1.本发明涉及一种用于由坯件形成容器的机器和方法。
2.这些容器用于包装小尺寸的松散物品。例如,这些容器可以在食品行业中用于包装松散的糖果产品等。一般来说,这些容器例如以以便具有从容器的上部分到容器的底部部分渐缩的横截面的这种方式成形。
背景技术:
3.众所周知,用于形成容器的机器配备有传送器,该传送器被提供有适于接收坯件(例如,管状坯件,无论是平坦的还是预折叠的且部分胶合的)的多个袋,以使坯件沿着通过形成坯件的操作站的路径移动。
4.在这种情况下,这些容器至少具有由四个侧壁限定的主体、顶部开口(具有上端部翼片)和底部开口(具有下端部翼片)。该容器可以由硬纸板或适于容纳上述小尺寸松散物品的其他材料制成。
5.通常,制作这些容器的坯件用合适的装置加工,以在坯件上形成折痕和/或弱化线,使得坯件在最终折叠期间是更顺应性的。
6.接下来,坯件被传送到机器的一部分,其中两个侧轨开始折叠两个相对的壁,并且两个折叠器折叠其他两个壁。折叠器被提供有捕获坯件的面板中的一个并且以受控的方式推动它使得它被正确地折叠的元件。
7.在该操作结束时,壁处于折叠位置,从而限定从上部分到下部分的上述横截面。此时,下端部翼片可以被胶合,以便将坯件保持在该位置。
8.接下来,容器被填充,并且最后上端部翼片也被胶合,以便闭合由此形成的容器。
9.不利地,现有技术的机器和方法(如上述那些)缺乏精度和/或操作起来是缓慢的以确保最佳成形从而防止容器在随后的成形操作中的一个期间打开。
10.换句话说,现有技术的机器是基于如果不被充分协调则导致容器的非最佳形成或可能对其造成损坏从而使其不适合于容纳上述松散物品的一系列操作。
技术实现要素:
11.因此,本发明的技术目的是提供一种允许克服现有技术的上述缺点的用于由坯件(例如,管状坯件)形成容器的机器和方法。
12.因此,本发明的目的是提供一种用于由坯件形成容器以允许快速且精确地形成容器的机器和方法。
13.所指出的技术目的和所指定的目标基本上通过一种包括在所附权利要求1至10中的一项或多项中描述的技术特征的用于由坯件形成容器的机器并且通过一种包括在所附权利要求11至13中的一项或多项中描述的技术特征的用于由坯件形成容器的方法来实现。从属权利要求对应于本发明的可能实施例。
14.所指定的技术目的和目标基本上通过提供一种用于由坯件形成容器的机器来实
现,并且所述机器包括多个成形料斗,所述多个成形料斗中的每一个成形料斗具有顶口和底口,所述顶口和所述底口彼此相对并且是敞开的以限定成形通道,并且所述多个成形料斗被配置为在所述顶口处接收相应坯件。每个料斗被内部地提供有给予所述成形通道渐缩横截面形状的折叠特征,以便当将所述坯件插入所述料斗中时引起所述坯件的边缘和/或侧壁逐渐折叠。所述机器还包括环形传送器和多个推动元件,所述环形传送器限定馈送路径,并且所述料斗相继地安装在所述环形传送器上,每个推动元件对所述料斗中的一个进行操作以将相应坯件朝向所述底口推动到所述成形通道中,以便确定所述坯件的边缘和/或侧壁的逐渐折叠并且以所述坯件的端部翼片分别从所述顶口和所述底口突出的这种方式。所述推动元件可以以便至少沿着所述馈送路径的延伸部跟随所述相应成形料斗的这种方式移动,并且具有沿着横向于、优选地垂直于所述馈送路径的方向朝向并远离所述相应料斗的往复操作移动。所述机器还包括折叠装置,所述折叠装置在所述馈送路径上设置在所述推动元件下游,并且被配置为在相应的料斗内折叠坯件的端部翼片,因此分别产生所述坯件的顶部闭合件和/或底部闭合件。
15.优选地,每个推动元件包括柱塞和推动框架,所述柱塞对所述料斗进行操作以所述坯件的端部翼片从所述底口突出的这种方式将相应坯件推动到所述成形通道中,并且所述推动框架以所述坯件的上端部翼片从所述顶口突出的这种方式对所述坯件的所述上端部翼片进行操作。
16.优选地,所述柱塞具有渐缩形状,并且仍然更优选地,被成形为与所述成形通道匹配。
17.优选地,所述机器还包括用于定位所述坯件并且可以至少沿着所述馈送路径的延伸部跟随相应成形料斗的方式移动的定位装置。
18.优选地,所述机器还被提供有用于将松散物品填充到所述容器中并且位于被配置为闭合每个坯件的所述顶部的所述折叠装置上游的填充站。
19.有利地,所述机器能够在不破坏所述坯件的任何部件的情况下形成所述容器。
20.有利地,所述推动元件的动作是要精确地且以高速度形成所述容器。
21.所指定的技术目的和目标基本上通过一种用于在如上所述的机器中由坯件形成容器的方法来实现,该方法包括以下步骤:
[0022]-将预胶合坯件馈送到相应料斗,所述相应料斗具有顶口和底口,所述顶口和所述底口彼此相对并且是敞开的以限定成形通道,并且所述相应料斗被内部地提供有给予所述成形通道渐缩横截面形状的折叠特征;
[0023]-沿着馈送路径移动被提供有坯件的料斗;
[0024]-利用推动元件将所述坯件推动到所述料斗的所述成形通道中,以便确定所述坯件的边缘和/或侧壁的逐渐折叠并且使得所述坯件的端部翼片分别从所述顶口和所述底口突出,所述推动元件可以移动以便跟随所述成形料斗,并且所述推动元件具有沿着横向于、优选地垂直于所述馈送路径的方向朝向并远离所述料斗的往复操作移动;
[0025]-利用在所述馈送路径上设置在所述推动元件下游的折叠装置折叠所述坯件的所述端部翼片,以分别产生顶部闭合件和/或底部闭合件。
[0026]
本发明的其他特征和优点在用于由坯件形成容器的机器和方法的实施例的指示性并且因此非限制性的描述中更显而易见。
附图说明
[0027]
下面参考附图阐述描述,附图仅出于图示的目的而提供,而不限制本发明的范围,并且在附图中:
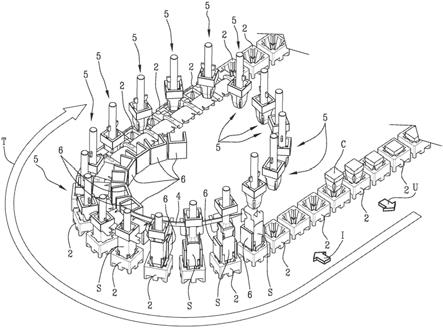
[0028]-图1是根据本发明的机器的示意性表示;
[0029]-图2a和2b示意性地表示图1的机器的部件;
[0030]-图3示意性地示出了由图1的机器执行的形成操作;
[0031]-图4a、图4b和图4c是分别示出在形成操作之后的坯件和容器的立体示意图。
具体实施方式
[0032]
参考附图,附图标记1整体表示用于由坯件s形成容器c的机器;在下文中不失一般性地参考预胶合的管状坯件s。
[0033]“管状坯件”s是指如例如图4a所示的具有主体s1的坯件,该主体s1限定侧壁l、顶部开口as和底部开口ai,每个开口被提供有相应的端部翼片a。术语“预胶合”表示这样的坯件,其最初是平坦的并且然后被折叠、胶合和平坦化以限定准备好采用上述形状的部分形成的坯件。换句话说,在进入机器1之前,平坦坯件被折叠并胶合,使得当被处理时其平坦化形状将容易地采用具有例如基本上矩形横截面的管状形状。
[0034]
在图4a中(以及在图4b)中通过示例的方式示出了具有四个侧壁l以及在其顶部开口as处的四个端部翼片a和在其底部开口a1处的四个端部翼片a(由于附图中的立体视角,仅两个端部翼片a在底部开口a1处是可见的)的管状坯件s。换句话说,在图4a中表示的示例实施例中,管状坯件s具有主体s1,该主体s1具有正方形基部平行六面体的形状,在高度上延伸,并且在底部基部和顶部基部处是中空的。管状坯件s的其他形状是可想到的,但是为了简单起见,该描述参考图4a和4b的实施例。
[0035]
因此,坯件具有多个边缘sp和以及位于边缘和将端部翼片连接到侧壁l的线附近的若干折叠线p。
[0036]
一旦容器c已经被形成,底部端部翼片a(即,位于底部开口a1处的端部翼片a)就限定容器c的底部闭合件cf。
[0037]
一旦容器c已经被形成,顶部端部翼片a(即,位于顶部开口as处的端部翼片a)就限定容器c的顶部闭合件ct。此外,顶部端部翼片a还可以被提供有适于制作顶部闭合件ct的附加折叠线p。
[0038]
术语“容器”c用于表示具有主体s1的盒子,如例如图4c所示,其横截面形状从主体s1本身的顶部部分到底部部分渐缩。
[0039]
主体s1具有在其顶部处的顶部闭合件ct和在其底部处的底部闭合件cf。因此,主体s1、顶部闭合件ct和底部闭合件cf限定了保持松散物品(特别是小尺寸的松散物品)的容纳空间。例如,容器c适用于在食品行业中用于包装松散糖果产品等。顶部闭合件ct可以由使用者打开以进入容纳空间,以便取出容纳在其中的松散物品。
[0040]
图4b示出了由本发明的机器1形成的管状坯件s,其中坯件的主体s1具有渐缩横截面形状并且将限定容器c的主体s1。
[0041]
如图1所示,机器1包括被配置为接收相应坯件s的多个成形料斗2。
[0042]
如图2b所示,每个料斗2具有彼此相对的至少一个顶口2a和底口2b。顶口2a和底口
2b是敞开的,并且限定成形贯通通道2c。顶口2a是料斗2的被配置为最初接收管状坯件s的部分。换句话说,料斗2被配置为在顶口2a处接收相应管状坯件s。
[0043]
每个料斗2被内部地提供有给予成形通道2c渐缩横截面形状的折叠特征3。换句话说,料斗2的内壁被提供有限定折叠特征3的凹部和/或突起,在所图示的示例中,该凹部和/或突起给予成形通道2c从顶口2a到底口2b渐缩的横截面形状。折叠特征3制作成当管状坯件s插入料斗2中时引起管状坯件s的边缘sp和/或侧壁l逐渐折叠。换句话说,在将管状坯件s插入料斗2中期间,折叠特征3压靠边缘sp和/或侧壁l使得给予容器c的主体s1渐缩横截面形状。图2b示出了具有四个内壁的料斗,其中每个壁和拐角被提供有相应的折叠特征3,当管状坯件s插入成形通道2c中时,折叠特征3既作用在管状坯件s的侧壁l上又作用在管状坯件s的边缘sp上。基于待形成的容器c(即,基于管状坯件s),料斗2(即,成形通道2c的内壁)的其他形状是可想到的。
[0044]
在未图示的实施例中,成形通道2c可以具有恒定或渐缩的横截面尺寸。
[0045]
机器1还包括限定料斗2的馈送路径t的传送器(未示出)。料斗2相继地一个接一个地安装在传送器上,使得它们沿着馈送路径t运输。传送器沿着馈送路径t连续地移动料斗2。
[0046]
优选地,机器1还包括引导导轨4,引导导轨4至少部分地限定与传送器配合的馈送路径t。更具体地,引导导轨4限定料斗2(因此管状坯件s)的馈送路径t的弯曲延伸部。
[0047]
优选地,馈送路径t由两个笔直延伸部和两个弯曲延伸部限定,形成具有基本上类似于履带的形状的路径。优选地,在弯曲延伸部处,传送器被提供有合适的链轮(未图示)。
[0048]
机器1还包括多个推动元件5,每个推动元件5对料斗2中的至少一个进行操作,以将相应坯件朝向底口2b推动到成形通道2c中。更具体地,推动元件5对料斗2进行操作以引起管状坯件s的边缘sp和/或侧壁l逐渐折叠。坯件朝向底口2b进入成形通道2c的推动动作引起坯件的端部翼片a从料斗2的顶口2a和底口2b突出。换句话说,在由推动元件5施加在管状坯件s上的推动作用之后,上端部翼片a从相应料斗2的顶口2a突出,并且下端部翼片a从底口2b突出。
[0049]
更具体地,推动元件5可以以便至少沿着馈送路径t的延伸部跟随相应成形料斗2的这种方式移动。优选地,并且如图1和3的示例实施例所示,推动元件5可沿着馈送路径t的弯曲延伸部移动。
[0050]
当推动元件5跟随相应料斗2时,它们具有沿着横向于馈送路径的方向朝向并远离相应料斗2的往复操作移动。优选地,垂直于馈送路径t执行往复操作移动。
[0051]
如附图所示,与成形通道2c同轴地执行往复操作移动。
[0052]
在附图的实施例中,推动元件5可在至少部分地叠置在馈送路径t上的闭合路径上移动。优选地,闭合路径具有圆形形状。在该实施例中,闭合路径叠置在馈送路径t的圆形延伸部上。
[0053]
在未图示的实施例中,推动元件5可在馈送路径t的比上述实施例中更大的部分上移动。优选地,在未图示的该示例实施例中,闭合路径可以叠置在料斗2的整个馈送路径t上。
[0054]
如图2a所示,每个推动元件5可以包括柱塞5a和推动框架5b。
[0055]
柱塞5a对料斗2进行操作以将相应管状坯件s推动到成形通道2c中。这样,与成形
通道2c配合作用的柱塞5a能够给予主体s1以上描述(并且在图4b和4c中图示)的渐缩横截面形状。此外,柱塞5a以下端部翼片a从底口2b突出的这种方式推动相应管状坯件s。
[0056]
柱塞5a具有渐缩形状。优选地,柱塞的顶部部分5c具有渐缩形状。
[0057]
优选地,柱塞5a(即,其顶部部分5c)被成形为与成形通道2c匹配。
[0058]
例如,并且如图2a的实施例中所示,柱塞5a(即,其顶部部分5c)具有被成形为与沿着料斗2(即,成形通道2c)的内表面设置的折叠特征3匹配并相对的四个面。柱塞5a(即,其顶部部分5c)还具有限定凹部的拐角部分,该凹部被成形为与料斗2的内壁(即,成形通道2c)的拐角部分处的折叠特征3匹配。
[0059]
取决于料斗2的折叠特征3的形状,还可想到具有其他形状的柱塞5a。换句话说,基于待制作的容器c,成形通道2c和柱塞5a(即,其顶部部分5c)与上面描述的那些不同地成形。
[0060]
推动框架5b对管状坯件s进行操作,特别地以上端部翼片a从顶口2a突出的这种方式对上端部翼片a进行操作。更具体地,推动框架5b以上端部翼片a朝向管状坯件s的外部部分折叠的这种方式作用在上端部翼片a上。在示例实施例中,推动框架5b具有限定通道的四个壁,该通道穿过由推动框架5b本身的壁限定的顶部开口和底部开口。根据待形成的容器c(即,管状坯件s)的形状,推动框架5b的其他实施例是可想到的。更具体地,推动框架5b的形状可以特别地取决于限定容器c的顶部闭合件ct的上端部翼片a的数量和/或分布。
[0061]
柱塞5a和推动框架5b配置成通过相对于彼此平移而移动。更具体地,以推动框架5b引起上端部翼片a在坯件s被柱塞5a推动到成形通道2c中之后或同时突出的这种方式执行相对平移移动。
[0062]
在使用中,柱塞5a将管状坯件s推动到成形通道2c中,并且在此之后(或同时),推动框架5b操作为使上端部翼片a突出到管状坯件s的主体s1外部。
[0063]
优选地,柱塞5a和推动框架5b可彼此独立地移动。术语“独立”是指推动框架5b由与被配置为移动柱塞5a的致动器不同的致动器移动。换句话说,柱塞5a的上下移动独立于推动框架5b的上下移动被驱动。换句话说,在使用状态下,尽管柱塞5a在推动框架5b之前或同时移动,但是推动框架5b可以在柱塞5a之前移动。
[0064]
如附图所示,推动框架5b围绕柱塞5a同轴地设置。优选地,推动框架5b的尺寸为以便允许柱塞5a(即,其顶部部分5c)穿过由推动框架5b的壁限定的通道。换句话说,由推动框架5b的壁限定的通道的尺寸大于或近似等于柱塞5a(即,其顶部部分5c)的尺寸。
[0065]
在附图的实施例中,机器1还包括用于定位坯件s的定位元件6。
[0066]
定位元件6具有大致c形的横向横截面,使得它们可以正确地保持相应管状坯件s以将它们正确地定位在相应料斗2和推动元件5处。
[0067]
定位元件6可以以便跟随相应成形料斗2的这种方式移动。更具体地,定位元件6至少沿着馈送路径t的延伸部跟随相应料斗2。因此,定位元件6也跟随推动元件5。
[0068]
优选地,定位元件6可在部分地叠置在推动元件5的闭合路径上的相应闭合路径上移动。如附图所示,定位元件6可以在推动元件5跟随由传送器运输的料斗2的初始部分中叠置在推动元件5的闭合路径上。
[0069]
优选地,定位元件6的相应闭合路径是圆形的。
[0070]
每个定位元件6可沿着相应闭合路径在接合构造和分离构造之间移动,在接合构
造中,每个定位元件6接合相应管状坯件s。
[0071]“接合构造”是指定位元件6配合在相应管状坯件s周围以接合相应推动元件5。换句话说,接合构造对应于定位元件6保持管状坯件s与相应料斗2和推动元件5对准的相应位置。维持接合构造直到推动元件5开始将管状坯件s推动到成形通道2c中。在接合构造中,定位元件6允许以以便克服管状坯件s的形状记忆的这种方式保持管状坯件s,管状坯件s的形状记忆将引起它打开并返回到其平坦坯件构造。
[0072]“分离构造”是指定位元件6允许相应推动元件5将管状坯件s推动到成形通道2c中的构造。换句话说,分离构造对应于定位元件6与相应坯件s间隔开使得现在与管状坯件s接合的推动元件5可以在不干扰的情况下将管状坯件s推动到成形通道2c中的位置。
[0073]
换句话说,接合构造对应于定位元件6在相应闭合路径的叠置在料斗2的馈送路径t上和推动元件5的闭合路径上的部分中相对于料斗2和推动元件5对准(即,同轴定位)的配置,而分离构造对应于使定位元件6移动离开因此它不与料斗2和推动元件5对准。
[0074]
机器1还包括在推动元件5下游位于馈送路径t上的折叠装置(未图示)。折叠装置被配置为折叠已经插入料斗2中的管状坯件s的端部翼片a,以制作管状坯件s的顶部闭合件ct和/或底部闭合件cf。
[0075]
折叠装置可以位于馈送路径t的相同部分中,使得它们对准并且可以在料斗2向前移动时折叠下端部翼片a和上端部翼片a。
[0076]
替代地,折叠装置可以位于馈送路径的不同部分中。例如,被配置为折叠下端部翼片a以制作底部闭合件cf的下折叠装置可以位于被配置为折叠上端部翼片a以制作顶部闭合件ct的上折叠装置的上游,或反之亦然。
[0077]
优选地,机器1还被提供有胶合装置(未图示),该胶合装置位于折叠装置(或每个折叠装置)的上游,并且被配置为胶合上端部翼片a和下端部翼片a的部分。这样,一旦折叠装置已经折叠它们,端部翼片a胶合到彼此以形成顶部闭合件ct和底部闭合件cf。
[0078]
优选地,在未图示的另一实施例中,机器1还包括填充站,该填充站用于将松散物品填充到容器c中并且位于被配置为制作管状坯件s的顶部闭合件ct的上折叠装置的上游。换句话说,填充站被配置为填充其下端部翼片a已经被底部折叠装置折叠以形成底部闭合件cf的管状坯件s。换句话说,填充站位于上端部翼片a的上游且用于折叠下端部翼片的折叠装置的下游。
[0079]
在使用中,上述机器1在由图1中的向内箭头i表示的馈送路径的一部分中被馈送有管状坯件s。管状坯件s通过将它们与由传送器沿着馈送路径t运输的相应料斗2以及与相应推动元件5对准来插入。优选地,在提供定位元件6的情况下,管状坯件s以以便克服其形状记忆并使管状坯件s相对于料斗2和推动元件5正确地对准的这种方式插入定位元件中。更具体地,管状坯件s在由向内箭头i指示的馈送路径t的部分附近连续地馈送到由传送器运输的空料斗2。
[0080]
此时,如例如图3所示,推动元件5沿着推动元件5的闭合路径的部分执行其往复移动,该推动元件5的闭合路径的部分叠置在料斗2的馈送路径t的部分上。图3示出了推动不同管状坯件s的不同推动元件5,但是图3也可以被理解为表示限定在相应管状坯件s上施加推动动作的一个推动元件5的移动的不同时刻。参见图3,表示该移动的时刻从右到左排序。
[0081]
更具体地,推动元件5通过朝向相应料斗2推进而同时跟随料斗2来开始其移动。推
动元件5朝向料斗2向下移动,直到它接合相应管状坯件s并插入其中。优选地,在附图中所图示的实施例中,柱塞5a(即,其顶部部分5c)通过顶部开口as插入管状坯件s的主体s1中。在预期存在定位元件6的情况下,一旦推动元件5已经接合相应管状坯件s,定位元件6就远离管状坯件s移动,从接合构造转变到分离构造。
[0082]
接下来,柱塞5a和推动框架5b以以便将管状坯件推动到成形通道2c中的这种方式移动。替代地,推动框架5b可以在柱塞5a施加推动动作之后施加推动动作。
[0083]
更具体地,柱塞5a(即,其顶部部分5c)将主体s1以以便给予管状坯件s图4b所示的渐缩横截面形状并且使下端部翼片a从料斗2的底口2b突出的这种方式推靠在料斗2的折叠特征3上。此外,推动框架5b允许将主体s1进一步推动到成形通道2c中,使得上端部翼片a从料斗2的顶口2a突出。更具体地,推动框架5b以上端部翼片a朝向主体s1的外部部分折叠的方式折叠上端部翼片a(在相应的折叠线p处)。此时,推动元件5通过远离相应料斗2移动而结束其往复移动。该移动可以通过同时移动离开柱塞5a和推动框架5b或首先移动一个并且然后移动另一个来执行,或反之亦然。
[0084]
有利地,推动元件5的往复移动允许管状坯件s被快速地且精确地形成。更具体地,推动动作允许将管状坯件s插入相应料斗2中,使得当管状坯件s沿着馈送路径t移动时管状坯件s被牢固地保持并且处于压缩状态,以便通过克服通常使现有技术机器的处理困难和/或相对不精确的形状记忆而给予主体s1渐缩横截面形状。
[0085]
在管状坯件s已经插入成形通道2c中以获得类似于例如图4b中所示的管状坯件s之后,料斗2沿着馈送路径t继续,直到它们到达折叠装置。折叠装置折叠端部翼片a以形成底部闭合件cf和顶部闭合件ct,从而制作容器c。
[0086]
优选地,如果填充站存在,则首先形成底部闭合件cf,然后填充主体s1,并且在此之后,形成顶部闭合件ct,从而制作满的容器c。
[0087]
此时,容器c在向外箭头u附近从相应料斗2中取出,如通过图1中的示例所示,使得在向内箭头附近,料斗2现在是空的并且可以自由地接收待形成的另一管状坯件s。
[0088]
本发明的目的还在于一种由预胶合的管状坯件s形成容器c的方法。该方法在类似于前文中描述的机器(即,根据上述实施例中的一个)的机器1中执行。
[0089]
该方法包括将预胶合的管状坯件s馈送到相应料斗2的步骤。料斗2具有顶口2a和底口2b,顶口2a和底口2b彼此相对并且是敞开的以限定成形通道2c,并且被内部地提供有给予成形通道2c渐缩横截面形状的折叠特征3。
[0090]
优选地,该方法还可以包括折叠并胶合平坦坯件以便获得管状坯件s的管状结构的初步步骤。换句话说,该方法可以包括在将管状坯件s馈送到相应料斗2的步骤之前制作被预胶合的管状坯件s的步骤。
[0091]
接下来,该方法包括沿着馈送路径t移动被提供有管状坯件s的料斗2。
[0092]
该方法还包括借助于推动元件5将管状坯件s推动到料斗2的成形通道2c中,该推动元件5可以移动以便跟随料斗2,并且该推动元件5具有沿着横向于(优选地垂直于)馈送路径t的方向朝向并远离料斗2的往复操作移动。这种推动动作允许确定管状坯件s的边缘sp和/或侧壁l的逐渐折叠并且以管状坯件s的端部翼片a分别从顶口2a和底口2b突出的这种方式。
[0093]
推动步骤优选地包括借助于柱塞5a将管状坯件s推动到成形通道2c中,该柱塞5a
具有优选地与成形通道2c匹配的渐缩形状。
[0094]
推动步骤优选地包括在利用柱塞5a进行推动的步骤之后或同时借助于推动框架5b折叠端部翼片a。
[0095]
推动并折叠的子步骤通过使柱塞5a和推动框架5b相对于彼此移动来实现。
[0096]
该方法还包括借助于沿着馈送路径t设置在推动元件5下游的折叠装置折叠管状坯件s的端部翼片a来分别产生顶部闭合件ct和/或底部闭合件cf。
[0097]
该方法还可以包括将管状坯件s容纳在定位元件6中并且移动定位元件6因此它跟随相应料斗2的步骤。该移动沿着馈送路径t的至少一个延伸部执行。这样,该方法允许保持管状坯件s与相应料斗2对准。
[0098]
此外,该方法包括一旦推动元件5已经开始推动步骤就使定位元件6远离馈送路径t移动。因此,该方法允许管状坯件s在没有干涉的情况下被推动到成形通道2c中。
[0099]
优选地,该方法还包括填充管状坯件s的步骤,该填充管状坯件s的步骤在折叠下端部翼片a的步骤和折叠上端部翼片a的步骤之间执行。
[0100]
有利地,本发明能够克服现有技术的缺点。
[0101]
有利地,机器1能够以高速度并高精确度由管状坯件s形成容器c。
[0102]
更具体地,机器1能够以与现有技术中使用的机器和/或方法相比减少数量的步骤实施该成形过程,并且还能够解决由管状坯件s本身的形状记忆引起的不精确的问题。
[0103]
有利地,机器1能够防止对正在形成的管状坯件s的损坏,并且因此提供了可靠的经济优势。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
