1.本实用新型涉及管接件加工领域技术,尤其是指一种管接件自动组装设备。
背景技术:
2.管接件是一种在流体通路中能装拆的连接件的总称,可分为扩口式、卡套式、焊接式等多种。现有的管接头一般由多个管接件对接组合而成,从而形成直通接头或者多通接头。
3.现有的管接件组装过程一般通过人工来实现,不仅自动化程度较低,人工成本高,而且人工组装的方式效率也更低,无法满足大批量的生产,且无法对组装后的管接件进行气密性测试,容易使不良品流入后续工艺,从而影响后续工艺的生产,因此,有必要对现有的管接件组装过程作出进一步改进。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种管接件自动组装设备,其能有效解决现有之管接件组装过程自动化程度低、浪费人工成本、无法满足大批量生产以及影响后续工序加工的问题。
5.为实现上述目的,本实用新型采用如下之技术方案:
6.一种管接件自动组装设备,包括有控制柜、组装机台、上料装置、气密性检测装置以及机械手;该组装机台设置于控制柜侧旁并与控制柜连接;该上料装置设置在组装机台侧旁并与控制柜连接;该气密性检测装置设置在组装机台上并与控制柜连接;该机械手设置于组装机台侧旁并来回活动于组装机台和上料装置之间,机械手与控制柜连接。
7.作为一种优选方案,所述组装机台包括有组装架、定位机构以及组装机构;该定位机构和组装机构均设置在组装架上。
8.作为一种优选方案,所述组装机构为两个,两组装机构分别设置在定位机构的两侧并沿着两组装机构的排布方向来回活动。
9.作为一种优选方案,所述定位机构包括有定位块、固定块以及第一驱动机构,该定位块设置在组装架上,该固定块与定位块铰接并来回扣合地活动于定位块上方,固定块与定位块扣合形成有一固定产品的固定槽;该第一驱动机构设置在组装架上并带动固定块活动,第一驱动机构与控制柜连接。
10.作为一种优选方案,所述组装机构包括有滑轨、活动架、第二驱动机构、固定架以及第三驱动机构;该滑轨设置在组装架上并位于定位机构侧旁;该活动架可沿着滑轨来回活动地设置于组装架上,活动架内具有一放置产品的容纳腔;该第二驱动机构设置在组装架上并带动活动架来回活动,第二驱动机构与控制柜连接;该固定架设置在活动架上并来回活动于容纳腔侧旁;该第三驱动机构设置在活动架上并带动固定架活动,第三驱动机构与控制柜连接。
11.作为一种优选方案,所述固定架上具有一连接管,该连接管一端与管接件连通,连
接管的另一端与气密性检测装置连通。
12.作为一种优选方案,所述上料装置包括有上料槽以及振动盘,振动盘与上料槽的输出端连接,振动盘与控制柜连接。
13.作为一种优选方案,所述机械手包括有机械臂、夹料头以及摄像头;该机械臂的自由端来回活动于组装机台和上料装置之间;该夹料头设置在机械臂的活动端并随着机械臂的活动端来回活动;该摄像头设置在机械臂上,摄像头与控制柜连接。
14.作为一种优选方案,所述摄像头设置在机械臂的自由端并位于夹料头侧旁。
15.作为一种优选方案,所述组装机台为互相垂直排布的两个,上料装置为5个,其分布在两组装机台外侧,机械手为3个,其分布在组装机台和上料装置之间;其中一个机械手活动于两组装机台的定位机构以及上料装置之间,其余两机械手分别活动于对应组装机台的两组装机构和上料装置之间。
16.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
17.通过设置有组装机台、上料装置、气密性检测装置以及机械手,并配合气密性检测装置设置在组装机台的侧旁并与控制柜连接,以及该机械手设置于组装机台侧旁并来回活动于组装机台和上料装置之间,通过机械手进行自动上料,以及组装机台的自动组装,使得管接件的组装过程自动化程度更高,降低了人工成本,同时组装效率也能得到有效提高提高,能实现产品的大批量生产,同时气密性检测装置能及时对组装完成的管接件产品进行气密性检测并记录,及时发现不良品,防止不良品流入后续工艺而影响后续工艺产品的良品率。
18.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
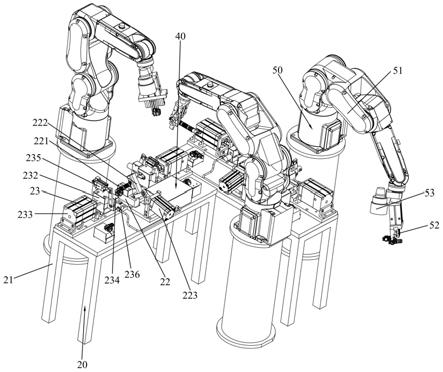
19.图1是本实用新型之较佳实施例的立体结构示意图;
20.图2是本实用新型之较佳实施例的局部组装示意图;
21.图3是本实用新型之较佳实施例的另一局部组装示意图;
22.图4是本实用新型之较佳实施例中组装机台的立体结构示意图;
23.图5是本实用新型之较佳实施例中机械手的立体结构示意图。
24.附图标识说明:
25.10、控制柜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、组装机台
26.201、固定槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202、容纳腔
27.21、组装架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、定位机构
28.221、定位块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222、固定块
29.223、第一驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23、组装机构
30.231、滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232、活动架
31.233、第二驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
234、固定架
32.235、第三驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
236、连接管
33.30、上料装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、上料槽
34.32、振动盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40、气密性检测装置
35.50、机械手
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51、机械臂
36.52、夹料头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53、摄像头
37.60、产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61、第一管接头
38.62、第二管接头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63、第三管接头
39.70、送料装置。
具体实施方式
40.请参照图1至图5所示,其显示出了本实用新型之较佳实施例的具体结构,其中包括有控制柜10、组装机台20、上料装置30、气密性检测装置40以及机械手50。
41.该组装机台20设置于控制柜10侧旁并与控制柜10连接;在本实施例中,所述组装机台20包括有组装架21、定位机构22以及组装机构23;该定位机构22和组装机构23均设置在组装架上21;所述组装机构23为两个,两组装机构23分别设置在定位机构22的两侧并沿着两组装机构23的排布方向来回活动;所述定位机构22包括有定位块221、固定块222以及第一驱动机构223,该定位块221设置在组装架21上,该固定块222与定位块221铰接并来回扣合地活动于定位块221上方,固定块222与定位块221扣合形成有一固定产品60的固定槽201;该第一驱动机构223设置在组装架21上并带动固定块222活动,第一驱动机构223与控制柜10连接;所述组装机构23包括有滑轨231、活动架232、第二驱动机构233、固定架234以及第三驱动机构235;该滑轨231设置在组装架21上并位于定位机构22侧旁;该活动架232可沿着滑轨231来回活动地设置于组装架21上,活动架232内具有一放置产品60的容纳腔202;该第二驱动机构233设置在组装架21上并带动活动架232来回活动,第二驱动机构233与控制柜10连接;该固定架234设置在活动架232上并来回活动于容纳腔202侧旁;该第三驱动机构235设置在活动架21上并带动固定架234活动,第三驱动机构235与控制柜10连接;所述固定架234上具有一连接管236,该连接管236一端与产品60连通;所述组装机台20为互相垂直排布的两个。
42.该上料装置30设置在组装机台20侧旁并与控制柜10连接;在本实施例中,所述上料装置30包括有上料槽31以及振动盘32,振动盘32与上料槽31的输出端连接,振动盘32与控制柜10连接;所述上料装置30为5个,其分布在两组装机台20外侧。
43.该气密性检测装置40设置在组装机台上并与控制柜10连接;在本实施例中,前述连接管236的另一端与气密性检测装置40连通。
44.该机械手50设置于组装机台20侧旁并来回活动于组装机台20和上料装置30之间,机械手50与控制柜10连接;在本实施例中,所述机械手50包括有机械臂51、夹料头52以及摄像头53;该机械臂51的自由端来回活动于组装机台20和上料装置30之间;该夹料头52设置在机械臂51的活动端并随着机械臂51的活动端来回活动;该摄像头53设置在机械臂51上,摄像头53与控制柜10连接;所述摄像头53设置在机械臂51的自由端并位于夹料头52侧旁;摄像头53用于夹料时对工件进行定位,同时扫描工件上的条码信息,以及组装完成后对成品进行外观检验;所述机械手50为3个,其分布在组装机台20和上料装置30之间;其中一个机械手50活动于两组装机台20的定位机构22以及上料装置30之间,其余两机械手50分别活动于对应组装机台20的两组装机构23和上料装置30之间。
45.进一步的,还包括有一用于输送成品的送料装置70,该送料装置70设置在组装机台20侧旁并与控制柜10连接。
46.详述本实施例的工作原理如下:
47.工作时,先通过人工上料的方式分别把第一管接头61、第二管接头62以及第三管接头63加入对应的上料装置30之上料槽31中,且在上料时通过人工对每个工件进行扫描记录,上料完成之后,上料槽31中的工件会进入振动盘32中,并通过振动盘32振动将工件带有扫描信息的一面朝上,接着由控制柜10分别带动3个机械手50工作,机械手50活动端活动至对应振动盘32上方,然后通过夹料头52加起工件,夹料时摄像头53会先扫描工件上的条码信息并将扫描的信息传递给控制柜10,同时夹料时机械手50会通过摄像头53定位工件的位置,之后机械手50会分别将第一管接头61和第二管接头63放置在对应组装机台20的两组装机构23中,并通过固定架234将第一管接头61和第三管接头63固定在容纳腔202中,固定完成后使得连接管236与第一管接头61连通,第三管接头63的另一端通过固定架234密封,同时另一机械手50会将第二管接头62放置到定位机构22中的固定槽201中并通过固定块222进行固定,接着由第二驱动机构233同时带动两组装机构23朝向定位机构22活动,使得第一管接头61和第三管接头63分别与二管接头62的两端固定连接,组装完成后由气密性检测装置40对组装完成的产品60进行气密性检测,并将气密性检测的数据传递给控制柜并记录,检测完成后由机械手50将组装完成的产品60从组装机台20取下,并通过摄像头53进行成品外观检验,最后放置到送料装置70中,由送料装置70将产品60送出即可。
48.本实用新型的设计重点在于:通过设置有组装机台、上料装置、气密性检测装置以及机械手,并配合气密性检测装置设置在组装机台的侧旁并与控制柜连接,以及该机械手设置于组装机台侧旁并来回活动于组装机台和上料装置之间,通过机械手进行自动上料,以及组装机台的自动组装,使得管接件的组装过程自动化程度更高,降低了人工成本,同时组装效率也能得到有效提高提高,能实现产品的大批量生产,同时气密性检测装置能及时对组装完成的管接件产品进行气密性检测并记录,及时发现不良品,防止不良品流入后续工艺而影响后续工艺产品的良品率。
49.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。