技术特征:
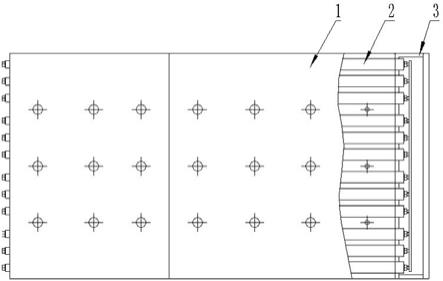
1.一种用于大流量高温高压高速气体环境的电热元件,其特征在于,所述的电热元件采用夹板式结构,包括若干并列排列的电热管(2)、覆盖在电热管(2)上表面、下表面的保护板(1),和覆盖在电热管(2)中性端上、与保护板(1)固定连接的保护盒(3);保护板(1)覆盖在电热管(2)发热段上,总长度与电热管(2)的发热段长度相同;保护板(1)分为上下对称的两个夹板(4),上表面的夹板(4)由若干个板块拼接而成,下表面的夹板(4)也由若干个板块拼接而成,上表面的夹板(4)焊缝和下表面的夹板(4)焊缝交错排列;上表面的夹板(4)和下表面的夹板(4)上开有与电热管(2)相匹配的并列排列的半圆槽(5),在半圆槽(5)之间开有与电热管(2)的热电偶相匹配的热电偶安装槽(6),热电偶安装槽(6)的长度等于温度监控点到热电偶引出点的距离;上表面的夹板(4)和下表面的夹板(4)上还开有对应的阵列排列的销钉孔(7);上表面的夹板(4)和下表面的夹板(4)的接触面留有焊接坡口;电热管(2)分为3组,每组数量相同,均为n个,n≥3;所有的电热管(2)的中性端采用金属连接片连接在一起,每组电热管(2)的另一端分别与供电电源的a相、b相、c相相连,形成三相三线制星型连接方式;保护盒(3)为一侧开口的方形盒体,保护盒(3)的厚度等于上表面的夹板(4)和下表面的夹板(4)的厚度之和,保护盒(3)的宽度等于夹板(4)的宽度,保护盒(3)的长度大于电热管(2)中性端的长度;保护盒(3)内填充具有灭弧作用氧化镁粉。2.根据权利要求1所述的用于大流量高温高压高速气体环境的电热元件,其特征在于,所述的保护板(1)和保护盒(3)的材质为06cr19ni10耐热钢。3.根据权利要求1所述的用于大流量高温高压高速气体环境的电热元件,其特征在于,所述的焊接坡口为45
°
,便于接触面焊接。4.根据权利要求1所述的用于大流量高温高压高速气体环境的电热元件,其特征在于,所述的销钉孔(7)的直径为φ10mm,夹板(4)的表面设置与各销钉孔(7)相匹配的45
°
焊接坡口,便于销钉表面与夹板(4)焊接。5.基于权利要求1所述的用于大流量高温高压高速气体环境的电热元件的加工方法,其特征在于,包括以下步骤:s10.采用工装将上表面的夹板(4)、电热管(2)和下表面的夹板(4)夹紧,电热管(2)与夹板(4)的接触面积大于95%;上表面的夹板(4)和下表面的夹板(4)合拢,然后用销钉贯穿销钉孔(7),销钉的两端面与夹板(4)焊接并打磨平整;s20.将合拢后的上表面的夹板(4)和下表面的夹板(4)采用氩弧焊焊接,并将焊缝打磨平整;s30.在保护盒(3)内填充氧化镁粉;s40.将保护盒(3)的开口侧覆盖在电热管(2)中性端,采用氩弧焊焊接保护盒(3)与上表面的夹板(4)和下表面的夹板(4)的接触端面,并将焊缝打磨平整;得到一个整体为方形体的电热元件。6.根据权利要求5所述的用于大流量高温高压高速气体环境的电热元件的加工方法,其特征在于,所述的步骤s20的焊接步骤如下:s21.将上表面的夹板(4)的第1个和第2个焊缝为一组,两个焊缝分段交替满焊:s211.在第1个焊缝上、中、下三个位置分别焊接30mm长,然后在第2个焊缝上、中、下三
个位置分别焊接30mm长;s212.在第1个焊缝上、下位置分别焊接30mm长,在第2个焊缝上、下位置分别焊接30mm长,依次交替焊接,直到全部焊满;s22.将上表面的第3个和第4个焊缝为一组,两个焊缝分段交替满焊,采用相同的方式继续焊接剩余的焊缝,直至完成所有上表面的夹板(4)的焊缝焊接;s23.重复步骤s21、s22完成所有下表面的夹板(4)的焊缝焊接;s24.将上表面的夹板(4)和上表面的夹板(4)的左右侧面的焊缝采用花焊焊接,花焊焊接方法是每间隔30mm焊接30mm,再将未焊接的位置继续间隔焊接,直至所有的侧面焊缝焊接完成;s25.将上表面的夹板(4)和上表面的夹板(4)的前后两端的焊缝采用步骤s24的花焊焊接方法焊接完成。7.根据权利要求5所述的用于大流量高温高压高速气体环境的电热元件的加工方法,其特征在于,所述的氩弧焊的焊接电流150a,氩气流速5l/min。
技术总结
本发明属于高超声速风洞试验设备技术领域,公开了一种用于大流量高温高压高速气体环境的电热元件及加工方法。该电热元件采用夹板式结构,包括若干并列排列的电热管、覆盖在电热管上表面的上表面夹板、下表面的下表面夹板,和覆盖在电热管中性端的保护盒。该加工方法采用工装将上表面夹板、电热管和下表面夹板夹紧并合拢,然后用销钉贯穿上表面夹板和下表面夹板,并采用氩弧焊焊接上表面夹板、下表面夹板以及保护盒,使得电热元件成为一个方形体。该电热元件采用夹板式结构,能够增加电热元件强度,增大接触面积,提高换热效率,保证风洞试验质量和效率。加工方法简便可靠,精度高,变形量小。变形量小。变形量小。
技术研发人员:陈久芬 茆青 章起华 魏科 赵月伟 朱涛 蒋万秋 徐洋 范孝华 李杰 母波
受保护的技术使用者:中国空气动力研究与发展中心超高速空气动力研究所
技术研发日:2022.02.16
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。