1.本实用新型涉及太阳能板技术领域,特别涉及一种太阳能板自动装边框机。
背景技术:
2.太阳能电池又称为“太阳能芯片”或“光电池”,是一种利用太阳光直接发电的光电半导体薄片。单体太阳能电池不能直接做电源使用。作电源必须将若干单体太阳能电池串、并联连接和严密封装成组件。太阳能板是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。在太阳能板的生产过程中,需要将边框装配到太阳能板的侧边上。现在没有一种能够对太阳能板侧边进行装边框的设备,影响太阳能板的生产效率。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种能自动装边框的太阳能板自动装边框机。
4.本实用新型实施例的一种太阳能板自动装边框机,包括:
5.机架;
6.找正装置,所述找正装置设置在所述机架上;
7.太阳能板上料装置,所述太阳能板上料装置设置在所述机架一侧,所述太阳能板上料装置用于将太阳能板输送至所述找正装置上;
8.边框备料装置,所述边框备料装置设置在所述机架一侧,所述边框备料装置包括用于安放长边框和短边框的边框料箱;
9.边框组装装置,所述边框组装装置设置在所述机架上,所述边框组装装置包括设置在所述找正装置四周的长边框组装组件和短边框组装组件,所述长边框组装组件用于将所述长边框装配到所述太阳能板上,所述短边框组装组件用于将所述短边框装配到所述太阳能板上;
10.边框上料装置,所述边框上料装置用于将所述长边框和所述短边框输送至所述边框组装装置上;
11.太阳能板下料装置,所述太阳能板下料装置设置在所述机架一侧,所述太阳能板下料装置包括下料模组和下料输送部件,所述下料模组用于将所述太阳能板从所述找正装置输送至所述下料输送部件上。
12.根据本实用新型第一方面实施例的一种太阳能板自动装边框机,至少具有如下有益效果:本实用新型的太阳能板自动装边框机包括机架、找正装置、太阳能板上料装置、边框备料装置、边框组装装置、边框上料装置和太阳能板下料装置,太阳能板上料装置将太阳能板自动输送到找正装置上,找正装置能够对太阳能板进行支撑和固定,边框备料装置存放有长边框和短边框,边框上料装置将长边框和短边框输送到边框组装装置上,边框组装装置对边框进行输送和装配,将边框装配到太阳能板上,太阳能板下料装置对装配完毕后的太阳能板进行输送下料,从而实现对太阳能板的太阳能板上料、太阳能板找正、边框上
料、边框装配和太阳能板下料,提高太阳能板生产过程的自动化程度和生产效率。
13.根据本实用新型的一些实施例,所述找正装置包括支撑板、设置在所述支撑板下方的找正板、设置在所述找正板上的找正机构、驱动所述支撑板相对所述找正板运动的升降部件,所述支撑板下方还设置有通槽、所述通槽内设置有将所述太阳能板固定在所述支撑板上的吸取部。
14.根据本实用新型的一些实施例,所述找正机构包括设置在所述找正板中部的旋转板、设置在所述找正板四周的推板、用于连接所述推板和所述旋转板的摆动部件,所述摆动部件包括摆杆、设置在所述摆杆上的滑轨、对所述滑轨进行限位的限位槽,所述限位槽固定在所述找正板上,以使所述推板做直线运动。
15.根据本实用新型的一些实施例,所述太阳能板上料装置包括上料输送部件和上料模组,所述上料模组设置在所述上料输送部件的一侧,所述上料输送部件包括上料皮带和驱动所述上料皮带运动的驱动电机,所述上料皮带的两侧还设置有隔板;所述上料模组包括第一吸盘、驱动所述第一吸盘运动的第一纵向输送部件和第一横向输送部件。
16.根据本实用新型的一些实施例,所述边框料箱设置有至少两个,至少两个所述边框料箱设置在备料板上,所述备料板下方设置有驱动所述备料板运动的备料驱动部件。
17.根据本实用新型的一些实施例,所述边框料箱包括两个相对设置的长边框料箱和两个相对设置的短边框料箱,所述长边框料箱和所述短边框料箱均设置在所述备料板上。
18.根据本实用新型的一些实施例,所述短边框组装组件包括第一滑轨、用于安放所述短边框的第一支撑座、用于将所述短边框固定在所述第一支撑座上的压紧气缸、驱动所述第一支撑座在所述第一滑轨上运动的第一气缸,所述第一支撑座还设置有避让槽。
19.根据本实用新型的一些实施例,所述长边框组装组件包括第二滑轨、用于安放所述长边框的第二支撑座、用于将所述长边框固定在所述第二支撑座上的压紧气缸、驱动所述第二支撑座在所述第二滑轨上运动的第二气缸,所述第二支撑座还设置有避让槽。
20.根据本实用新型的一些实施例,所述边框上料装置包括夹取部件、用于驱动所述夹取部件的第二纵向输送部件和第二横向输送部件,所述夹取部件包括夹板和设置在所述夹板上的夹取气缸,所述夹取气缸设置在有多个,多个所述夹取气缸的位置与所述边框料箱的位置相对应。
21.根据本实用新型的一些实施例,所述下料输送部件包括下料皮带和驱动所述下料皮带运动的驱动电机,所述下料模组包括第二吸盘、驱动所述第二吸盘运动的第三纵向输送部件和第三横向输送部件。
22.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
23.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
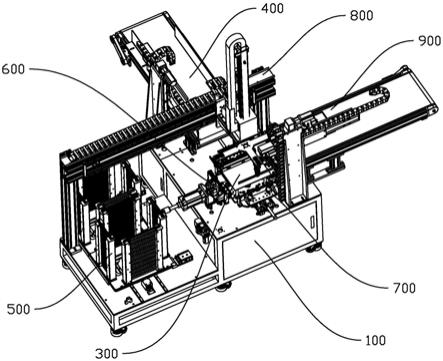
24.图1是本实用新型一实施例的一种太阳能板自动装边框机的结构示意图;
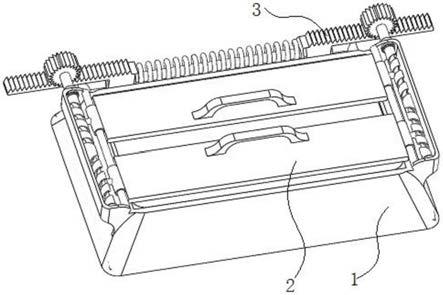
25.图2是图1所示出的找正装置的结构示意图;
26.图3是图2所示出的找正机构的结构示意图;
27.图4是图1所示出的太阳能板上料装置的结构示意图;
28.图5是图1所示出的边框料箱的结构示意图;
29.图6是图1所示出的短边框组装组件的结构示意图;
30.图7是图1所示出的长边框组装组件的结构示意图;
31.图8是图1所示出的边框上料装置的结构示意图;
32.图9是图1所示出的下料输送部件的结构示意图。
具体实施方式
33.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
34.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右、内、外等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
35.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
36.本实用新型的描述中,除非另有明确的限定,设置、安装、连接、装配、配合等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
37.下面参照图1至图9描述本实用新型实施例的一种太阳能板自动装边框机。
38.本实用新型实施例的一种太阳能板自动装边框机,参照图1至图9,包括机架100、找正装置200、太阳能板上料装置400、边框备料装置、边框组装装置、边框上料装置800和太阳能板下料装置。
39.参照图2和图3,找正装置200设置在机架100上,找正装置200对太阳能板进行承载,当太阳能板上料装置400将太阳能板放置在找正装置200上时,无法保证太阳能板的侧边能够正对边框组装装置,为了方便边框组装装置将边框装配在太阳能板的侧边上,找正装置200能够对太阳能板进行找正,调整太阳能板的角度,以便于将边框准确地装配到太阳能板上。太阳能板上料装置400设置在机架100一侧,太阳能板上料装置400用于将太阳能板输送至找正装置200上,太阳能板上料装置400将太阳能板输送至找正装置200上,实现对太阳能板的上料。
40.参照图5、图6,、图7和图8,边框备料装置设置在机架100一侧,边框备料装置包括用于安放长边框和短边框的边框料箱500,长边框和短边框存放在边框料箱500上,便于边框上料装置800对边框进行取用,提高边框的上料效率。边框组装装置设置在机架100上,边框组装装置包括设置在找正装置200四周的长边框组装组件700和短边框组装组件600,长边框组装组件700用于将长边框装配到太阳能板上,短边框组装组件600用于将短边框装配到太阳能板上,边框组装装置对边框进行装配,具体地,长边框组装组件700设置有两个,两
个长边框组装组件700相对设置在找正装置200的两侧,短边框组装组件600设置有两个,两个短边框组装组件600相对设置在找正装置200的另外两侧,能够对太阳能板的四个侧边进行边框装配,提高边框装配效率。边框上料装置800用于将长边框和短边框输送至边框组装装置上。
41.参照图9,太阳能板下料装置设置在机架100一侧,太阳能板下料装置包括下料模组和下料输送部件900,下料模组用于将太阳能板从找正装置200输送至下料输送部件900上。下料模组将装配完毕的太阳能板从找正装置200取出并输送到下料输送部件900上,下料输送部件900对太阳能板进行输送,将太阳能板输送到下一个工序进行加工,提高生产和加工效率。
42.本实用新型的太阳能板自动装边框机包括机架100、找正装置200、太阳能板上料装置400、边框备料装置、边框组装装置、边框上料装置800和太阳能板下料装置,太阳能板上料装置400将太阳能板自动输送到找正装置200上,找正装置200能够对太阳能板进行支撑和固定,边框备料装置存放有长边框和短边框,边框上料装置800将长边框和短边框输送到边框组装装置上,边框组装装置对边框进行输送和装配,将边框装配到太阳能板上,太阳能板下料装置对装配完毕后的太阳能板进行输送下料,从而实现对太阳能板的太阳能板上料、太阳能板找正、边框上料、边框装配和太阳能板下料,提高太阳能板生产过程的自动化程度和生产效率。
43.参照图1、图2和图3,对太阳能板进行边框装配时,对太阳能板的侧边与边框之间的装配精度要求较高,太阳能板上料装置400将太阳能板放置在找正装置200时,无法保证太阳能板相对于边框的位置,需要对太阳能板进行找正。在一些实施例中,找正装置200包括支撑板210、设置在支撑板210下方的找正板220、设置在找正板220上的找正机构300、驱动支撑板210相对找正板220运动的升降部件230,支撑板210下方还设置有通槽、通槽内设置有将太阳能板固定在支撑板210上的吸取部240。太阳能板放置在支撑板210上,支撑板210设置有通槽,通槽内设置有吸取部240,吸取部240对支撑板210上的太阳能板进行吸取,能将太阳能板固定在支撑板210上。升降部件230驱动支撑板210运动,支撑板210能够在升降部件230的作用下相对找正板220运动,找正机构300设置在找正板220上,能够对支撑板210上的太阳能板进行找正。
44.参照图3,具体地,在一些实施例中,找正机构300包括设置在找正板220中部的旋转板310、设置在找正板220四周的推板320、用于连接推板320和旋转板310的摆动部件,摆动部件包括摆杆330、设置在摆杆330上的滑轨340、对滑轨340进行限位的限位槽350,限位槽350固定在找正板220上,以使推板320做直线运动。推板320设置在找正板220的四周,推板320的一端通过摆动部件固定在旋转板310上,旋转板310转动能够带动摆杆330摆动,由于限位槽350与导轨的作用,能够将旋转板310的转动转换为推板320相对找正板220的直线运动。当需要对太阳能板进行找正时,升降部件230驱动支撑板210下降到使太阳能板与推板320平齐,驱动旋转板310转动,旋转板310的转动转换为四个推板320在太阳能板四周的直线运动,推板320向太阳能板的方向运动并挤压太阳能板,能够对太阳能板进行角度调整,实现对太阳能板的找正。
45.参照图2,需要说明的是,支撑板210下方设置有将太阳能板固定在支撑板210上的吸取部240,当对太阳能板进行找正时,吸取部240停止对太阳能板的吸取,以便于太阳能板
能在支撑板210上移动,对太阳能板的角度进行调整。当找正完毕后,吸取部240对太阳能板进行吸取,将太阳能板固定在支撑板210上,使太阳能板在升降和装配时保证稳定,确保边框准确地装配到太阳能板上。
46.参照图4,在一些实施例中,太阳能板上料装置400包括上料输送部件和上料模组,上料模组设置在上料输送部件的一侧,上料输送部件包括上料皮带410和驱动上料皮带410运动的驱动电机,上料皮带410的两侧还设置有隔板420;上料模组包括第一吸盘、驱动第一吸盘运动的第一纵向输送部件440和第一横向输送部件430。太阳能板依次放置在上料皮带410上,驱动电机驱动上料皮带410转动,上料皮带410转动对太阳能板进行输送,将太阳能板输送到上料模组的下方。上料模组包括第一吸盘、第一纵向输送部件440和第一横向输送部件430,第一吸盘设置在第一横向输送部件430上,第一横向输送部件430设置在第一纵向输送部件440上,能够实现第一吸盘纵向和横向的运动。第一吸盘将太阳能板输送到找正装置200上,以便于对太阳能板进行找正和装边框。可以理解的是,第一纵向输送部件440和第一横向输送部件430可以设置为直线伺服电机或驱动气缸等电气部件。
47.参照图1和图5,在一些实施例中,边框料箱500设置有至少两个,至少两个边框料箱500设置在备料板530上,备料板530下方设置有驱动备料板530运动的备料驱动部件540。参照图1,边框料箱500设置有两个,两个边框料箱500设置在备料板530上,备料驱动部件540驱动备料板530运动,能够对两个边框料箱500的位置进行调整,在一个边框料箱500的物料用完后及时调整至使用另一个边框料箱500中的物料,能够一边加工一边向边框料箱500中装填物料,提高生产效率。可以理解的是,边框料箱500的数量可以设置为三个、四个或更多。
48.参照图1和图5,在一些实施例中,边框料箱500包括两个相对设置的长边框料箱510和两个相对设置的短边框料箱520,长边框料箱510和短边框料箱520均设置在备料板530上。边框料箱500包括两个长边框料箱510和两个短边框料箱520,两个长边框料箱510相对设置,两个短边框料箱520相对设置,长边框料箱510的位置与长边框组装组件700的位置相对应,短边框料箱520的位置和短边框组装组件600的位置相对应,以便于边框上料装置800能够同时对太阳能板四个方向的边框进行取放,提高对边框的取放和装配效率。
49.参照图6,在一些实施例中,短边框组装组件600包括第一滑轨610、用于安放短边框的第一支撑座620、用于将短边框固定在第一支撑座620上的压紧气缸、驱动第一支撑座620在第一滑轨610上运动的第一气缸630,第一支撑座620还设置有避让槽。短边框安装在第一支撑座620上,压紧气缸将短边框固定在第一支撑座620上,第一支撑座620可滑动安装在第一滑轨610上,第一气缸630驱动第一支撑座620在第一滑轨610上运动,第一支撑座620带动短边框向找正装置200的方向运动,将短边框装配到找正装置200上的太阳能板上。第一支撑座620上设置有避让槽,能够对边框上料装置800进行避让,使边框上料装置800能够准确地将短边框放置到第一支撑座620上。
50.参照图7,在一些实施例中,长边框组装组件700包括第二滑轨710、用于安放长边框的第二支撑座720、用于将长边框固定在第二支撑座720上的压紧气缸、驱动第二支撑座720在第二滑轨710上运动的第二气缸730,第二支撑座720还设置有避让槽。长边框安装在第二支撑座720上,压紧气缸将长边框固定在第二支撑座720上,第二支撑座720可滑动安装在第二滑轨710上,第二气缸730驱动第二支撑座720在第二滑轨710上运动,第二支撑座720
带动长边框向找正装置200的方向运动,将长边框装配到找正装置200上的太阳能板上。第二支撑座720上设置有避让槽,能够对边框上料装置800进行避让,使边框上料装置800能够准确地将长边框放置到第二支撑座720上。
51.参照图8,在一些实施例中,边框上料装置800包括夹取部件、用于驱动夹取部件的第二纵向输送部件840和第二横向输送部件830,夹取部件包括夹板810和设置在夹板810上的夹取气缸820,夹取气缸820设置在有多个,多个夹取气缸820的位置与边框料箱500的位置相对应。夹取部件用于对边框料箱500上的长边框和短边框进行夹取,具体地,夹取部件包括夹板810和设置在夹板810上的多个夹取气缸820,夹取气缸820与边框料箱500的位置相对应,能够同时对长边框和短边框进行夹取并输送到边框组装装置上。夹取部件设置在第二纵向输送部件840上,第二纵向输送部件840设置在第二横向输送部件830上,能够实现夹取部件的纵向和横向运动。可以理解的是,第二纵向输送部件840和第二横向输送部件830可以设置为直线伺服电机或驱动气缸等电气部件。
52.参照图9,在一些实施例中,下料输送部件900包括下料皮带910和驱动下料皮带910运动的驱动电机,下料模组包括第二吸盘、驱动第二吸盘运动的第三纵向输送部件930和第三横向输送部件920。下料模组包括第二吸盘、第三纵向输送部件930和第三横向输送部件920,第二吸盘设置在第三横向输送部件920上,第三横向输送部件920设置在第三纵向输送部件930上,能够实现第二吸盘纵向和横向的运动。下料模组将装配好的太阳能板放置到下料输送部件900上,下料输送部件900包括下料皮带910和驱动电机,驱动电机驱动下料皮带910转动,对太阳能板进行输送,将装边框完毕的太阳能板输送到下一个工序进行加工,提高生产和加工效率。可以理解的是,第三纵向输送部件930和第三横向输送部件920可以设置为直线伺服电机或驱动气缸等电气部件。
53.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。