1.本发明属于信息技术及先进制造领域,面向以多品种、小批量为特征的国防科技复杂装备产品,针对其存在大量动态变化因素、信息度和复杂度日益增加、柔性化与智能化水平日益提升的装调生产线,设计了装调生产线动态调度方法,对产品工件的工艺路线、各工序开工时间、机器指派与完工时间进行了优化调度,突破了传统专线专用生产模式及依赖人工或传统办公软件进行生产管理造成的生产线效率低与灵活性差的局限性,为多品种小批量复杂装备装调生产管控提供关键技术支撑。
背景技术:
2.随着我国航天事业的快速发展,航天产品的需求量日益增加,同时一直呈现出多品种、小批量的特点。按照传统的专线专用模式,型号产品装调生产线间资源通用性低、柔性差,无法满足未来更多型号的订单快速响应需求。此外,依靠人工或者传统办公软件难以对复杂和扰动频发的装调生产线进行准确和灵敏的调度管控。在智能制造技术快速发展带来的契机下,大量企业开始建设多型号共线新模式的智能装配调试生产线。
3.对比型号产品专用生产线,多型号产品共用生产线流程更复杂。此外,对于研制与批生产并重的型号产品,由于在研制阶段结构和工艺尚未定型导致工艺方法及工艺路线的变动性较大,另有临时生产任务、设备损坏等生产环境的动态变化,使多型号产品装调生产线的调度管控更困难。在研究此类复杂性高、存在大量扰动因素的生产线调度问题时,需把生产环境视为动态变化的环境,将这一问题作为动态生产调度问题处理。针对不同的生产执行环境,适当调整调度策略和算法,成为解决问题的关键。
4.当前,动态生产调度的方法主要有:多规则方法、启发式搜索法、人工智能/计算智能方法和系统仿真法。这些方法对自然过程进行直接模拟,或是对局域搜索方法进行改进,在求解动态调度问题时,均存在着各个方面的缺陷,难以得出全局最优的调度方案,或难以维持满足预期需求的调度性能。
技术实现要素:
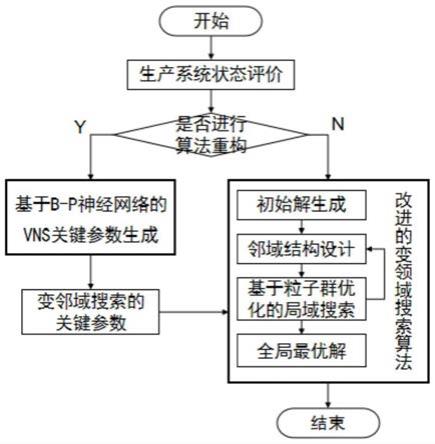
5.针对变动频繁的型号装调生产环境,结合动态生产调度的特点,本发明设计了一种面向多型号小批量产品装调过程的动态调度方法。该方法首先针对存在多种突发状况的生产调度问题建立了型号产品装调特征模型,进而设计了混合变邻域搜索算法得到型号产品调度周期内的最优生产动态调度方案,并据生产现场状态和任务变化情况周期性地判断是否需要进行重调度,以保证调度方法性能与预期性能保持一致,最终达到适应动态生产环境、提升生产敏捷性的目的。
6.本发明的技术方案:
7.一种面向多型号小批量的复杂装备产品装调生产动态调度方法,根据生产任务、设备/物料状态、工艺信息和生产现场状态进行生产调度做出调度指令,生产调度重调度决
策、调度算法和调度结果评价;具体建立步骤如下:
8.步骤一、设定车间动态调度场景;
9.车间动态调度场景涉及生产任务、设备/物料状态、工艺信息和生产现场状态,包括生产订单情况变化、加工设备情况变化和原材料情况变化;
10.生产订单情况变化包括由需求驱动的订单增加或删减、原订单交货期提前、加工任务对资源种类或数量的需求变化和工艺路线的变更;
11.加工设备情况变化包括设备添加、检修或损坏;
12.原材料情况变化包括原料短缺或是未按时完成物料准备;
13.其中加工设备与所加工的工件遵循一定前提条件用以规范调度过程;
14.加工设备遵循前提条件为:
15.初始状态下,所有的设备均处于闲置状态;1台设备只能加工1个工件,即必须在前一道工序加工完成后开始另一工序;设备不会因缺少辅助工具处于闲置状态;设备发生故障的频率符合正态分布,平均发生故障时间为3000个加工时间单位,平均维护时间为10个加工时间单位;
16.工件遵循前提条件为:工件的工艺路线及其每道工序的工时预先确定;工件的工时符合正态分布,包括装夹和正常加工所需时间,不计算运送时间;每道工序在指定的设备上加工,只能加工一次;新的待加工工件进入车间的频率符合指数分布,平均时间为15个加工时间单位;
17.步骤二、通过设定的车间动态调度场景从车间生产采集系统中读取调度相关信息,建立型号产品生产动态调度模型:
18.s2.1.定义型号产品生产动态调度模型符号表征;
19.调度开始时刻为0,所有设备均处于空闲状态;
20.s2.1.1、定义型号产品生产动态调度模型参数;
21.i,产品编号,i=1,2,
…
,n;j,设备编号,j=1,2,
…
m;k,工件编号,k=1,2,
…
o,r,工序编号,r=1,2,
…
,q;b
ik
,产品i工件k的紧前工件集;fi,产品i的交货期;ci,产品i的完工时间;ej,设备j的单位加工费用;eci,产品i提前完工惩罚系数;fci,产品i拖期完工惩罚系数;t,调度软件检测周期;λ,系统预期性能特征值;rt,系统性能失效限定时间;
22.s2.1.2、定义型号产品生产动态调度模型变量;
23.s
ikrj
,产品i工件k第r道工序在设备j上的开工时间;t
ikrj
,产品i工件k第r道工序在设备j上的加工时间;c
ikrj
,产品i工件k第r道工序在设备j上的完工时间;a
ikrj
,整数变量,当产品i工件k第r道工序在设备j上加工,变量设置为1,否则设置为0;d
ikr
,整数变量,当若产品i工件k第r道工序开始加工前需跨车间运转,变量设置为1,否则设置为0;λ,系统性能特征值;
24.s2.1.3、定义型号产品生产动态调度模型决策内容;
25.决策内容有两个方面;一方面是得出工件的动态调度解决方案,包括待调度工件的工艺路线、各零件加工序列开始加工时间和完工时间;另一方面是调度方法的性能偏差值,当车间执行环境发生变更时,及时对生产系统的运行性能做出评价,以判断是否需要进行重调度,使新的调度计划能够满足调度目标的要求;
26.采用工序编码法,表达调度所得的零件加工序列;该方假设所调度的n个零件均为
m个工序,m为当前最大工序数;零件工序数不足m,则设为工时为0的虚工序,使得每个零件都出现m次;利用周期性巡检法,获得当前生产系统的性能特征值λ,对系统的性能特征值λ与预期值之间进行比较,获得性能偏差值δλ≥0,表明系统状态良好,需要变动;δλ《0,表明当前系统性能下降,在容忍时限rt内,生产车间采取应急措施,使系统恢复性能,不再重调度;δλ《0,且超出容忍时间rt,进行重调度;
27.s2.2.定义动态调度目标函数;
28.综合考虑型号产品生产环境特点与交付要求,以加工成本、精准交付、跨车间转运次数为优化目标,建立型号产品生产动态调度模型;
29.动态调度目标函数如下:
30.f=λ1f1 λ2f2 λ3f331.λi——目标函数加权系数;f1——加工成本目标函数;f2——精准交付目标函数;f3——跨车间转运次数目标函数;
[0032][0033][0034][0035]
s2.3.定义动态调度约束条件;
[0036]
工件的每道工序只能在一台设备上加工:
[0037][0038]
工件的第一道工序开工时间不小于工件紧前工件集的完工时间:
[0039]sik1j
≥c
iv
(v∈b
ik
)
[0040]
工件的后道工序开始时间不早于前道工序的完工时间:
[0041][0042]
每台设备每一时刻只能加工一个工件:
[0043]
步骤三、求解车间动态调度方案;
[0044]
改进变邻域求解算法,通过引入粒子群优化算法,保证邻域结构集内的局部最优;通过系统改变邻域结构集,拓展搜索范围,最终保证全局最优;
[0045]
s3.1.生成初始解;
[0046]
全局初始解,即设备初始加工序列为x={1,2,
…
,n};邻域内初始解,即采用启发式规则获取的初始粒子群;
[0047]
s3.2.基于swap/insert的邻域设计;
[0048]
邻域数量k=2;
[0049]
车间动态调度问题解的邻域,分别由swap移动和insert移动得到,分别称为s邻域
和i邻域;
[0050]
swap移动是在工序序列中随机选择不同两个位置,将这两个位置上的工序相互交换;s邻域是由初始工序序列通过swap移动得到的一组工序序列集;
[0051]
insert移动是在工序序列中随机选择不同两个位置,将其中一个位置的工序插入到另一位置的过程;i邻域是由初始工序序列通过insert移动得到的一组工序序列集;
[0052]
swap移动和insert移动,不改变工件的工艺流程,对同一工件的工序不执行swap移动和insert移动操作;
[0053]
s3.3.基于粒子群优化的局域搜索;
[0054]
在某一邻域中,利用归一化方法,将基于操作顺序编码的加工序列,表达为粒子的位置向量和速度向量;
[0055]
调度解粒子k,在第t次迭代的各个属性如下:
[0056]
粒子k的n维位置向量:
[0057]
粒子k的n维速度向量:
[0058]
上一迭代粒子群中局部最优粒子的位置向量
[0059]
全局最优粒子的位置向量
[0060]
根据粒子位置向量和粒子速度向量的更新函数逐步获得调度方案;
[0061][0062][0063]
其中,ω是惯性权重,用于控制以往速度对当前速度的影响,平衡局部搜索与全局搜索;θ是压缩因子,用于控制速度;c1,c2是学习因子,是正数常量;r1,r2是居于(0,1)间的随机数;其中,位置向量和速度向量控制在边界内,
[0064]
s3.4基于误差反向传播的b-p神经网络,得到最新的vns算法关键参数,生成混合变邻域搜索算法中的关键参数;
[0065]
b-p神经网络包括输入层、隐含层和输出层,基本组成单元为神经元,神经元由神经键连接在一起;每一个神经键的输出信号都标定相应的的权重值;
[0066]
输入集x={x1,x2,x3,x4,x5},代表车间执行环境的参数,分别为工件数n,工件平均加工时间工件平均交货期工序平均加工时间设备数nm;输出集z={z1,z2,z3},代表整个混合变邻域算法中最为关键的三个参数,分别为变邻域搜索的最大循环次数n,局域搜索的最大循环次数m,目标函数差的阈值t
t
,v为连接输入层和隐含层的权值矩阵,w为连接隐含层和输出层的权值矩阵;
[0067]
基于误差反向传播的b-p神经网络训练步骤如下:
[0068]
a1:设定初始的权值矩阵v和w,生成学习效率η;
[0069]
a2:设初始值总误差e为0,分别计算隐含层和输出层的输入值、节点值;
[0070]
隐含层的输入函数yj、输出函数yj分别为:
[0071][0072]
yj=f(yj)j=1,2,
…
,r
[0073]
输出层的输入函数zj、输出函数z
l
分别为:
[0074][0075]zl
=f(z
l
)l=1,2,3
[0076]
其中,f(x)为传送特征函数,
[0077]
a3:计算系统误差;
[0078][0079]
式中,p表示第p次样本训练,p
max
表示当前最大训练次数,d
pl
表示第p次样本训练的系统输出期望值,z
pl
表示第p次样本训练的系统输出实际值;
[0080]
a4:由误差反向传播原理,计算输出层和隐含层的误差信号;
[0081][0082][0083]
a5:更新权值矩阵;
[0084][0085][0086]
a6:判断系统误差e是否小于误差阈值e
t
;系统误差e不小于误差阈值e
t
,返回至s2,重新进行样本训练;否则输出当前的权值矩阵,结束训练。
[0087]
所述启发式规则包括步骤如下:
[0088]
s1.待加工任务按照计划开工时间由早到晚排序,按号小优先的原则,归一化后,将序号作为任务的优先级;
[0089]
s2.重调度分析;
[0090]
s2.1.若重调度由已有任务的属性变化引起,则评估各个任务的变更成本,归一化后,产生其初始位置向量;否则执行step 2.2;
[0091]
s2.2.若重调度由任务的临时插入引起,则按照step 1中的方法重新整理任务集,归一化后,产生其初始位置向量;否则执行step 2.3;
[0092]
s2.3.若重调度由资源属性变化引起,则评估各个任务对发生变化资源的利用率,归一化后,产生其初始位置向量。
[0093]
所述粒子群优化算法可实现全局最优,采用以下策略;
[0094]
a.当获得的解优于粒子个体极值时,则更新粒子位置向量,并保持当前速度向量,继续搜索;否则,更新粒子速度向量,保持位置向量,并以此位置为起点进行后续搜索;
[0095]
b.迭代后粒子位置向量超出控制边界,该粒子保持迭代前的位置向量,贴近次优
值,重新向其他方向搜索;迭代后粒子速度向量超出控制边界,将速度向量限制在速度边界上。
附图说明
[0096]
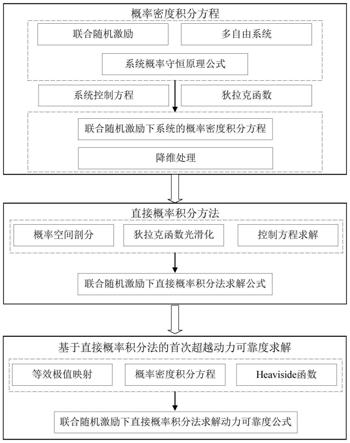
图1是混合变邻域搜索算法总流程。
[0097]
图2是调度方案。
[0098]
图3是重调度方案。
具体实施方式
[0099]
以下结合附图和技术方案,进一步说明本发明的具体实施方式。
[0100]
实验数据
[0101]
利用标准jsp算例,对本发明设计的b-p神经网络进行了训练,进而将本发明混合变邻域算法和经典变邻域搜索算法进行了算法对比;最后,基于该混合vns算法,进行了调度系统仿真。共进行了三次实验,第一次实验通过训练b-p神经网络得出不同隐含层节点数下的系统误差;第二次实验在带有动态变动因素(订单插入、设备维修等)的情况下,采用目标函数均值和cpu平均计算时间作为算法对比项,将本发明的混合vns与经典vns进行对比;第三次实验将以某型号产品的生产调度为例,来进一步说明本发明算法的应用性能。下来对三次实验进行详细叙述。
[0102]
实验一:b-p神经网络的训练
[0103]
实验环境:intel p4 3.0g cpu,2g内存,windows xp操作系统,microsoft visual c 12.0。
[0104]
参数设定:生产系统的设备数为10,允许的工件最大工序数为20,学习效率η=0.9,误差阈值er=2.50e-04。
[0105]
训练样本:表1列出了系统输入和期望输出数据,组成本发明b-p神经网络的训练样本。中,工件数n,设备数,循环迭代次数,的单位为1,表示一件、一台或一次。其他四个变量的单位均为1个时间单位。
[0106]
结果分析:对r=5~15的神经网络进行训练时,所得的系统误差值见表2。可知,当隐含层的节点数等于13时,该b-p神经网络的系统误差最小。
[0107]
表1 b-p神经网络训练样本
[0108][0109]
表2隐含层节点数对系统误差影响
[0110][0111][0112]
实验二:混合vns算法与经典vns对比
[0113]
在带有动态变动因素(订单插入、设备维修等)的情况下,利用先前训练b-p神经网络的算例,将本发明的混合vns与经典vns进行对比。各算例模拟车间任务依次进入被调度、待加工状态、接受加工、加工完成离开;一些任务进行调度的时,伴有订单交货期提前、设备维修和原料准备延迟等动态因素。共进行50次计算实验,采用目标函数均值和cpu平均计算时间作为算法对比项。具体数据如下:
[0114]
实验环境:intel p4 3.0g cpu,2g内存,windows xp操作系统,microsoft visual c 12..0。
[0115]
参数设定:惯性权重ω=0.8,压缩因子λ=1,学习因子c1=c2=2,随机数r1=r2=0.6。
[0116]
结果分析:归一化的计算结果如表3。
[0117]
表3算法性能实验结果
[0118][0119]
从算例orb07、abz06、yu03、yu04、la33的对比可知,本发明算法的cpu计算时间有所增加,这是因为重调度发生,算法多了计算关键系数的过程。但这些时间的增加,也是在等待时限允许范围内的,并且仍小于经典vns算法。由结果可推知,在重调度发生时,本发明的目标函数值比经典vns算法平均小8.37%。可见,面对动态生产调度,本发明算法体现出了更强的调度性能。因此,牺牲一些计算时间,换来调度算法的适应性,从而提高制造系统的性能,对于实际生产来说是更有意义的。
[0120]
实验三:基于混合vns算法的生产调度实例
[0121]
以某型号产品的生产调度为例,来进一步说明本发明算法的应用性能。该产品组件(p1)主要由壳体(p1-1,配套数量2)、加强框(p1-2,配套数量2)、吊挂垫块(p1-3,配套数量5)、双耳托板(p1-4,配套数量3)、浮动托板(p1-5,配套数量4)和预拉伸铝管(p1-6,配套数量4)6个零件组成,其简化工艺路线和工时见表4。
[0122]
表4工艺路线及工时
[0123][0124]
假设系统初始状态时,六种设备m1-m6均为空闲状态,若发生动态变化,计划不得超期20%。车间接收到该舱体组件的生产任务,makespan值为130(任务计划时长)。经过本发明算法的15次优化计算,所得最优调度方案如图2所示,其中“n-m”表示编号p1-n零件的第m道工序,白色间隔表示设备处于空闲状态的时间。从图可知,时刻65至130,设备m1-m6的设备利用率分别为87.69%、46.15%、58.46%、38.46%、73.85%、72.31%。在时刻65,插入紧急生产任务,该任务包括三类零件,makespan值为60(即交货时刻为125),具体工艺信息及配套数量见表5,车间接到该紧急任务后,经重调度决策,判定为紧迫事件,即原调度计划不改变就无法完成该紧急任务。需要将时刻65之后的所有待加工计划与该紧急任务,一起进行重调度。
[0125]
表5紧急任务的工艺、工时和配套数量
[0126][0127]
重调度结果如图3所示,其中,用紫色表示紧急任务的工序排定位置。从图中可见,紧急任务的最后一道工序“8-3”的完成时刻为124《125,可按期交货。虽然为保证紧急任务的按期完成,原计划略延长22个时间单位(拖期比16.9%),但并未超过规定范围,且相关设备m1-m4的利用率分别达到97.70%、58.62%、85.06%、57.47%,平均提高15个百分点,说明本发明的动态调度算法,能够依据执行环境的变化调整系统性能,满足实际生产需求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。