1.本实用新型属于几何量检测技术,隶属于精密制造技术,具体涉及一种基于气动量仪的阀套自动测量装置。
背景技术:
2.阀套类零件作为飞控系统的核心零部件,其特点是是加工精度高、结构复杂、轴长比高,检验要素多、检测过程复杂,多截面测量、配偶件间隙检测要求全数检验并做数据记录,特别是在精车、内外磨、精研等关键加工工序,工艺过程安排有多次检测工序,同时因加工一次合格率平均在70%,存在多次返工重复性检测问题,检测能力面临严峻挑战。
3.目前的方法是:
4.1)使用人工手动操作气动量仪,测量阀套同一内孔多个截面的直径;当同一零件多个内径需要测量时,需要手动更换不同测头并标定后再测量。
5.2)使用圆柱度仪测量阀套内孔多个截面的圆度及圆柱度。
6.气动量仪手动测量时操作步骤多,测量结果受操作人员经验影响较大;而圆柱度仪平均测量一件零件约10min,测量时间长,测量效率较低。
技术实现要素:
7.实用新型目的:本装置基于高精度气动量仪,设计了自动化测量装置,目的是替代目前的手动测量方法,提高阀套类零件内径及圆度的检测准确性和检测效率。
8.本实用新型的技术方案:一种基于气动量仪的阀套自动测量装置,包括纵向检测机构1、横向定位移动机构2、设备基础框架4、零件盒5、工作台6、气动量仪7;纵向检测机构1安装于设备基础框架4上,横向定位移动机构2安装于纵向检测机构中部,零件盒5及气动量仪7置于工作台6上。
9.所述纵向检测机构1包括七组检测模块、安装底板10、三角支撑架11;七组检测模块安装于安装底板10正面,采用上四下三分布,三角支撑架11置于安装底板10背面。
10.一组检测模块包括纵向移动机构30、旋转气动测试机构8、气动测头9;纵向移动机构30安装在安装底板10上,旋转气动测试机构8安装在纵向移动机构30上,气动测头9安装在旋转气动测试机构8上。
11.所述横向定位移动机构2包括横移导轨12、零件夹具13、环规托架14、环规15、环规压板16;零件夹具13安装于横移导轨12上,环规托架14安装于横移导轨12上,环规15放置于环规托架1上,环规压板16固定在环规15上。
12.所述零件夹具13包括夹钳垫块a17、夹钳垫块b18、工装支撑板19、限位块20、夹钳21、v型块a22、v型块b23;夹钳垫块a17安装于工装支撑板19上,夹钳垫块b18安装于夹钳垫块a17上,限位块20安装于工装支撑板19底部,夹钳21安装于夹钳垫块b18上,v型块a22固定在夹钳21上,v型块a23安装于工装支撑板19上部。
13.所述设备基础框架侧面设有气源开关3。
14.本实用新型的有益效果:
15.本实用新型将多个气动测头分别布置于零件的上方和下方,结合环规托架确定环规标定位,可实现气动测头的自动标定和结果补偿。测量零件时,通过测量程序的编程与控制,可实现一键式测量,横向定位移动机构可移动至多个测量位,实现同一零件多个内孔的测量;在同一测量位时,气动测头通过上下移动和旋转,可实现同一内孔多个截面直径和圆度的测量。最终测量数据可实现实时记录与保存。本实用新型测量重复精度0.4um;可实现气动测头的自动标定及同一阀套零件的多直径及多截面尺寸的编程自动测量,单件测量时间≤5min,满足对检测效率的要求。
附图说明
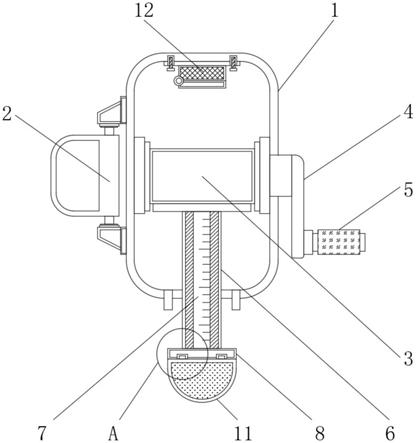
16.图1为一种基于气动量仪的阀套自动测量装置的结构示意图,
17.其中:1.纵向检测机构;2.横向定位移动机构;3.气源开关;4设备基础框架;5.零件盒;6.工作台;7.气动量仪。
18.图2为纵向检测机构示意图,
19.其中:30.纵向移动机构;8.旋转气动测试机构;9.气动测头;10.安装底板;11.三角支撑架。
20.图3为横向定位移动机构示意图,
21.其中:12.横移导轨;13.零件夹具;14.环规托架;15.环规;16.环规压板。
22.图4为零件夹具示意图。
23.其中:17.为夹钳垫块a;18.为夹钳垫块b;19.为工装支撑板;20.限位块;21.夹钳;22.v型块a;23.v型块b。
具体实施方式
24.下面结合附图对本发明进一步说明:
25.如图1所示,一种基于气动量仪的阀套自动测量装置,包括纵向检测机构1、横向定位移动机构2、设备基础框架4、零件盒5、工作台6、气动量仪7;纵向检测机构1安装于设备基础框架4上,横向定位移动机构2安装于纵向检测机构中部,零件盒5及气动量仪7置于工作台6上,气源开关3布置设备基础框架4的侧面。
26.如图2所示,所述纵向检测机构1包括七组检测模块、安装底板10、三角支撑架11;七组检测模块安装于安装底板10正面,采用上四下三分布,三角支撑架11置于安装底板10背面。
27.一组检测模块包括纵向移动机构30、旋转气动测试机构8、气动测头9;纵向移动机构30安装在安装底板10上,旋转气动测试机构8安装在纵向移动机构30上,气动测头9安装在旋转气动测试机构8上。
28.如图3所示,横向定位移动机构2包括横移导轨12、零件夹具13、环规托架14、环规15、环规压板16;零件夹具13安装于横移导轨12上,环规托架14安装于横移导轨12上,环规15放置于环规托架1上,环规压板16固定在环规15上。
29.如图4所示,零件夹具13包括夹钳垫块a17、夹钳垫块b18、工装支撑板19、限位块20、夹钳21、v型块a22、v型块b23;夹钳垫块a17安装于工装支撑板19上,夹钳垫块b18安装于
夹钳垫块a17上,限位块20安装于工装支撑板19底部,夹钳21安装于夹钳垫块b18上,v型块a22固定在夹钳21上,v型块a23安装于工装支撑板19上部。
30.基本工作过程:
31.(1)设备开机,打开测量软件,选择需要使用的气动测头,调取气动测头标定程序,横向定位移动机构带动环规托架将环规移动至标定位,设备逐一自动标定气动测头,软件根据标定结果自动补偿结果;
32.(2)标定合格后,横向定位移动机构返回起始位,操作人员将待测阀套零件装夹到零件夹具中,固定零件。在测量软件中调取对应的零件测量程序,输入零件编号和生产批次号,点击设备启动按钮,横向定位移动机构带动零件移动至对应的测量位。
33.(3)按照程序设定,纵向移动机构带动气动测头上下移动到指定测量位1,测量该截面位置的直径和圆度,接着,旋转气动测试机构带动气动测头旋转90
°
,测量该截面的另一组直径和圆度数值。接着纵向移动机构继续移动,进行下一截面的数据测量,最终完成零件多个截面位置的直径和圆度的测量,同时软件实时采集记录各个截面的测量数据;如果零件有多个直径需要测量,则继续移动至测量位2,进行相同的测量步骤,直到完成所有直径的测量。
34.(4)检测完毕,横向定位移动机构带动零件返回起始位,电脑屏幕显示本次测量结果并根据程序设定能够将测量数据保存至指定位置。
技术特征:
1.一种基于气动量仪的阀套自动测量装置,其特征在于,包括纵向检测机构(1)、横向定位移动机构(2)、设备基础框架(4)、零件盒(5)、工作台(6)、气动量仪(7);纵向检测机构(1)安装于设备基础框架(4)上,横向定位移动机构(2)安装于纵向检测机构中部,零件盒(5)及气动量仪(7)置于工作台(6)上。2.如权利要求1所述的基于气动量仪的阀套自动测量装置,其特征在于,所述纵向检测机构(1)包括七组检测模块、安装底板(10)、三角支撑架(11);七组检测模块安装于安装底板(10)正面,采用上四下三分布,三角支撑架(11)置于安装底板(10)背面。3.如权利要求1所述的基于气动量仪的阀套自动测量装置,其特征在于,一组检测模块包括纵向移动机构(30)、旋转气动测试机构(8)、气动测头(9);纵向移动机构(30)安装在安装底板(10)上,旋转气动测试机构(8)安装在纵向移动机构(30)上,气动测头(9)安装在旋转气动测试机构(8)上。4.如权利要求1所述的基于气动量仪的阀套自动测量装置,其特征在于,所述横向定位移动机构(2)包括横移导轨(12)、零件夹具(13)、环规托架(14)、环规(15)、环规压板(16);零件夹具(13)安装于横移导轨(12)上,环规托架(14)安装于横移导轨(12)上,环规(15)放置于环规托架(14)上,环规压板(16)固定在环规(15)上。5.如权利要求4所述的基于气动量仪的阀套自动测量装置,其特征在于,所述零件夹具(13)包括夹钳垫块a(17)、夹钳垫块b(18)、工装支撑板(19)、限位块(20)、夹钳(21)、v型块a(22)、v型块b(23);夹钳垫块a(17)安装于工装支撑板(19)上,夹钳垫块b(18)安装于夹钳垫块a(17)上,限位块(20)安装于工装支撑板(19)底部,夹钳(21)安装于夹钳垫块b(18)上,v型块a(22)固定在夹钳(21)上,v型块b(23)安装于工装支撑板(19)上部。6.如权利要求1所述的基于气动量仪的阀套自动测量装置,其特征在于,所述设备基础框架(4)侧面设有气源开关(3)。
技术总结
本实用新型属于几何量检测技术,隶属于精密制造技术,具体涉及一种基于气动量仪的阀套自动测量装置;本实用新型将多个气动测头分别布置于零件的上方和下方,结合环规托架确定环规标定位,可实现气动测头的自动标定和结果补偿。测量零件时,通过测量程序的编程与控制,可实现一键式测量,横向定位移动机构可移动至多个测量位,实现同一零件多个内孔的测量;在同一测量位时,气动测头通过上下移动和旋转,可实现同一内孔多个截面直径和圆度的测量。最终测量数据可实现实时记录与保存。本实用新型测量重复精度0.4um;可实现气动测头的自动标定及同一阀套零件的多直径及多截面尺寸的编程自动测量,单件测量时间≤5min,满足对检测效率的要求。率的要求。率的要求。
技术研发人员:吴蕊 冯晓辉 臧龙 刘海军
受保护的技术使用者:中国航空工业集团公司西安飞行自动控制研究所
技术研发日:2021.07.30
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。