1.本发明涉及一种用于通过将由成组的单个包装件(特别是液体容器)所构成的包装复合件包入到由包装材料构成的坯料中的方式由单个包装件形成集束件的设备及方法。
背景技术:
2.用于将被组合为包装复合件的单个包装件组(譬如饮料罐、瓶、饮料纸盒等)包装到由可收缩的薄膜材料构成的剪裁件/坯料(zuschnitt)中的设备和方法由现有技术(譬如de 10 2008 052 633 a1)已经以多种多样的构造方案公开。限定数量的单个包装件以预先确定的方式成组并接下来在输送方向上在形成薄膜包封的情况下被包入到薄膜坯料中。为了形成全面封闭的薄膜包封,接下来借助于折叠单元将两侧在侧向上从所述包装复合件上方突出的折叠贴片在侧向上贴靠到所述包装复合件上。然后,通过接下来收缩薄膜,产生被构造成稳定包装单元的集束件,这些单个包装件相对彼此固定在该集束件中。
3.塑料包装的使用从生态视角来看受到越来越多的批判。这特别是涉及到那些不可重复使用的薄膜包装,正如上述这种设备和方法制作的集束件的情况一样。因为所使用的塑料薄膜通常也不会再以有意义的方式再利用,因而塑料薄膜被用于制造集束件从环境技术的视角来看被视作十分不利。
4.然而,从这点出发使用由环保材料构成的包装材料坯料来制造集束件具有以下弊端:如果缺乏使用塑料薄膜进行起到确保围绕包装复合件紧密贴靠作用的收缩进程,那么使用由替换材料构成的包装材料坯料制造的集束件会稳定性不足。这又只能通过包装件自身具有更高的稳定性来实现,正如已知使用牛皮纸箱的情况那样,但这会导致材料投入很大。
技术实现要素:
5.从这点出发,本发明的任务在于,提出这样的设备和方法,其能够实现在使用不可收缩的包装材料的情况下制造出被构造成稳定包装单元的集束件。本发明通过根据权利要求1的设备和根据权利要求18的方法解决该任务。根据本发明的设备的有利的拓展方案在权利要求2至17中给出,并且根据本发明的方法的有利的拓展方案在从属权利要求19至21中给出。权利要求中包含的特征或特征组合应被解释为说明书的组成部分。
6.根据本发明涉及用于通过由单个包装件构成的集束件形成包装复合件的设备,其特征在于,设有牵拉单元,所述牵拉单元能够与由纸材料构成的坯料接合并且使所述坯料的后端部至少暂时地逆着所述包装复合件的输送方向地朝向所述坯料的前端部预张紧。下文中也将由纸材料构成的坯料称为纸坯料。
7.借助根据本发明的设备的包裹单元将由成组的单个包装件构成的包装复合件包入到由纸材料构成的(或形成的)坯料中,其中,所述坯料的后端部在所述包装复合件的由所述输送单元预给定的输送方向上被引导围绕所述包装复合件并贴靠到所述坯料的前端部上。为了制造集束件,该集束件被构造成稳定包装单元,在该集束件中,单个包装件通过
包装被固定在它们彼此相对的位置中,根据本发明的设备具有牵拉单元,所述牵拉单元使所述坯料的经翻边的后端部至少暂时地逆着所述包装复合件的由所述输送单元预给定的输送方向地朝向所述坯料的前端部预张紧。限定的预张紧确保所述坯料在由所述输送方向预给定的周向方向上紧密地贴靠在所述包装复合件上,这是制造稳定的集束件的前提条件。这种预张紧避免了单个包装件与坯料之间的区域中影响稳定性的空隙。在此,通过所述牵拉单元制造这种预张紧,既能够通过主动地将经翻边的后端部逆着所述输送方向朝向所述前端部移动来引起,也能够通过将环绕的后端部仅暂时地点紧固来引起,其中,这种预张紧于是由通过所述输送单元所引起的、所述包装复合件沿输送平面的移动来造成。
8.由此,根据本发明的设备允许在不使用塑料薄膜的情况下制造稳定的集束件。通过所述牵拉单元可引起所述坯料的经限定的预张紧,这种预张紧足以用来借助如此预张紧的纸坯料使单个包装件固定在它们彼此相对的位置中。
9.优选地,单个包装件分别至少部分地以由单个包装件待接收的对象(譬如液体)被填充。换言之,单个包装件优选涉及至少部分填充的包装。
10.液体容器在本发明中应被理解为用于饮料和液态食物的已知的初始包装(譬如特别是瓶、罐、杯以及袋包装或具有或不具有喷口的立方体纸盒包装)。这些液体容器可由一种或多种已知的材料(譬如玻璃、塑料、金属或纸盒)构成。
11.有利地,所述包装复合件在输送经过所述包裹单元时以该包装复合件的下侧至少部分地承放在所述纸坯料的前端部上,从而使得所述纸坯料的前端部在所述包装复合件输送经过所述包裹单元时布置在所述包装复合件的下侧与输送平面之间。
12.所述牵拉单元在所述设备上的布置能够以任意方式进行,只要确保了所述后端部在所述纸坯料张紧的情况下贴靠到所述前端部上即可。在此,根据本发明的一种特别有利的构造方案设置,所述牵拉单元布置成与所述输送单元的背离所述包装复合件的一侧相邻。
13.根据本发明的这种改造方案,在通过所述输送单元的输送带预给定的输送平面下方将所述牵拉单元对置于所述输送单元布置,所述输送单元譬如在输送带上使所述包装复合件部分地或全面地以直立的方式输送经过所述包裹单元。
14.视描述方式的不同,在本发明中,输送带应被理解为任意传送器件或者应被理解为在输送方向上或横向于输送方向布置的多个传送器件,所述传送器件适用于具有或不具有位于其下方的载体元件(譬如托盘、纸板坯料等)在输送方向上传送由单个包装件构成的组。
15.在此,所述纸坯料的前端部与后端部的贴靠(参照使用位置)在成组的单个包装件的下侧上进行,这些成组的单个包装件特别优选地布置在基底(譬如纸板托盘上)。将所述前端部充分地、位置固定地定位,这在必要情况下已由单个包装件的自身重量造成,这些单个包装件将所述前端部以夹持的方式固定在所述输送带与所述包装复合件之间的区域中。补充地,能够借助于粘接剂将所述前端部紧固在所述包装复合件的下侧上。然后,通过与将所述包装复合件包裹的坯料的后端部处于接合状态的牵拉单元能够以舒适的方式将对于紧密贴靠而言充足的张力施加到所述纸坯料上,从而使得该纸坯料在所述包装复合件的与输送方向相符的周向方向上紧密地贴靠在所述包装复合件上。然后,所述纸坯料的后端部可在保持充足的预张紧的情况下被紧固在成组的单个包装件的下侧上,优选在纸坯料的下
侧上。
16.将所述纸坯料的后端部的区域这样地导入到所述牵拉单元中,使得该牵拉单元将张力施加到所述纸坯料上的过程在原则上能够以任意方式进行。然而,根据本发明一种特别有利的构造方案设置,所述包裹单元具有将所述包装复合件包入到所述纸坯料中的引导杆,所述引导杆被构造用于使所述纸坯料在其后端部的区域中与所述牵拉单元接合。使用所述引导杆将所述纸坯料的经翻边的后端部转送到所述牵拉单元中,这能够摒弃所述包裹单元上的附加构件。将所述纸坯料围绕所述包装复合件引导的引导杆的运动轨迹以有利的方式这样与所述牵拉单元同步,使得该引导杆使所述纸坯料在其后端部的区域中与所述牵拉单元接合,所述后端部可在该区域中由所述牵拉单元抓取并且这样地预张紧,使得所述纸坯料在所述包装复合件上紧密贴靠。
17.如此,所述引导杆的运动轨迹和/或所述牵拉单元可这样地相对于所述牵拉杆的运动轨迹定向,使得所述纸坯料通过所述引导杆的起到拉伸作用的运动被转移到所述牵拉单元中。通过这种方式确保所述牵拉单元和所述纸坯料可靠的相互作用,并由此确保所述纸坯料在所述包装复合件上的紧贴布置。
18.根据本发明另一种构造方案设置,所述引导杆具有与压缩空气源连接的、用于使所述坯料朝向所述牵拉单元移动的压缩空气开口。根据本发明的这种构造方案,所述引导杆具有与压缩空气源连接的一个或多个压缩空气开口。本发明的这种构造方案能够实现:当所述引导杆与所述纸坯料接触地布置在所述牵拉单元的区域中时,对所述引导杆加载压缩空气。于是,在必要情况下给所述引导杆加载压缩空气,这导致贴靠在所述引导杆上的纸坯料通过从所述压缩空气开口排出的压缩空气朝向所述牵拉单元移动,于是所述纸坯料可在该处由所述牵拉单元抓取并逆着成组的单个包装件的输送方向预张紧。根据本发明的这种拓展方案使用压缩空气开口以特别可靠的方式确保了所述牵拉单元和所述纸坯料可靠的相互作用并由此确保了所述纸坯料在所述包装复合件上的紧贴布置。
19.补充于替换于所述纸坯料通过所述引导杆移动到所述牵拉单元中,根据本发明的一种拓展方案,在所述设备上设置单独的定位单元,所述定位单元可与所述纸坯料在其后端部的区域中作用连接,从而使所述纸坯料的后端部移动到所述牵拉单元中。使用独立于所述包裹单元和所述输送单元的(优选静止的)单独的定位单元,这允许了摒弃为了将所述纸坯料在所述牵拉单元中定位而适配所述包裹单元。在此,所述定位单元能够独立于所述包裹单元以对于将所述纸坯料输送到所述牵拉单元中而言最佳的位置来布置在所述设备上,并由此以特别可靠的方式确保了所述纸坯料和所述牵拉单元的相互作用。
20.在此,用于使所述纸坯料移动到所述牵拉单元中的定位单元的构造在原则上能够以任意方式进行。如此譬如能够设置按压元件,所述按压元件能够在所述定位单元上移动,所述按压元件使所述纸坯料朝向所述牵拉单元运动。但是,根据本发明一种特别有利的构造方案设置,所述定位单元为了使所述纸坯料的后端部移动到所述牵拉单元中而具有与压缩空气源连接的至少一个压缩空气开口(优选喷嘴排列)。
21.根据本发明的这种构造方案,所述定位单元具有朝向所述牵拉单元定向的至少一个压缩空气开口(优选喷嘴排列),从而,在所述纸坯料布置在所述定位单元与所述牵拉单元之间的区域中的情况下,通过所述压缩空气开口以压缩空气加载,使得所述纸坯料可朝向所述牵拉单元移动。在此,所述定位单元的这种构造方案的特征在于,完全可摒弃所述定
位单元上的可移动部件,由此特别能够预防干扰并使维修措施最少化。
22.原则上是可自由选择的是,这样地构造所述纸坯料在其前端部的区域中与所述牵拉单元的作用连接,使得该牵拉单元能够在所述纸坯料上施加预张紧。但是,根据本发明一种有利的拓展方案设置,所述牵拉单元具有夹持单元和/或吸附装置,用于将所述纸坯料固定在其后端部的区域中。根据本发明的这种拓展方案,所述牵拉单元将所述纸坯料相对于包装复合件至少暂时在地点上固定,所述包装复合件沿输送平面在所述输送方向上运动并以所述纸坯料包裹。所述后端部的暂时固定已经由于所述包装复合件同时持续地运动而引起了将张力施加到所述纸坯料上。在此,所述纸坯料通过所述牵拉单元所固定的持续时长与所使用的纸坯料的材料特性相关,因为这种固定不允许超过可能导致所述纸坯料损坏的张力。因此,所述纸坯料在所述牵拉单元中的固定仅在受限的时间范围上进行和/或所述纸坯料在所述牵拉单元中的固定这样地进行,使得该纸坯料从所述牵拉单元在预张紧得以保持的情况下相对于所述输送单元被追加引导,以便如此持续地将充足的张力施加到所述纸坯料上。在此,所述纸坯料在所述牵拉单元上的固定可通过夹持单元进行,对于所述夹持单元,所述纸坯料以夹持的方式被固定在所述牵拉单元上。根据本发明一种替换的构造方案或附加地,所述牵拉单元具有吸附装置,对于所述吸附装置,所述纸坯料在其后端部的区域中通过适当的吸附装置被保持在所述牵拉单元中。
23.在此,原则上可自由选择所述吸附装置的构造方案。但是,根据本发明一种有利的构造方案设置,所述吸附装置在与所述坯料接触的接触区域中具有与负压源连接的接触面,所述接触面具有多个吸附开口。根据本发明的这种构造方案,所述纸坯料在其后端部的区域中通过布置在所述接触面中的吸附开口被吸附到所述接触面上,其中,主要可通过负压的高低以及这些吸附开口的数量来确定所述牵拉单元相对于所述纸坯料的保持力。此外,所述接触面的表面的构型也提供了通过该接触面设定所述纸坯料相对于所述接触面的摩擦系数的可能性,以便将合适的预张力施加到所述纸坯料上。
24.除了根据本发明前面的拓展方案布置具有吸附开口的静态的接触面,根据本发明的另一种构造方案设置,所述接触面被构造在这样的输送带上:该输送带在与所述坯料接触的接触区域中逆着所述包装复合件的输送方向回转。根据本发明的这种构造方案,不单是所述吸附装置对所述纸坯料起到保持功能的作用。此外,由于所述吸附装置面状地以其接触面贴靠在所述纸坯料上的这个回转的输送带将附加张力施加到所述纸坯料上,该附加张力是由所述输送带在与所述纸坯料接触的接触区域中的逆着所述包装复合件的输送方向的运动导致。在此,通过选择所述输送带的表面、其运动速度以及通过所述负压源施加的负压,能够以特别精准的方式确定被施加在所述纸坯料上的保持力。该保持力由此可这样地调设,以至于达到充足的预张紧,但同时避免由于过度的张力而损坏所述纸坯料。
25.替换于或补充于所述吸附装置,所述牵拉单元具有夹持单元,借助于所述夹持单元,所述纸坯料能够以夹持的方式在其后端部的区域中固定在所述牵拉单元中。在此,根据本发明一种有利的拓展方案,所述夹持单元具有包括第一贴靠面的第一夹持元件和包括第二贴靠面的第二夹持元件,这些夹持元件可在所述坯料的相对置的侧上与该坯料接触。根据本发明的这种构造方案,这些夹持元件施加到所述纸坯料上的夹持力由于持续在输送方向上运动的包装复合件而将张力施加到所述纸坯料上。由此,通过夹持力的高低(这譬如可通过这些夹持元件的间隔、其表面特性以及所述纸坯料与所述夹持元件之间的接触长度来
确定),能够以特别精准的方式确定被施加到所述纸坯料上的张力。在此,所述夹持单元这样地构造,使得它确保了在张力下被保持的纸坯料从所述夹持单元朝向所述包装复合件的持续追加引导,以便由此预防所述纸坯料的材料损坏。
26.为了调设所述夹持单元的保持力,根据本发明一种有利的拓展方案设置,这些贴靠面的间隔是可调设的。为此,至少一个夹持元件相对于另一夹持元件在间隔方面可调整,由此使得能够以舒适的方式调设通过所述夹持单元施加到所述纸坯料上的夹持力(或保持力)。
27.原则上可自由选择所述夹持元件的构造方案,其中,特别是通过这些夹持元件的表面特性以及通过所述纸坯料与所述保持元件之间由此得出的附着摩擦系数,将可靠的张力施加到所述纸坯料上,而该纸坯料与所述夹持元件处于接合状态并在此持续地从所述夹持单元出来地朝向所述包装复合件被追加引导。根据本发明一种特别有利的构造方案设置,第一夹持元件的和/或第二夹持元件的贴靠面由刷体构成。在此,使用刷体的特征在于,在施加适当的保持力以产生施加到所述纸坯料上的预张紧的同时确保了:所述纸坯料持续地在被接收在所述夹持单元中之后在所述包装复合件的继续输送时在张力下被保持地从所述夹持单元引导出来。在此,根据本发明的这种拓展方案,可以仅一个夹持元件或者两个夹持元件被构造成刷体。在此,通过一个刷体与譬如平坦的贴靠面的间隔或两个刷体的间隔能够可靠地确定所述保持力。
28.根据本发明另一种构造方案设置,第一夹持元件和/或第二夹持元件被构造成旋转体并可这样地围绕横向于输送方向走向的纵轴线转动,使得第一贴靠面和/或第二贴靠面能够在与所述输送方向相反的方向上调整。根据本发明的这种构造方案设置,所述夹持元件的通过旋转体周面所构成的接触面在所述纸坯料的区域中进行逆着所述包装复合件的输送方向定向的运动,由此可附加地将适当的预张力施加到所述纸坯料上。
29.在此,特别有利地设置,第一夹持元件和/或第二夹持元件具有凹陷部用于暂时地接收引导杆。根据本发明的这种拓展方案,所述引导杆在这些成组的单个包装件被包入时进行的、该引导杆的运动进程的范畴内与所述纸坯料一同进入到第一或第二夹持元件上为此设置的凹陷部中,从而使得所述纸坯料特别可靠地与第一或第二夹持元件接合。在此,在构造成旋转体的情况下,所述夹持元件的旋转运动这样地与所述引导杆的运动进程协调,使得该引导杆为了转移至所述牵拉单元而进入到所述凹陷部中并在接下来的过程中与所述凹陷部一同被调整,以至于所述引导杆在转移之后又从所述凹陷部运动出来。一个或两个夹持元件具有凹陷部的这种构造方案确保了将所述纸坯料特别可靠地转移至所述牵拉单元。
30.此外,根据本发明的另一种构造方案设置,所述牵拉单元具有传感器单元,用于检测被施加到所述纸坯料上的牵拉张力。由此可通过所述传感器单元求得被施加的牵拉张力。由此可提前识别出过高的、可能导致所述纸坯料损坏的牵拉张力,从而能够采取适当的措施来减小由所述牵拉单元所施加的保持力。
31.根据本发明另一种构造方案设置,所述设备具有封闭单元,用于将所述纸坯料的后端部固定在所述纸坯料的前端部上。借助所述封闭单元,使得处于张力下的纸坯料可在其后端部的区域中紧固在所述前端部上,从而确保所述纸坯料在离开所述包裹单元之后在输送方向上紧密地贴靠在所述包装复合件上,从而实现被构造成稳定包装单元的集束件。
32.在此,原则上可自由选择所述封闭单元的构造方案,所述纸坯料的后端部借助所述封闭单元被固定在其前端部上。根据一种特别有利的构造方案,所述封闭单元具有粘接单元和/或捆绑单元。在此,所述粘接单元可以是譬如这样的设备,借助该设备在所述纸坯料的前后端部之间的区域中施放粘接剂,从而使得这些端部彼此固定。替换地,所述粘接单元也可被构造用于施加粘胶带,所述纸坯料的前端部借助所述粘胶带紧固在所述纸坯料的后端部上。以有利的方式设置的捆绑单元能够通过适当的捆绑器件(譬如封闭带)实现所述纸坯料的前端部在所述纸坯料的后端部上的紧固,所述捆绑器件这样地围绕被包入到所述纸坯料中的单个包装件张紧,以至于确保所述纸坯料的前端部在所述纸坯料的后端部上的可靠紧固。
33.在本发明一种有利的拓展方案中设有用于纸材料的存储单元,所述纸材料被存储在所述存储单元中。所述纸材料能够以完成剪裁的(优选上下堆叠的)纸坯料的形式存储在所述存储单元中。替换地,所述纸材料能够以连贯的材料幅带的形式(特别是纸卷的形式)存储在所述存储单元中。在后一情况中,有利地附加设置切割单元,用于将连贯的材料幅面切割成单个纸坯料。
34.在根据本发明的用于通过将由成组的单个包装件(特别是液体容器)所构成的包装复合件包入到由包装材料构成的坯料中的方式由单个包装件形成集束件的方法中,设置以下步骤:由成组的(也即相对彼此已定位且定向的)单个包装件构成的包装复合件首先借助于输送单元被输送到包裹单元中。在此,接下来,所述包装复合件在所述输送单元的输送方向上借助由纸材料构成的坯料(这在下文中也称为纸坯料)被包裹。接下来,围绕所述包装复合件包封的纸坯料的后端部与所述纸坯料的前端部搭接地布置。
35.根据本发明的方法的特征在于,所述纸坯料的后端部至少暂时地借助于牵拉单元逆着所述包装复合件的输送方向朝向所述纸坯料的前端部预张紧。
36.借助所述牵拉单元将预张力施加到所述纸坯料上,这已经可以由所述牵拉单元的构造方案产生,在该构造方案中,所述纸坯料在其后端部的区域中这样地固定在所述牵拉单元上,使得该后端部以在张力下保持的方式在这些成组的单个包装件的输送方向上被追加引导。由此,通过所述牵拉单元将张力施加到所述纸坯料上,该张力确保了所述纸坯料在这些成组的单个包装件的输送方向上最大限度地无缝隙并由此紧密地贴靠在这些成组的单个包装件上。通过这种方式可制造被构造成稳定包装单元的集束件,在该集束件中,这些单个包装件可靠地固定在其相对彼此的位置中。在此,为了将这种张力进行保持,在包裹进程结束时将所述纸坯料的后端部搭接地紧固在所述纸坯料的前端部上。根据本方法一种有利的拓展方案,这可借助于封闭单元进行,所述封闭单元具有用于粘接地连接所述纸坯料的前后端部的粘接单元和/或用于借助于捆绑器件紧固所述纸坯料的前后端部的捆绑单元。
37.根据本方法的一种拓展方案设置,这些成组的单个包装件在被输送到所述包裹单元中之前在基底(特别是纸托盘)上成组。根据本发明的这种构造方案设置,这些成组的单个包装件位于共同的基底上。使用这类基底能够实现首先将所述纸坯料的前端部可靠地紧固在这些成组的单个包装件上(也即紧固在扁平的基底上)。然后接下来可借助所述牵拉单元可靠地将张力施加到所述纸坯料的后端部上,从而实现所述纸坯料在这些成组的单个包装件上的紧密贴靠。使用基底(特别是纸托盘)由此提高了制造稳定包装单元的可能性,其
中,特别是纸托盘补充于所述纸坯料构成环保包装并实现所述后端部在所述前端部上可靠的面状连接。
38.根据本发明另一种构造方案设置,所述包裹单元具有引导杆,所述引导杆使所述纸坯料在其前端部的区域中与所述牵拉单元接合。根据本发明的这种构造方案,被用于将这些成组的单个包装件包入到所述纸坯料中的引导杆还被用于使所述纸坯料在其后端部的区域中与所述牵拉单元接合。本发明的这种构造方案以可靠的方式确保所述纸坯料由所述牵拉单元预张紧,并由此可制造出被构造成稳定包装单元的集束件。
39.根据本发明另一种构造方案设置,所述纸坯料的后端部通过单独的定向单元被移动到所述牵拉单元中,所述定向单元能够与所述纸坯料在所述后端部的区域中作用连接。使用单独的定位单元,这允许了在独立于所述包裹单元的情况下确保所述纸坯料在其后端部的区域中可靠地移动到所述牵拉单元中。对所述包裹单元(特别是所述引导杆)的适配,根据本发明的这种拓展方案不是必需的。
40.在所述牵拉单元中这样地锁定(或固定)所述纸坯料的后端部,以至于通过这种方式将张力施加到所述纸坯料上,这原则上能够以任意方式进行。但根据本发明的一种特别有利的构造方案设置,所述纸坯料的后端部夹持地或借助吸力地锁定在所述牵拉单元中。在此,锁定被理解为所述纸坯料在其后端部的区域中这样布置在所述牵拉单元中,在该布置中,通过暂时地固定、所述纸坯料逆着这些成组的单个包装件的输送方向移动和/或通过降低所述纸坯料的后端部相对于通过所述输送单元的输送速度的移动速度,由此将张力施加到所述纸坯料上,所述纸坯料通过所述张力实现紧密地贴靠到这些成组的单个包装件上。在此,根据本发明一种特别有利的构造方案设置,所述纸坯料的前端部以夹持的方式或者借助吸力来锁定在所述牵拉单元中,由此能够将所述纸坯料特别可靠地固定以及能够对被施加到所述纸坯料上的张力进行特别可靠地控制。
附图说明
41.接下来参考附图阐释本发明的实施例。附图示出:
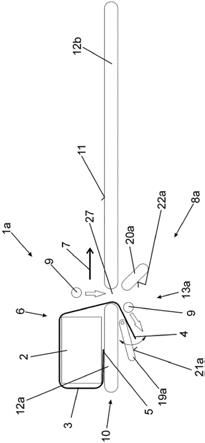
42.图1a:以原理简图示出在第一位置中的用于由单个包装件形成集束件的设备的第一实施方式;
43.图1b:以原理简图示出在第二位置中的用于由单个包装件形成集束件的设备的第一实施方式;
44.图2a:以原理简图示出在第一位置中的用于由单个包装件形成集束件的设备的第二实施方式;
45.图2b:以原理简图示出在第二位置中的用于由单个包装件形成集束件的设备的第二实施方式;
46.图3a:以原理简图示出在第一位置中的用于由单个包装件形成集束件的设备的第三实施方式;
47.图3b:以原理简图示出在第二位置中的用于由单个包装件形成集束件的设备的第三实施方式;
48.图4a:以原理简图示出在第一位置中的用于由单个包装件形成集束件的设备的第四实施方式;
49.图4b:以原理简图示出在第二位置中的用于由单个包装件形成集束件的设备的第四实施方式。
具体实施方式
50.在图1a中以原理简图呈现出的用于由单个包装件形成集束件的设备1a具有输送单元10、包裹单元6以及牵拉单元8a。所述输送单元10用于使由成组的单个包装件所组成的包装复合件2首先运动经过包裹单元6,所述包装复合件2(在输送方向7上看)在所述包裹单元6中被包入到纸坯料3中。所述包装复合件2在输送到所述包裹单元6中时以该包装复合件2的下侧以区段方式在所述纸坯料3的前端部5的区域中位于所述纸坯料3上,从而使得所述纸坯料3的前端部5在输送进入到所述包裹单元6中时布置在所述包装复合件2的下侧与所述输送单元10的构成输送平面11的第一输送带12a之间。
51.所述纸坯料3在所述包裹单元6内在输送方向7上围绕所述包装复合件2包封,其中,所述纸坯料3的后端部4借助于图1a中在两个位置中示出的引导杆9被引导经过所述输送带12a与所述输送单元10的第二输送带12b之间的穿通开口27。
52.在所述输送单元10的背离所述包装复合件2的一侧上(也即参照所示出的使用位置在所述输送单元10下方)布置有所述牵拉单元8a,所述牵拉单元8a被设计用于暂时地紧固所述纸坯料3的后端部4,从而使得所述纸坯料3由于由此所导致的、作用到所述纸坯料3上的张力而紧密地贴靠在所述包装复合件2上。
53.为了将所述纸坯料3的后端部4紧固在所述牵拉单元8a中,该牵拉单元8a具有包括第一夹持元件19a和第二夹持元件20a的夹持单元13a。通过与所述纸坯料3作用连接的引导杆9的运动轨迹,使得所述纸坯料3以其后端部4靠放到所述第一夹持元件19a的第一贴靠面21a上,从而使得所述纸坯料3在其后端部4的区域中与所述夹持单元13a接合。
54.在所述纸坯料3的后端部4的接合位置中,所述第一夹持元件19a朝向固定不动的第二夹持元件20a摆动,从而使得所述纸坯料3在其后端部4的区域中被夹入所述第一贴靠面21a与所述第二贴靠面22a之间。由于所述包装复合件2从图1a中所示的第一位置经过图1b中所示的第二位置在输送方向7上持续地运动,因而通过至少暂时地固定所述纸坯料3的后端部4而将牵拉张力施加到所述纸坯料3上,由此使得所述纸坯料3紧密地围绕所述包装复合件2设置。
55.在持续地在输送方向7上继续输送所述包装复合件2的范畴内,所述纸坯料3的后端部4与所述夹持单元13a脱离接合,其中,这样地设定通过所述夹持单元13a所实现的夹持,以至于在此产生的作用到所述纸坯料3上的张力不超过会导致破坏所述纸坯料3的程度。为此这样地设计所述夹持单元13a,使得所述纸坯料3在保持存在紧密贴靠所需的张力的情况下从所述夹持单元13a在输送方向7上追加引导到所述包装复合件2上,直至所述后端部4与所述前端部5搭接地贴靠在所述包装复合件2的下侧上为止。在该位置中,通过在此未示出的封闭单元使所述后端部4以与所述前端部5搭接的方式紧固在所述纸坯料3上,其中,为此优选采用可在所述穿通开口27的区域中施加在所述包装复合件2的下侧上的粘接剂或粘接条。
56.图2a和2b中示出的用于形成集束件的设备1b的第二实施方式与图1a和1b中示出的设备1a的区别在于:所述牵拉单元8b的构造方案以及所述纸坯料3的后端部4转送进入所
述牵拉单元8b中的构造方案。与图1a和1b中所示出的设备1a不同的是,所述牵拉单元8b不具有用于暂时地紧固所述纸坯料3的后端部4的夹持单元13a。在所述牵拉单元8b中的锁定是通过所述牵拉单元8b的输送带18的接触面17的共同作用得以实现。如此,所述输送带18在所述接触面17的区域中具有在此未示出的经由管路16与负压源15连接的吸附开口。所述纸坯料3的后端部4通过所述吸附开口被牵拉到所述接触面17上并依赖于负压的强度被保持。除了通过负压产生的保持力之外,所述纸坯料3的后端部4还由于通过输送带驱动器28所实现将所述接触面17逆着所述包装复合件2的输送方向7移动而获得附加的保持力,该附加的保持力促成了附加于所述包装复合件2的与之相反的输送方向7将所述纸坯料3在所述包装复合件2的输送方向上紧密地围绕该包装复合件2设置。根据所述包装复合件2的输送位置,在预限定的张力得以保持的情况下,所述后端部4从所述牵拉单元8b滑出,直至所述后端部4与所述纸坯料3的前端部5搭接地布置在所述包装复合件2的下侧上为止。
57.为了确保所述纸坯料3的后端部4与所述接触面17接合,所述包裹单元6的引导杆9具有通过管路16与压缩空气源26连接的压缩空气开口。然后,通过适当的压缩空气排放,补充于或替换于所述纸坯料3的后端部4的拉伸地,可将该纸坯料3朝向所述接触面17调整。
58.类似于图1a和1b中示出的设备1a,在张力下实现所述前端部5与所述后端部4搭接地布置在所述包装复合件2的下侧上之后进行紧固,譬如通过粘接单元。
59.图3a和3b中示出了用于形成集束件的设备1c的另一种实施方式。该实施方式与图1a和1b中示出的实施方式1a的区别在于:所述牵拉单元8c的夹持单元13b的构造方案。如此,所述夹持单元13b具有两个彼此间隔开地布置的夹持元件19b、20b,这些夹持元件19b、20b具有朝彼此定向的刷体23a、23b。所述纸坯料3的后端部4在所述夹持单元13b上的布置通过移动所述引导杆9穿过这些夹持元件19b、20b之间的区域进行,从而,在所述引导杆9穿过之后,所述纸坯料3的后端部4在两侧被这些刷体23a、23b加载。
60.通过这些刷体23a、23b彼此的预张紧,使得作用到所述纸坯料3上的保持力由此是可调设的,其中,可通过所述第一夹持元件19b距所述第二夹持元件20b的间隔来确定所述预张紧。为此,所述牵拉单元8c具有与所述第二夹持元件20b连接的伺服驱动器29,借助所述伺服驱动器29,所述第二夹持元件20b和由此布置在所述第二夹持元件20b上的刷体23b可朝向固定不动的第一夹持元件19b调整。类似于先前描述的设备1a、1b,所述牵拉单元8c在所述包装复合件2在输送方向7上输送时使所述纸坯料3保持处于张紧状态,从而使得该纸坯料3在周向方向上紧密地贴靠在所述包装复合件2上。在所述纸坯料3的后端部4与前端部5搭接地贴靠之后,类似于所述设备1a和1b,进行所述纸坯料3的后端部4在前端部5上的紧固。
61.图4a和4b中示出了牵拉单元8d的另一种实施方式,该实施方式与先前所示出的根据图1a、1b和3a、3b的实施方式的夹持单元13a、13b的区别在于夹持单元13c的构造方案。
62.固定不动的第一夹持元件19c具有第一贴靠面21c。所述第二夹持元件20c构造成旋转体,该旋转体具有径向突出的刷体23c,其中,该刷体23c以其端部贴靠在所述第一贴靠面21c上。由此,根据所述第二夹持元件20c与所述第一夹持元件19c的间隔,确定了作用到所述纸坯料3的后端部4上的保持力。为了确定所述间隔,所述夹持单元13c为此具有伺服驱动器29,借助所述伺服驱动器29可将所述第二夹持元件20c朝向所述第一夹持元件19c调整。
63.为了将所述纸坯料3的后端部4布置在所述牵拉单元8d的夹持单元13c上,所述刷体23c具有在周向方向上延伸的凹陷部24,所述凹陷部24适配于所述引导杆9。所述第二夹持元件20c的旋转运动这样地与所述引导杆9的运动轨迹同步,使得该引导杆9在其运动轨迹上与所述凹陷部24接合并在该处将所述纸坯料3的后端部4转交到所述夹持单元13c上。由于在所述第一夹持元件19c与所述第二夹持元件20c之间作用到所述纸坯料3上的保持力,该纸坯料3被保持在张紧状态下,从而,类似于先前所示出的设备1a、1b、1c,所述纸坯料3紧密地贴靠在所述包装复合件2上,其中,在所述包装复合件2在输送方向7上继续输送时,所述纸坯料3以其后端部4从所述夹持单元13c在张紧状态下被导出,直至所述纸坯料3的后端部4在所述纸坯料3的前端部5上搭接地紧固在所述包装复合件2的下侧上为止。
64.附图标记列表
65.1a,1b,1c,1d设备
66.2包装复合件
67.3纸坯料
68.4后端部
69.5前端部
70.6包裹单元
71.7输送方向
72.8a,8b,8c,8d牵拉单元
73.9引导杆
74.10输送单元
75.11输送平面
76.12a,12b输送带
77.13a,13b,13c夹持单元
78.14吸附装置
79.15负压源
80.16管路
81.17接触面
82.18输送带
83.19a,19b,19c第一夹持元件
84.20a,20b,20c第二夹持元件
85.21a,21b,21c第一贴靠面
86.22a,22b,22c第二贴靠面
87.23a,23b,23c刷体
88.24凹陷部
89.25压缩空气开口
90.26压缩空气源
91.27穿通开口
92.28输送带驱动器
93.29伺服驱动器
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。