1.本发明属于提供冷却润滑流体的设备,具体为一种电子油泵。
背景技术:
2.随着汽车行业的快速发展,车辆更注重安全、可靠及环保节能指标。机械油泵一般由发动机或者主驱电机带动,无法实现自主调速节能。在此环境下可无级调速的电子油泵应运而生;相对机械油泵而言,电子油泵自带控制单元,能够按需供给流量和油压,减少能源浪费。
3.现有电子油泵设计分为以下两大类:1、通过油封进行油路隔离,电机部分为非油液区域;此方案存在几大问题点:a、油封可靠性难以保证;b、因电机腔为非油液区,故必须增加滚动轴承对电机转子单元进行支撑,因轴承的存在,产品在噪音方面表面较差;c、滚动轴承制造成本高。2、通过静密封方式进行油路隔离,电机定转子单元与控制器之间设计隔离板,仅控制器部分为非油液区域。如下专利:cn109424539a。
4.该方案因考虑磁钢的耐油性,磁钢采用注塑成型,(但方案存在以下两个缺陷:1、磁钢成本极高,该方案虽然解决了油封可靠性问题,但转子制造工艺复杂,且注塑过程回料浪费很多(回料不允许二次使用),故生产成本极高;2、该方案将电机整体浸泡在油液区域,故对漆包线的耐油性以及线圈与控制器之间的密封性有极高要求。要满足这两点也是需要特殊处理的漆包线及点胶等工艺对电机端子与控制器之间进行密封,价格增加的同时也存在胶水可靠性寿命的问题。
5.同时,现有市场上的油泵还存在如下问题。
6.问题1:润滑油因高温与低温下黏度差异较大,为几十至百倍,因此油泵在低温环境工况下需要的驱动扭矩也是高温的几十倍,在设计初衷,要么做成低功率,但不满足低温启动。要么做成高功率,满足低温启动,但由此使油泵体积庞大,占用整车空间,且整体呈现笨重状态;同时由此造成噪音高、振动大、成本高等问题,严重影响客户体验。
7.问题2:因为无准确油温输入,故电子油泵控制策略会发生偏移,比如误报错误工况,导致油泵超需求高负荷运行。无准确输入原因:现有油泵几种油温输入方式:a、由整车传感器采集后输入至油泵。但存在以下缺陷:整车采集并输入信号处理,成本极高,且检测位置不同,因此实际温度误差大;b、由ecu根据标定数据及实时数据计算油温提供给电子油泵,但此方案油温信号误差大。
8.现有专利中(cn111033036a)中有温度传感器,但该产品在油路循环中,将电机转子及电机定子单元整体浸泡,且检测方式为直接检测定子区间温度,且油泵工作时发热量最高的部分为电机线圈,因此对油温影响较大,检测结果准确度不高,油泵仍未按照真实所需工作,此方案仍需要进一步的优化。
9.因此,市场急需一种体积小、噪音低、可靠性高、制造成本低且高效的电子油泵。
技术实现要素:
10.本发明的目的在于:本发明提供了一种电子油泵,解决了现有油泵制造成本高、噪音高、可靠性差的问题。
11.本发明采用静态密封方式,油液隔离区域设置在电机定子单元与电机转子单元之间,避免油封泄漏的风险。但同时,采用了和现有方案完全不同的密封结构,即只将电机转子部分放置在油液区域,定子部分放置在非油液区域,一方面避免了漆包线的耐油性问题,另一方面解决了电机端子与控制器之间的密封问题,现方案无需对控制器部分密封。同时,转子采用了粘接磁工艺,该方案的优势在于:相比注塑磁,回料浪费非常低。且工艺简单,制造成本极低,且表磁能做到注塑磁的1.2-1.6倍(表磁越高,表面相同功率下电机体积越小)。且该方案为各向同性,无需导磁铁芯,重量更轻。
12.本发明目的通过下述技术方案来实现:
13.一种电子油泵,包括外壳、电机定子单元和电机转子单元,外壳内形成壳体内腔,壳体内腔内设有外部的电机定子单元和内部的电机转子单元,电机定子单元为u形截面结构,电机定子单元的内部为油液区域,电机定子单元的外部为非油液区域。
14.进一步的,还包括泵头、后盖、泵转子单元、电控板单元和转轴,外壳的上部与泵头连接,外壳的下部与后盖连接,外壳与泵头之间形成泵头内腔,外壳与后盖之间形成壳体内腔,泵头内腔内设有泵转子单元,壳体内腔内设有电控板单元,泵转子单元通过转轴与电机转子单元连接。
15.进一步的,所述的外壳上设有滑动轴承部,转轴设在滑动轴承部上,滑动轴承部的内侧前半段及上端面上设有集油环槽,集油环槽与泵头内腔连通。
16.进一步的,所述的外壳上设有与泵头相对的配合圆环。
17.进一步的,所述的外壳上设有与泵头相对的凹槽。
18.进一步的,所述的外壳上设有与滑动轴承部连接的加强筋。
19.进一步的,所述的外壳上设有止口,电控板单元与止口相对配合。
20.进一步的,所述的泵头上设有进油口、回油孔和出油口,进油口与泵头内腔连通,泵头内腔通过外壳与转轴之间的间隙与壳体内腔连通,壳体内腔与通过转轴的空心腔与回油孔连通,回油孔与进油口连通。
21.进一步的,所述的后盖的透气孔上设有防水透气膜,防水透气膜外部带有一圈凸起,凸起中开有缺口与中间透气孔形成圆周交叉布置。
22.进一步的,所述的电机定子单元与外壳之间设有定子密封圈。
23.进一步的,所述的电机定子单元包括u形截面的定子注塑体和环装的电机定子单元环,定子注塑体的内部设有电机定子单元环。
24.进一步的,所述的电机定子单元环包括若干围成环形的定子叠片。
25.进一步的,所述的定子叠片包括外圈、柱体和内圈,外圈通过柱体与内圈连接,线圈绕设在外圈与内圈之间的柱体上。
26.进一步的,所述的外圈的外侧设有拼圆槽和绝缘骨架,外圈的内侧设有固线槽。
27.进一步的,所述的定子注塑体的底部设有与传感器相对的内凹槽。
28.进一步的,所述的定子注塑体的底部设有定位凸台。
29.进一步的,所述的电机转子单元包括h形截面的转子注塑体和环装的磁铁,转子注
塑体的外侧内部设有磁铁。
30.进一步的,所述的转轴与电机转子单元的连接端设有滚花结构。
31.进一步的,所述的转子注塑体与磁铁之间通过防转结构卡设配合。
32.进一步的,所述的转子注塑体的内部设有径向布置的筋条,筋条之间形成镂空结构。
33.进一步的,所述的电控板单元上设有伸入电机定子单元中部的温度传感器和位置传感器。
34.本发明的有益效果:
35.1、通过注塑体及u型腔体顶部密封圈进行油路隔离,可靠性相比传统油封或点胶方案更高;采用滑动轴承替代深沟球轴承噪音更低;转子单元因采用粘接磁环方式,取消内部导磁环,重量更轻,且表磁更高,能达到更高的功率密度,即相同功率体积更小;因内置位置传感器及温度传感器,能适应所有低温工况,且能实时反馈真实油温,与整车标定更为紧密,真正实现按需供给的目标,有效降低能源浪费。
36.2、电机定子单元因采用整体拼圆,一方面线圈的槽满率可以做到更高,(最大约内绕式2倍),即功率密度更高;另一方面,定子槽口无需考虑绕线空间,故能做到更小,因此所带来的齿槽扭矩更低,即转速稳定性更好,噪音更低。
37.3、拼圆槽使得定子拼圆时同轴度及圆度控制更为精确,同时绝缘骨架保证了漆包线线头批量生产的一致性。
38.4、整体设有油路循环,通过轴的空心腔至泵头中的回油孔流出,由此能有效带走电机工作时产生的热量,更快达到温度平衡;延长控制器的寿命。
39.5、粘接磁环为各向同性,即充磁时内部无需导磁环,因此内部仅需用塑料结构即可,大大减轻了产品重量,且该方案表磁更高,功率密度更大。
40.6、有利于转子单元整体一次注塑成型,且无压装等制造工艺,大大降低了制造成本。
41.7、对泵转子单元轴向固定形成定位,减去了深沟球轴承结构。
42.8、一方面集油环槽对滑动轴承内形成了强制润滑的作用,另一方面,后端止口对电控板单元形成支撑及接地的作用,减去了电控板单元支撑板。
43.9、采用外置式温度传感器,有效避免了温度传感器与注塑体之间密封失效的问题;同时将位置传感器置于转子内圈,减少了霍尔磁环的使用,减少空间的同时大大降低了制造成本。
44.10、防水透气膜保证高低温变化时,因内部气体变化产生的凝露,有效保证电控板单元的寿命。
45.前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本发明所要保护的技术方案,在此不做穷举。
附图说明
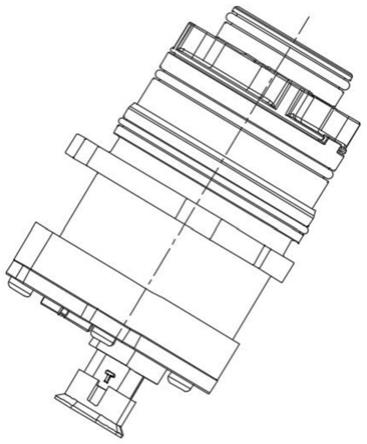
46.图1是本发明的结构外观图。
47.图2是本发明的结构剖视图。
48.图3是本发明的油路循环图。
49.图4是本发明泵头的结构俯视图。
50.图5是本发明泵头的结构主视图。
51.图6是本发明电机转子单元的结构主视图。
52.图7是本发明转轴的结构主视图。
53.图8是本发明电机转子单元的结构俯视图。
54.图9是本发明磁铁的结构轴侧图。
55.图10是本发明电机定子单元的结构主视图。
56.图11是本发明电机定子单元的结构俯视图。
57.图12是本发明电机定子单元的结构仰视图。
58.图13是本发明定子叠片的结构俯视图。
59.图14是本发明定子叠片的结构主视图。
60.图15是本发明定子叠片拼圆后的结构示意图。
61.图16是本发明后盖的结构主视图。
62.图17是本发明后盖的结构俯视图。
63.图18是本发明外壳的结构主视图。
64.图19是本发明外壳的结构俯视图。
65.图20是本发明电控板单元的结构轴侧图。
66.图中:1-外壳,2-泵头,3-后盖,4-电机定子单元,5-泵转子单元,6-电机转子单元,7-电控板单元,8-转轴;11-滑动轴承部,12-壳体内腔,13-集油环槽,14-配合圆环,15-凹槽,16-加强筋,17-止口;21-泵头内腔,22-进油口,23-回油孔,24-出油口;31-防水透气膜;41-定子密封圈,42-定子叠片,421-外圈,422-柱体,423-内圈,43-内凹槽,44-定子注塑体,45-定位凸台,46-拼圆槽,47-固线槽,48-绝缘骨架;61-转子注塑体,62-磁铁,63-防转结构,64-镂空结构,65-筋条,66-注塑定位孔;71-温度传感器,72-位置传感器,73-引脚固定架;81-空心腔,82-滚花结构。
具体实施方式
67.下列非限制性实施例用于说明本发明。
68.实施例1:
69.参考图1~图20所示,一种电子油泵,包括外壳1、泵头2、后盖3、电机定子单元4、泵转子单元5、电机转子单元6、电控板单元7和转轴8。
70.外壳1的上部与泵头2连接,外壳1与泵头2之间形成泵头内腔21,泵头内腔21内设有泵转子单元5。外壳1的下部与后盖3连接,外壳1与后盖3之间形成壳体内腔12,壳体内腔12内设有电机定子单元4、电机转子单元6和电控板单元7。
71.电机定子单元4为u形截面结构,电机转子单元6位于电机定子单元4的中部,电机定子单元4的内部为油液区域,电机定子单元4的外部为非油液区域。电控板单元7位于电机定子单元4和电机转子单元6的下部。
72.泵转子单元5通过转轴8与电机转子单元6连接,外壳1上设有滑动轴承部11,转轴8
设在滑动轴承部11上。滑动轴承结构替换传统的深沟球轴承,因是滑动轴承,转轴轴向无固定,所以泵头部分中的泵转子单元与转轴直径形成紧配合,充当定位角色。
73.外壳1上设有与泵头2相对的配合圆环14,通过机加时保证该配合圆环内圈与外壳的同轴度,以此保证泵头与外壳之间的同轴度。外壳1上设有与泵头2相对的凹槽15。凹槽为在外壳与泵头配合的平面上开设的部分凹槽,该凹槽目的是保证压铸件壁厚的一致性,防止过后造成缩水或气孔导致该处泄漏。
74.为了保证轴承部的结构强度,在轴承部外圈加有一圈加强筋,加强筋16位于外壳1上并与滑动轴承部11连接,保证轴承部的可靠性。外壳1的底部开设有止口17,电控板单元7与止口17相对配合,止口用于放置电控板单元7,电控板单元优选为pcba,止口减去了控制器放置板,使pcba直接通过外壳接地。
75.泵头2上设有进油口22、回油孔23和出油口24,进出油口之间有密封装置,进油口22与泵头内腔21连通,泵头内腔21通过外壳1与转轴8)之间的间隙与壳体内腔12连通,壳体内腔12与通过转轴8的空心腔81与回油孔23连通,回油孔23与进油口22连通,进油口有吸引力,便于形成油路循环。
76.滑动轴承部11的内侧前半段及上端面上设有集油环槽13,集油环槽13与泵头内腔21连通。
77.本发明在内部设有整条油路循环线,在外壳对应出油区域的高压区开有集油环槽,集油环槽位于滑动轴承内侧,通过高压强制将油液压入外壳的轴承部内,与轴之间形成润滑油膜,避免轴与外壳之间出现干摩擦。
78.转轴设计为空心轴,轴上端对应泵盖中心,与出油口导通,因出油口为负压区,因此整个油路循环两端分别为高压与负压,以此满足油液形成循环。有效润滑的同时也能带走电机工作时产生的热量,同时还有效避免了因油液不循环而采集不准确的问题。
79.后盖3的透气孔上贴有防水透气膜31,以此保证温度变化内部无凝露产生。防水透气膜31外部带有一圈凸起,凸起中开有缺口与中间透气孔形成圆周交叉布置,以此保证在洗车或其他工况下高压水对透气膜的直接冲击。
80.电机定子单元4包括u形截面的定子注塑体44,定子注塑体44的内部设有电机定子单元环,电机定子单元环的上下端均设有绝缘骨架48,绝缘骨架48内设有漆包线。电机定子单元4在线圈绕制完成后,再次径向二次注塑形成定子注塑体44,注塑的目的是将定子内部形成油路腔体,防止油液泄漏到线圈及控制器部分,同时在定子顶部增加定子密封圈41,定子密封圈41位于电机定子单元4与外壳1之间,通过定子密封圈保证油路与非油路之间的有效隔绝。
81.二次注塑的优势在于,可以成型常规机加无法实现的复杂结构,比如本发明中,二次注塑集合了以下几个功能:1、密封槽(放置密封圈,与外壳贴合,保证油区和非油区分区结合处的密封);2、定子叠片内圈整体包裹,即将定子叠片与油液隔开;3、后端形成u型结构,u型底部有仿型内置凹槽,凹槽放置温度传感器及位置传感器;4、底部设有定位凸台,用于pcba装配定位,装配后通过热铆等方式将定位柱铆为蘑菇状,对pcba形成完全紧固。
82.电机定子单元环包括若干围成环形的定子叠片42,定子叠片42包括外圈421、柱体422和内圈423,外圈421通过柱体422与内圈423连接,线圈绕设在外圈421与内圈423之间的柱体422上。
83.定子叠片采用分块式设计,一方面在冲压时排布更为省料,传统定子为一体式,冲压时排版需用整块钢板,槽口部分全为废料,材料利用率低,导致零件价格高昂。而分块式则采用直线错位排布,材料利用率大大提高。
84.同时,在绕线时,因为考虑线嘴的空间,内绕式需要开约线径的2-3倍槽口,且槽满率很低。而分块式定子的优势在于每槽单独绕制,无需考虑线嘴空间,故槽口可以做到很低,槽满率可以做到很高。这两点的好处在于,槽口小,相对应的齿槽扭矩也小,而齿槽扭矩直接影响电机转速稳定性,稳定性更高相应的噪音及更低。而槽满率直接决定了整体空间的大小,该方案有利于做成更高的功率密度。
85.外圈421的外侧设有拼圆槽46和绝缘骨架48,外圈421的内侧设有固线槽47,一方面用于绕线时定位,有利于线圈绕制的一致性,另一方面该特征用于绕制完成后拼圆使用,有利于保证拼圆的圆度及定子叠片的内外径同轴度。
86.定子注塑体44的底部设有与传感器相对的内凹槽43。在后端通过位置传感器内置在转子内圈,直接检测转子自身磁场,取消了传统霍尔磁环,在保证适用低温工况的同时还使得空间体积更小,制造成本也极低。后端集成温度传感器,通过外置非接触式布置,一方面解决密封失效难题,另一方面解决油泵与整车的标定难题,实现真正意义上的按需供给。定子注塑体44的底部设有定位凸台45。
87.电机转子单元也采用二次注塑的方法整体包裹,由此可降低转子部分的重量。电机转子单元6包括h形截面的转子注塑体61,转子注塑体61的外侧内部设有磁铁62。
88.传统电机转子采用的磁钢有两种:注塑和烧结。而粘接类磁铁也有,主要应用于位置感应,因该类磁钢强度较低,耐油性较差。而现方案则采用了粘接类磁钢替代传统磁钢,通过外围注塑包裹的方案解决了强度低和耐油性差的问题。此方案优势在于:表磁远高于注塑磁,接近烧结磁,但价格远低于二者。且该方案无取向性,即无需转子铁芯,自身重量大大降低,且动平衡优良,对于油泵来说,无论是价格、尺寸、还是控制响应速度都是最优方案。
89.同理,因无转子铁芯,注塑的可塑造性结构相对更多。本转子采用了h型结构,且中间部位为镂空状。h型的优势在于:顶部可以使轴承部内嵌在h型内,底部用于放置温度传感器与位置传感器,有效降低产品轴向尺寸。同时也正是由于该方案磁钢的无取向性,使得磁钢内圈与外圈表磁一致,便于霍尔磁钢的感应,因此省去了额外增加霍尔感应磁钢的成本。而中间中空的部位一方面是为了减少用料,另一方面是为了减少注塑壁厚,防止过度变形。
90.为了保证转轴与塑料之间的有效结合,转轴8与电机转子单元6的连接端设有滚花结构82,以此增加轴的打滑扭矩。转子注塑体61与磁铁62之间通过防转结构63卡设配合。转子注塑体61的内部设有径向布置的筋条65,筋条65之间形成镂空结构64。同理,在磁环的端面内部也做有同样增加扭矩的凹陷特征。
91.为了满足将转轴、磁环两者通过一次性注塑成型,减少二次注塑的工艺成本,在磁环的两端面各开有数个注塑定位孔66,用于注塑时对磁环进行轴向定位。
92.电控板单元7上设有伸入电机定子单元4中部的传感器,传感器包括温度传感器71和位置传感器72。本发明在pcba上集成有温度传感器和位置传感器,两种传感器均采用长引脚非贴片式。左右底部的引脚固定架73一方面增加引脚强度,另一方面是传感器位置更精确。两种传感器通过pcba贴片时进行焊接,装配时在定子的放置槽内填充导热固定胶,然
后将传感器埋置在内,以此杜绝振动带来的引脚断裂风险。
93.前述本发明基本例及其各进一步选择例可以自由组合以形成多个实施例,均为本发明可采用并要求保护的实施例。本发明方案中,各选择例,与其他任何基本例和选择例都可以进行任意组合。
94.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。