点将会变得更加清楚,其中:
32.图1示出了本技术的一个实施例的内锅的结构示意图;
33.图2示出了本技术的一个实施例的内锅的一个剖视示意图;
34.图3示出了本技术的一个实施例的内锅的另一个剖视示意图;
35.图4示出了图3中i处的局部放大示意图;
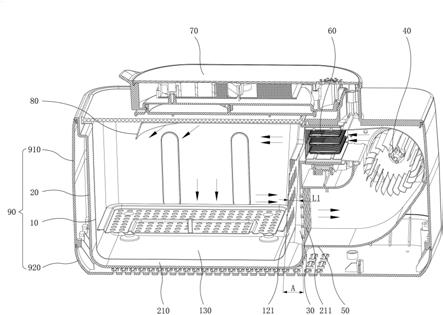
36.图5示出了本技术的一个实施例的烹饪器具的一个剖视示意图;
37.图6示出了本技术的一个实施例的烹饪器具的另一个剖视示意图;
38.图7示出了本技术的一个实施例的中框的结构示意图;
39.图8示出了本技术的一个实施例的中框的剖视示意图;
40.图9示出了本技术的一个实施例的发热组件的结构示意图;
41.图10示出了本技术的一个实施例的烹饪器具的爆炸示意图。
42.附图标号说明:
43.10内锅,110第一内锅侧壁,111内锅进风口,112压边,113内锅出风口,120手柄安装部,130手柄,140翻边结构,
44.20中框,210容纳腔,211第一腔侧壁,212中框进风口,213中框出风口,220安装筒,230手柄避让槽,240支撑台,
45.30发热组件,310发热件,320测温件,330隔热罩,331供热出口,
46.40风机,50导风筒,60锅盖组件,70导风罩,80壳体,810上壳,820 底座。
具体实施方式
47.下面将结合图1至图10描述本技术的一些实施例的内锅10和烹饪器具。然而,本技术可按照许多不同的形式例示并且不应被解释为限于在此阐述的具体实施例。更确切地说,提供这些实施例使得本技术将是彻底的和完整的,并且将要把本技术的范围充分地传达给本领域技术人员。
48.相关技术的空气炸锅中,通常在内锅10的侧壁的上边缘设置u形缺口来通入热空气,并为u形缺口配置翻边结构,一方面避免u形缺口刮伤用户,另一方面方便与内锅10的上边缘周向分布的搭接翻边相连接,以保证外观效果。其中,内锅10能够通过搭接翻边搭设在烹饪器具的中框20内。u形缺口和翻边结构通常拉伸成型,翻边结构的表面极易出现褶皱等缺陷,生产效率低。
49.为解决上述问题,如图1和图2所示,本技术的第一方面实施例提供了一种内锅10。内锅10包括:锅本体,锅本体的侧壁设置有内锅进风口111,内锅进风口111的上边缘低于锅本体的侧壁的上边缘,内锅进风口111的边缘具有向锅本体的外侧翻卷的压边112,压边112与锅本体的侧壁相贴合。
50.本方面实施例提供的内锅10,通过在锅本体的侧壁上设置内锅进风口 111,并使内锅进风口111与锅本体的上边缘具有一定间距,在加工内锅进风口111的过程中,无需拉伸,可冲压切料成型,从而不易在内锅进风口111 处出现表面起皱等缺陷,降低坏品率,从而提高内锅10的生产效率。而且,使内锅进风口111的边缘具有向锅本体的外侧翻卷的压边112,将压边112 压合在锅本体的侧壁上,一方面能够避免内锅进风口111的边缘刮伤用户,另一方面能够提高内锅进风口111的结构强度,避免内锅进风口111处形变,而且,在生产过程中不易表面起皱,表面顺滑无褶皱,外观效果好,生产效率高。
51.需要说明的是,本方面实施例提供的内锅10,可以用于空气炸锅,也可以其他烹饪器具,如压力锅、烤箱等等,不限于空气炸锅。
52.进一步地,如图1和图2所示,内锅进风口111呈矩形,且边角具有圆角。结构简单,有利于与呈长方体的发热组件30相配合。而且有利于通过冲压切料、翻边、压边112形成内锅进风口111,使压边112均匀分布在内锅进风口111的四周,表面顺滑无褶皱。当然,内锅进风口111的形状也可以为圆形、椭圆形等等,能够配合发热组件30的供热出口331即可。
53.若内锅进风口111的上边缘与锅本体的侧壁的上边缘距离过近,二者之间的结构很容易弯曲,甚至断裂。若内锅进风口111的上边缘与锅本体的侧壁的上边缘的距离过远,会使内锅进风口111的高度较低,很可能直接向内锅10中的食材吹热风,导致食材靠近内锅进风口111的一侧温度过高,而相背的一侧温度较低,影响食材受热均匀性。因此,在一些实施例中,如图3 和图4所示,使内锅进风口111的上边缘与锅本体的侧壁的上边缘的间距w1 在3mm至10mm之间,可保证锅本体的结构强度,有利于内锅10中食材均匀受热,而且避免了内锅进风口111和内锅出风口113距离较近而导致食材未充分加热即流出。
54.在具体应用中,锅进风口的上边缘与锅本体的侧壁的上边缘的间距w1 为3mm、5mm、8mm或10mm。
55.为避免向上翻卷的压边112在锅本体的高度方向上凸出于锅本体的上边缘,保证产品外观效果,使压边112在锅本体的高度方向上的长度w2小于内锅进风口111的上边缘与锅本体的侧壁的上边缘的间距w1。
56.若压边112在锅本体的高度方向上的长度w2较短,不易成型。若压边112 在锅本体的高度方向上的长度w2较长,会浪费材料,增加成本。因此,在一些实施例中,如图3和图4所示,使压边112在锅本体的高度方向上的长度w2在1mm至5mm之间,节省材料,节约成本,而且,不易出现褶皱情况。
57.在具体应用中,压边112在锅本体的高度方向上的长度w2为1mm、3mm 或5mm。
58.如图5和图6所示,本技术的第二方面实施例提供了一种烹饪器具,烹饪器具包括:中框20,中框20具有容纳腔210,容纳腔210的腔侧壁设置有中框进风口212;如上述技术方案中任一项的内锅10,内锅10设置在容纳腔210内;发热组件30,发热组件30对应于中框进风口212设置在中框20 的外侧,发热组件30具有供热出口331,供热出口331经中框进风口212连通内锅进风口111。
59.本方面实施例提供的烹饪器具,由于具有上述任一实施例的内锅10,进而具有上述任一实施例的有益效果,在此不一一赘述。此外,将内锅10放置在中框20的容纳腔210内,使内锅进风口111连通中框进风口212,再连通位于中框进风口212一侧的发热组件30的供热出口331,有利于发热组件30 加热后的热空气经供热出口331、中框进风口212和内锅进风口111进入内锅10中,实现对食材的加热。
60.为保证热空气顺畅进入内锅10中,在一些实施例中,内锅进风口111的下边缘不高于供热出口331的下边缘,内锅进风口111的上边缘不低于供热出口331的下边缘。内锅进风口111相对分布的两个侧边缘与供热出口331 相对分布的两个侧边缘在水平方向上相平齐,或位于供热出口331相对分布的两个侧边缘的外侧。
61.在这些实施例中,沿热空气的流动方向,具体为从发热组件30所在方向至内锅10所在方向,使内锅进风口111的上边缘、下边缘和左右边缘均不会对供热出口331进行遮挡,有利于使热空气充分、顺畅地进入内锅10中。
62.进一步地,中框进风口212的下边缘不高于内锅进风口111的下边缘,中框进风口
212的上边缘不低于内锅进风口111的上边缘;中框进风口212 相对分布的两个侧边缘与内锅进风口111相对分布的两个侧边缘在水平方向上相平齐或位于内锅进风口111相对分布的两个侧边缘的外侧。沿热空气的流动方向,使中框进风口212的上边缘、下边缘和左右边缘均不会对内锅进风口111进行遮挡,并不会干涉热空气充分流向内锅进风口111,有利于热空气顺畅地进入内锅10中。
63.作为示例,内锅进风口111、中框进风口212和供热出口331在水平方向上相对分布。也即内锅进风口111的中心、中框进风口212的中心和供热出口331的中心位于同一水平面上,有利于保证热空气大致沿水平方向流动能够顺畅流入内锅10中。中框进风口212的宽度大于等于内锅进风口111的宽度,中框进风口212的高度大于等于内锅进风口111的高度;如图1、图6 和图9所示,内锅进风口111的高度l1大于等于供热出口331的高度l2,内锅进风口111的宽度l3大于等于供热出口331的宽度l4。使得中框进风口212和内锅进风口111并不会遮挡供热出口331的边缘,对热空气进行阻碍,有利于热空气顺利进入内锅10中,保证加热效率。
64.对于发热组件30的安装位置,如图5所示,在一些实施例中,中框进风口212的边缘具有向容纳腔210的外侧凸出的安装筒220,发热组件30设置在安装筒220内。一方面有利于发热组件30快速对准中框进风口212进行组装;另一方面使发热组件30被安装筒220包围,进而使中框进风口212的边缘位于供热出口331的外围,有利于热空气顺畅进入中框进风口212。
65.对于发热组件30的结构,在一些实施例中,如图9和图10所示,发热组件30包括发热件310和套设在发热件310外侧的隔热罩330,隔热罩330 朝向中框进风口212的一侧设置有供热出口331。
66.进一步地,供热出口331内设置格栅。
67.在具体应用中,发热件310可以为发热丝。
68.在具体应用中,如图10所示,发热组件30还包括测温件320,通过测温件320检测发热件310的发热温度,便于烹饪器具的控制器根据发热温度控制发热组件30的启停等等。
69.为保证热空气循环,在一些实施例中,如图1、图7和图8所示,锅本体的侧壁还设置有多个内锅出风口113,多个内锅出风口113位于内锅进风口111的下方,容纳腔210的腔侧壁还包括多个中框出风口213,多个中框出风口213位于中框进风口212的下方。使锅本体中的热空气能够经多个内锅出风口113、多个中框出风口213排出,实现热空气循环。此外,使多个内锅出风口113位于内锅进风口111的下方,有利于热空气向内锅10底部流动而后经多个内锅出风口113排出,有利于热空气均匀分布在内锅10中,保证烹饪效果。
70.若多个内锅出风口113和多个中框出风口213在水平方向上相互连通的通风面积过小,则只能有很少的一部分热空气顺畅从多个中框出风口213排出,大部分热空气流动过程中阻力较大,无法大幅度提高热空气的循环效率。因此,在一些实施例中,使多个内锅出风口113和多个中框出风口213在水平方向上相互连通的通风面积占多个内锅出风口113的开口面积的80%以上,使从多个内锅出风口113排出的80%以上的热空气均能够继续向前流动而顺畅地经多个中框出风口213流出,有利于保证热空气循环效率。
71.在具体应用中,多个内锅出风口113和多个中框出风口213在水平方向上相互连通的通风面积占多个内锅出风口113的开口面积的80%、85%、90%或100%。
72.需要说明的是,这里多个内锅出风口113和多个中框出风口213在水平方向上相互连通的通风面积,指多个内锅出风口113在一铅锤面上的正投影中部所围成的空心区域,和多个中框出风口213在该铅锤面上的正投影中部所围成的空心区域,两个空心区域的重叠面面积,即为上述通风面积,并且该铅锤面除沿铅锤方向延伸外,还沿烹饪器具的宽度方向延伸。具体参见图3 中的宽度方向即为烹饪器具的宽度方向。
73.具体而言,多个内锅出风口113和多个中框出风口213正对,二者开口面积相同,从而多个内锅出风口113和多个中框出风口213在水平方向上相互连通的通风面积占多个内锅出风口113的开口面积的100%。
74.在一些实施例中,多个内锅出风口113和多个中框出风口213在水平方向上一一对应分布。有利于多个内锅出风口113和多个中框出风口213快速找准位置并对正。
75.在一些实施例中,多个内锅出风口113的开口面积大于多个中框出风口 213的开口面积。通常情况下,内锅10和中框20之间会留有一定的间隙,该间隙空间比多个内锅出风口113的孔内空间大。因此,使多个内锅出风口113 的开口面积大于多个中框出风口213的开口面积,有利于内锅10中的热空气快速流出到内锅10和中框20之间的间隙中,有利于加快热空气循环效率,从而提高烹饪效果。
76.在一些实施例中,多个内锅出风口113的形状和多个中框出风口213的形状相同。可减小中框出风口213四周的孔壁对从内锅出风口113流出的热空气阻挡的几率,有利于减小风阻。
77.进一步地,多个内锅出风口113的形状为带圆角的矩形、圆形或椭圆形。
78.在一些实施例中,如图5和图6所示,锅本体包括第一内锅侧壁110,内锅进风口111和多个内锅出风口113设置于第一内锅侧壁110,容纳腔210 包括第一腔侧壁211,中框进风口212和多个中框出风口213设置于第一腔侧壁211;第一腔侧壁211与第一内锅侧壁110相平行,第一内锅侧壁110 与第一腔侧壁211的间距的取值范围为0至10mm,或第一腔侧壁211与第一内锅侧壁110的间距从内锅10的顶部方向至内锅10的底部方向逐渐增大,多个内锅出风口113的中轴线和多个中框出风口213的中轴线均沿水平方向延伸。
79.若第一腔侧壁211与第一内锅侧壁110相平行,例如均竖向延伸,一方面方便加工,另一方面有利于多个内锅出风口113和多个中框出风口213完全对正,具有更大的通风面积。而且,使第一内锅侧壁110与第一腔侧壁211 的间距小于10mm,有利于减小烹饪器具的尺寸。
80.若第一腔侧壁211与第一内锅侧壁110的间距从内锅10的顶部方向至内锅10的底部方向逐渐增大,有利于扩大第一腔侧壁211和第一内锅侧壁110 之间的通风空间,即便内锅出风口113和中框出风口213对正程度不高,也有利于热空气在通风空间内拐弯流动而顺利地进入中框20上的中框出风口 213,能够减小风阻,从而提高热风循环利用率。进一步地,多个第一出风孔的中轴线和多个第二出风孔的中轴线沿水平方向延伸。无论第一腔侧壁211 为倾斜侧壁,还是第一内锅侧壁110为倾斜侧壁,使多个第一出风孔的中轴线和多个第二出风孔的中轴线均沿水平方向延伸,有利于提高通风面积,使大量热空气顺场地经第一出风孔、第二出风孔排出。
81.在一些实施例中,如图5和图6所示,烹饪器具还包括风机40和导风筒 50,发热组件30设置在中框进风口212和风机40的出风孔之间,导风筒50 连通多个中框出风口213和
风机40的进风孔。风机40将空气送至发热组件30 加热形成热空气后,经中框进风口212、内锅进风口111送入内锅10中加热食材,而后经内锅出风口113、中框出风口213、导风筒50回流至风机40内,实现热风循环。
82.在具体应用中,风机40为横流风机。
83.在一些实施例中,如图1和图7所示,锅本体的侧壁的上边缘设置有翻边结构140,容纳腔210的腔侧壁上设置有支撑台240,翻边结构140搭设在支撑台240上。内锅10放置平稳方便。
84.在一些实施例中,如图10所示,内锅10还包括两个手柄130,相对分布在锅本体的侧壁的顶部,中框20的上边缘对应于手柄130的位置设置有手柄避让槽230,手柄130插入所述手柄避让槽230。方便用户握持手柄130而取放内锅10。
85.在具体应用中,手柄130与锅本体侧壁螺纹连接。锅本体的侧壁上设置有手柄安装部120,如螺纹孔或通孔,螺丝穿过手柄130插入到手柄安装部120 中。
86.在一些实施例中,如图5和图6所示,烹饪器具还包括壳体80、锅盖组件60和导风罩70,壳体80包括上壳810和底座820,底座820位于上壳810 的底部,锅盖组件60盖合在上壳810的顶部,中框20设置在壳体80中,导风罩70设置在锅盖组件60的底部,并位于发热组件30靠近内锅10的一侧,用于将热空气导向内锅10的底部。
87.在一些实施例中,烹饪器具为空气炸锅、压力锅、烤箱等等。
88.需要说明的是,本技术实施例中所描述的“上”、“下”、“左”、“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要解释的是,当提到一个元件连接另一个元件时,既可以是直接连接,也可以是间接连接,除非明确说明一个元件直接连接到另一个元件。
89.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开的描述中,除非另有说明,“多个”的含义是两个或两个以上。
90.面对本技术的具体实施方式进行了详细描述,虽然已表示和描述了一些实施例,但本领域技术人员应该理解,在不脱离由权利要求及其等同物限定其范围的本技术的原理和精神的情况下,可以对这些实施例进行修改和完善例如,可以对不同实施例中描述的不同特征进行组合,这些修改和完善也应在本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。